基于FANUC 0i-TF數控系統實現無心磨床砂輪恒線速控制
2019-01-10 08:01:06無錫機床股份有限公司江蘇214000
金屬加工(冷加工) 2018年12期
■無錫機床股份有限公司 (江蘇 214000) 李 毅
無心磨床在磨削加工過程中,砂輪恒線速的精確控制對穩定工件的加工精度和表面粗糙度有著至關重要的影響,為了充分發揮并提升無心磨床的加工控制能力,必須探求最新數控系統在磨床中的實施。FANUC 0i-TF數控系統是日本FANUC公司的新一代先進數控系統,擁有能夠進行納米單位精密運算的伺服技術。本文以MK1050A-CHL無心磨床為例,介紹了應用FANUC 0i-TF數控系統實現無心磨床砂輪恒線速控制的3種方法。
1.機械傳動結構及電氣部件設計
無心磨床MK1050A-CHL的砂輪安裝在砂輪主軸上,如圖1所示。砂輪主軸的一端裝有直徑為DA的皮帶輪A。砂輪電動機端裝有另一個皮帶輪B,直徑為DB。砂輪主軸由砂輪電動機通過皮帶驅動。皮帶輪B為驅動輪,皮帶輪A為從動輪,兩個皮帶輪的線速度一致。
砂輪電動機設計選用國產YX3-160L-4-B3型,功率P=15kW,額定轉速nD=1 470r/min,380V/50Hz的電動機。該電動機由變頻器驅動,變頻器選用施耐德ATV312型變頻器,電路圖如圖2所示。AI1和COM端子間輸入0~10V的模擬量電壓,由此對砂輪電動機轉速進行調節。LI1和+24V端子用來控制砂輪電動機的起停。
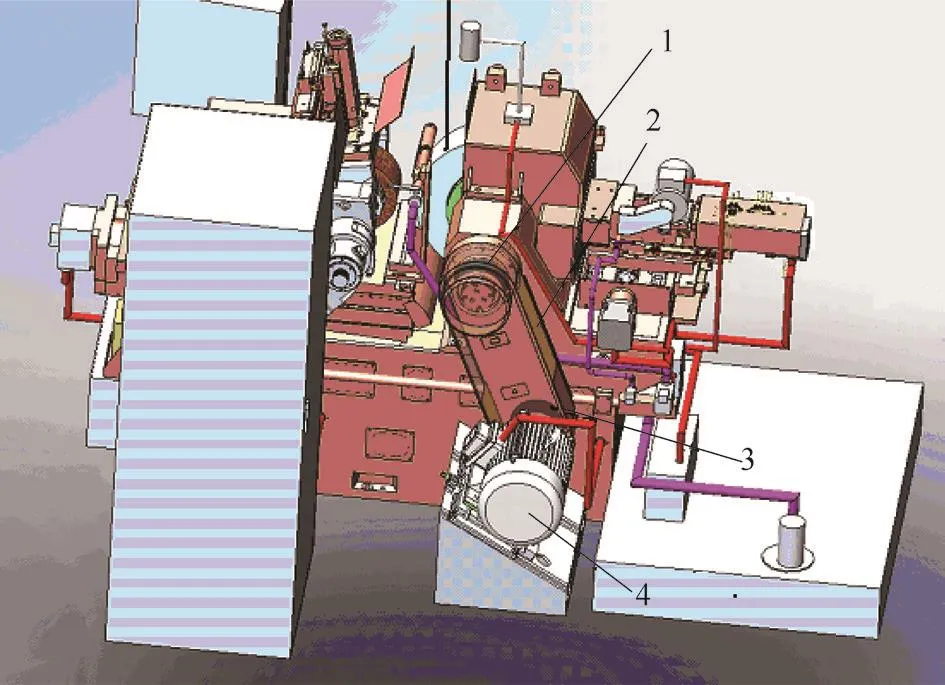
圖1 砂輪傳動結構1.皮帶輪A 2.皮帶 3.皮帶輪B 4.砂輪電動機
2.實現無心磨床砂輪恒線速控制的三種方法
(1)方法一:利用FANUC系統自帶的模擬主軸控制功能,通過NC程序賦值,并將接口JA40的模擬量電壓信號接入變頻器,實現對砂輪電動機的變頻調速,從而實現砂輪的恒線速控制。
