基于數控龍門鏜銑床異形孔產品加工
2019-01-10 08:01:06包頭鐵道職業技術學院內蒙古014060閆福明劉德勇
金屬加工(冷加工) 2018年12期
■包頭鐵道職業技術學院 (內蒙古 014060) 閆福明 劉德勇
動車零件電動機橫梁長3m、寬1m且厚0.07m(如圖1所示),材料為鑄造鋁合金,重量32.6kg,屬異形件,壁薄,弧形較長,易變形。加工部位是上下圓弧雙耳面上的通孔(14mm×6mm×21mm),5對異形孔中心線與對稱軸分別成0°、±5°和±10°。技術要求其表面粗糙度Ra=1.6μm,位置度0.2mm。
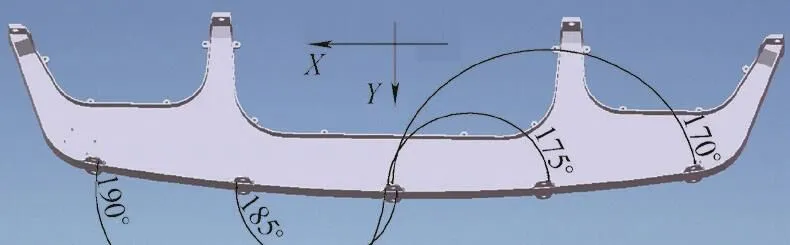
圖1
1.加工設備選型
此零件0°、±5°和±10°側面異形孔組需一次裝夾定位加工,常規的臥式數控龍門鏜銑床無法實現在水平面轉角。
經調研,采用某公司新開發的GMC2040r2數控龍門鏜銑床機床(數控系統為西門子840D)可以實現這一功能。機床有立、臥主軸轉換的主軸頭,可實現工件一次裝夾進行五面體加工,確保了被加工零件的各面、孔之間的加工精度。主軸頭與方滑枕通過精密端齒盤定位,可分度回轉,臥主軸水平面偏心轉角5°×72分度轉位,實現水平孔系及各面加工,立主軸可實現垂直孔系及第5面加工。
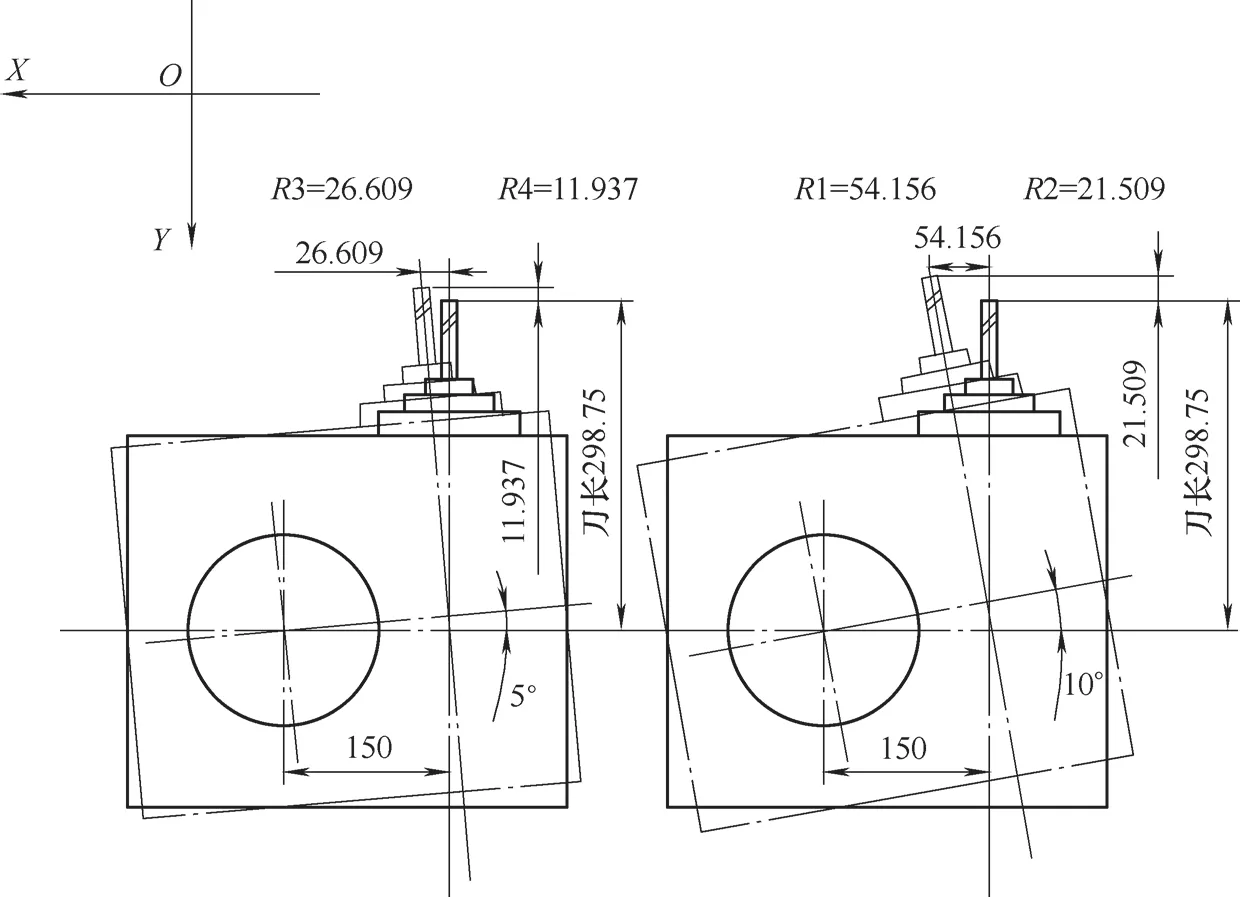
圖2 加工X軸負半軸變量R(左265°、右260°)

圖3 加工265°(左)、260°(右)位置孔
2.加工工藝分析
(1)確定工件坐標系及夾緊定位方式。沿工件長度3m方向,中間二爪側面水平方向設為X軸;沿工件寬度1m方向,以工件左右對稱軸為Y軸;沿工件厚度0.07m方向定為Z軸,工件厚度中心面為Z軸零點建立工件坐標系,坐標XOY平面為水平面。