首先設定相關參數。由于砂輪電動機選用的是額定轉速為nD,380V/50Hz的電動機。將變頻器ATV312中的參數“最高頻率”設置成100Hz,當輸入到變頻器中的模擬量電壓為+10V時,砂輪電動機將以100Hz頻率運行,即以轉速2nD運轉。考慮到砂輪主軸與砂輪電動機間存在DB:DA的減速比,將FANUC系統中參數No.3741、No.4020設置成nm。(主軸電動機最高轉速nm=2nDDB/DA)。
No.3741=nm,指令電壓為10V時的低速齒輪的主軸轉速。
No.4020=nm,主軸電動機最高轉速。
No.8133#5=1,參數SSN,設1表示模擬主軸,不使用主軸串行輸出。
No.3717=1,參數ISI,設1表示使用連接1號放大器上的主軸。
No.3716#0=0,參數A/Ss,設0表示主軸電動機的種類為模擬主軸。
No.3735=0,最小鉗制速度。
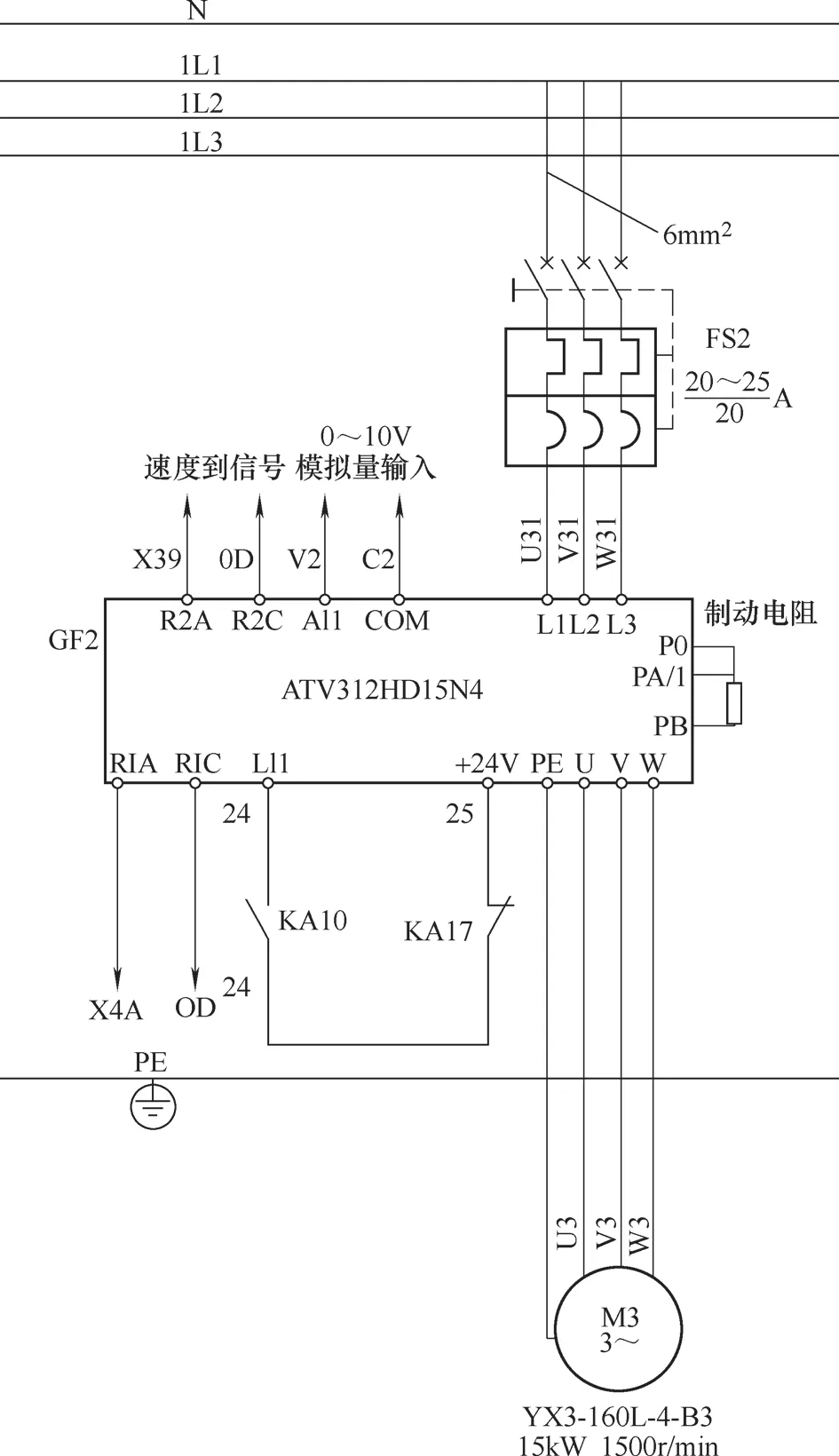
圖2 砂輪電動機控制電路
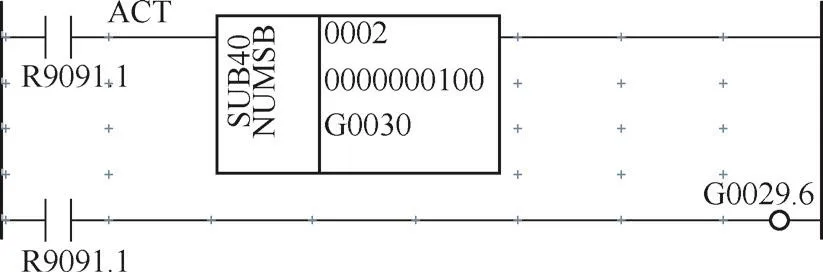
圖3
No.3736=nm,最大鉗制速度。
No.4056=100,傳動比,100表示1∶1。
No.3706#6=1,No.3706#7=1,確定主軸速度指令輸出極性。
NC程序編寫如下:
%
O022
N10 #520=#702*60*1000/3.14/#638
N20 M03 S#520
N100M30
%
宏變量#702表示砂輪恒線速速度,由用戶根據加工工藝要求設定。
宏變量#638表示砂輪當前直徑,隨著砂輪修整動作的執行,砂輪當前直徑會隨修整量變化。
宏變量#520表示當前砂輪主軸轉速,運算得出。
PMC程序編寫如圖3所示。
在PMC程序中,R9091.1是長通信號,G30表示主軸倍率。將G30設置成100,表示主軸倍率固定為100%。若主軸倍率可調,極易造成砂輪線速度超速,引發砂輪炸裂,那是非常危險的。G29.6設1表示主軸運行。
設置完成后,接通變頻器的啟動端,砂輪即按設計運算要求的速度運轉。此種方法利用系統自帶端口,無需增加成本,程序編寫方便。但每次機床開機運行,都必須先加載運行一遍NC程序中的模擬主軸轉速賦值程序,不然砂輪無法運轉。