工件平放用4件400mm等高鑄鐵方箱支撐鑄件底模成型面,采用螺旋夾緊機構(準備12根長180mm的M16螺桿,6塊厚30mm快換異形壓板);爪部用4套等高專用夾具定位夾緊;孔加工刀具選用φ14mm鍵槽高速鋼銑刀。
(2)臥主軸水平面偏心轉角規定。轉角0°為臥主軸平行于X坐標軸且刀具朝著X軸負方向;臥主軸與立主軸異面垂直且相距150mm;以立主軸為旋轉中心,順時針方向角度逐漸增加;依次加工260°、265°、270°、275°和280°位置。
指令格式:L01(265),表示主軸箱以立主軸為旋轉中心,順時針方向轉到265°絕對位置,即臥主軸水平面偏心轉到265°。
(3)刀具刀位點坐標改變。臥主軸在水平面偏心轉角時,刀具的刀位點坐標發生變化,同時隨著臥主軸水平轉角的大小不同,刀具刀位點位置坐標的變化量也不同,刀具刀位點的坐標與原工件坐標系脫離了關系,這給數控加工編程帶來了困難。
3.數控編程
臥主軸在水平面偏心轉角時,刀具刀位點位置的變化量用變量R表示。加工X軸負半軸變量R用R1~R4,加工X軸正半軸變量R用R5~R8。
(1)首次對刀編程。臥主軸在水平面轉到270°時,在XOY平面Y向對刀,當刀長為298.75mm時,計算R1~R8變量,程序如下:
R1=54.156;R2=21.509;
R3=26.609;R4=11.937;
R5=25.467;R6=14.21;
R7=49.599;R8=30.586;
……
首先加工260°位置孔(如圖2、圖3所示):
L01(260);
Z60(加工260°上孔);
G01 X=-1161.293-R1
Y=635.211+R2;
X=-1154.659-R1
Y=597.789+R2;
Z-60(加工260°下孔);……
然后加工265°位置孔(如圖2、圖3所示):
L01(265);
Z60(加工265°上孔);
G01 X=-634.493-R3
Y=717.867+R4;
X=-631.181-R3
Y=680.011+R4;
Z-60(加工265°下孔);……
再加工270°位置孔(此處刀具刀位點的坐標正常,不疊加):
L01(270);
Z60(加工270°上孔);……;
Z-60(加工270°下孔);……
接著加工275°位置孔(如圖4、圖5所示):
L01(275);
Z60(加工275°上孔);
G01 X=634.493+R5
Y=717.867-R6;
X=631.181+R5
Y=680.011-R6;
Z-60(加工275°下孔);……
最后加工280°位置孔(如圖4、圖5所示):
L01(280);
Z60(加工280°上孔);
G01 X=1161.293+R7
Y=635.211-R8;
X=1154.659+R7
Y=597.789-R8;
Z-60(加工280°下孔);……;
M30
(2)再次對刀分析。生產過程中刀具磨損或損壞,需要取下重新刃磨或更換新刀具,刀具長度發生變化,變量R也隨之改變。
加工通孔更換刀具后,刀具能完成并超出通孔加工深度,就不需重新對刀,省去了臥主軸對刀過程;如果刀具不能完成,需重新對刀,重新計算。
加工盲孔更換刀具后,必需重新對刀,重新計算變量R,否則影響被加工孔的深度。
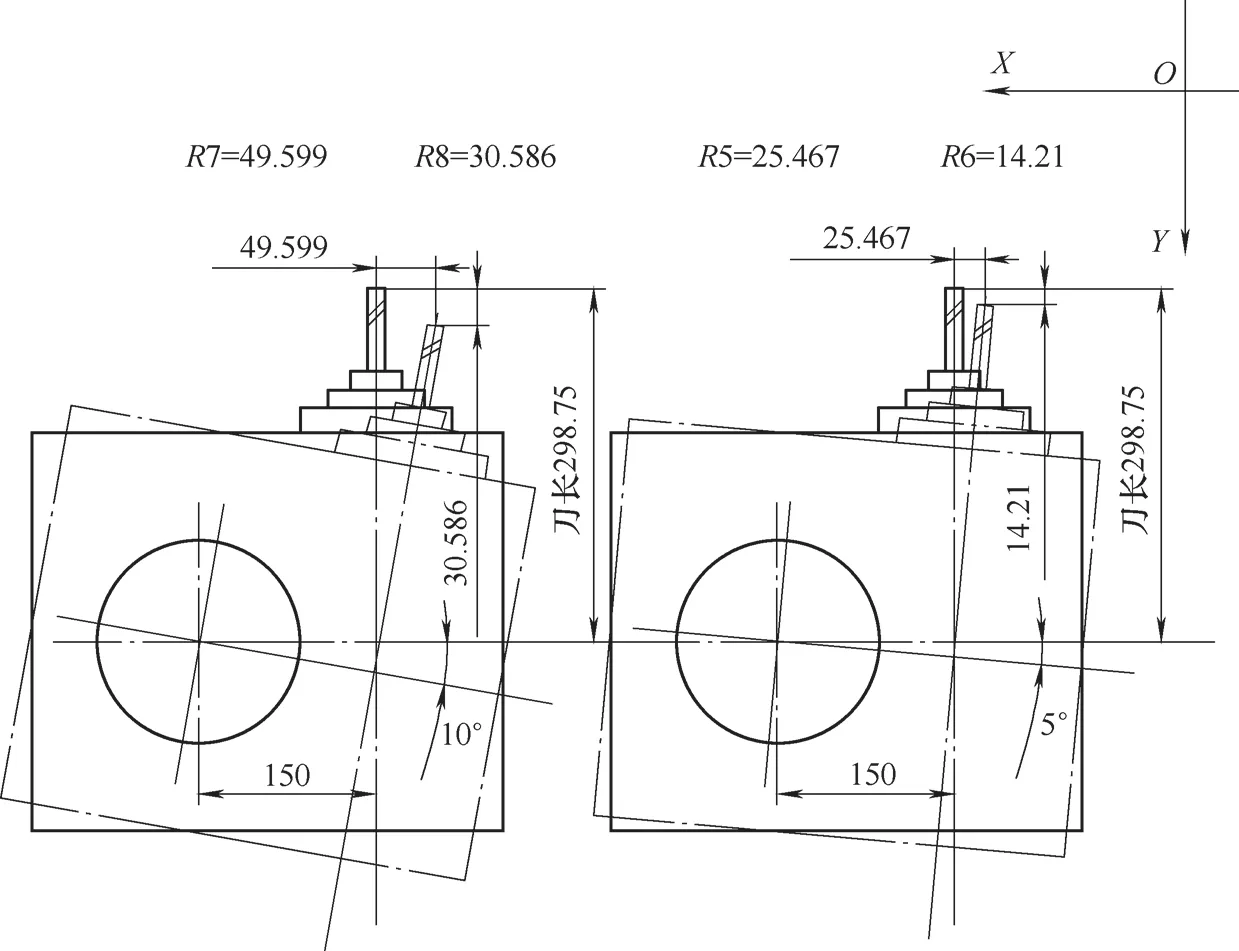
圖4 加工X軸正半軸變量R(左280°、右275°)

圖5 加工275°(上)、280°(下)位置孔
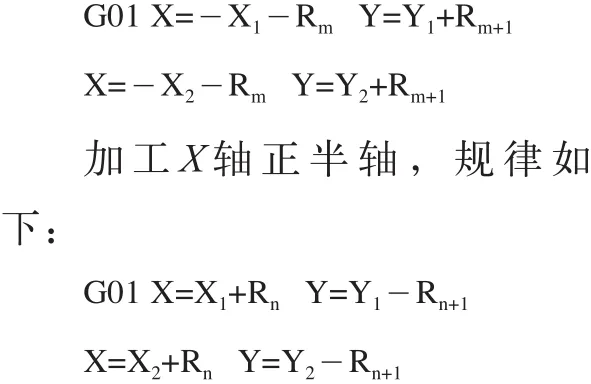
4.坐標疊加規律
刀具刀位點的坐標與原工件坐標疊加,變量R1~R8正負號具有一定規律。加工X軸負半軸,規律如下:
5.結語
生產實踐證明,用GMC2040r2數控龍門鏜銑床加工有異形孔組的電動機橫梁產品,采用坐標疊加計算方法,解決了加工編程難題,提高了零件加工精度及生產效率,取得了較好的經濟效益。