(2)方法二:利用FANUC系統自帶的模擬主軸控制功能,通過PMC程序賦值,實現砂輪的恒線速控制。
針對方法一的不足之處,改進控制方法。仍然使用接口JA40引模擬量電壓信號接入變頻器,實現對砂輪電動機的變頻調速,但采用PMC控制主軸旋轉。這種方法不需要通過NC程序賦值,直接通過PMC程序賦值,從而實現砂輪的恒線速控制。機床開機運行,不必先運行一遍NC程序中的模擬主軸轉速賦值程序,砂輪即可運轉。
所有恒線速的運算都將在PMC程序中執行。用戶對砂輪線速度的設定要求通過宏變量參數#702輸入,砂輪當前直徑也存放在宏變量參數#638中。我們首先要將相關宏變量參數讀入PMC程序地址中。編寫如圖4所示PMC程序。
將宏變量參數#702和#638中的數據分別讀入D470和D360中。
查閱PMC模擬主軸控制的相關手冊得知,主軸接口JA40模擬量輸出地址中的數值與模擬量模塊輸出到變頻器ATV312中的電壓成正比,且模擬量輸出地址中的最大數值Km設定為4095。故當定義的模擬量輸出地址為4095時,模擬量模塊輸出到變頻器ATV312中的電壓為+10V。與方法一相同,將變頻器ATV312中的參數“最高頻率”設置成100Hz,該變頻器收到來自JA40口的輸出電壓+10V時,砂輪電動機將以100Hz頻率運行。此時模擬量定義輸出地址D565中的數值KD565可由以下公式運算得出:
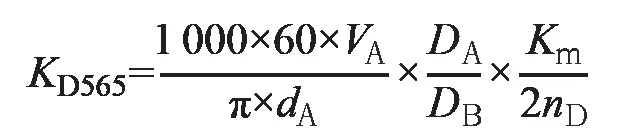
式中:VA為砂輪線速度,單位為m/s。該參數由用戶根據實際加工工藝需要,自行設置;dA為當前砂輪的直徑,單位為mm;DA為砂輪主軸端皮帶輪直徑,單位為mm;DB為砂輪電動機端皮帶輪直徑,單位為mm;Km為模擬量輸出地址最大值。
從上可知,當用戶根據生產工藝需要確定了砂輪線速度以后,若能及時準確地確認當前砂輪的實際半徑,即能確認模擬量定義輸出地址D565中的數值,從而才能實現砂輪磨削線速度的恒定。要特別注意的是PMC控制主軸旋轉方式時,倍率G30是無效的。
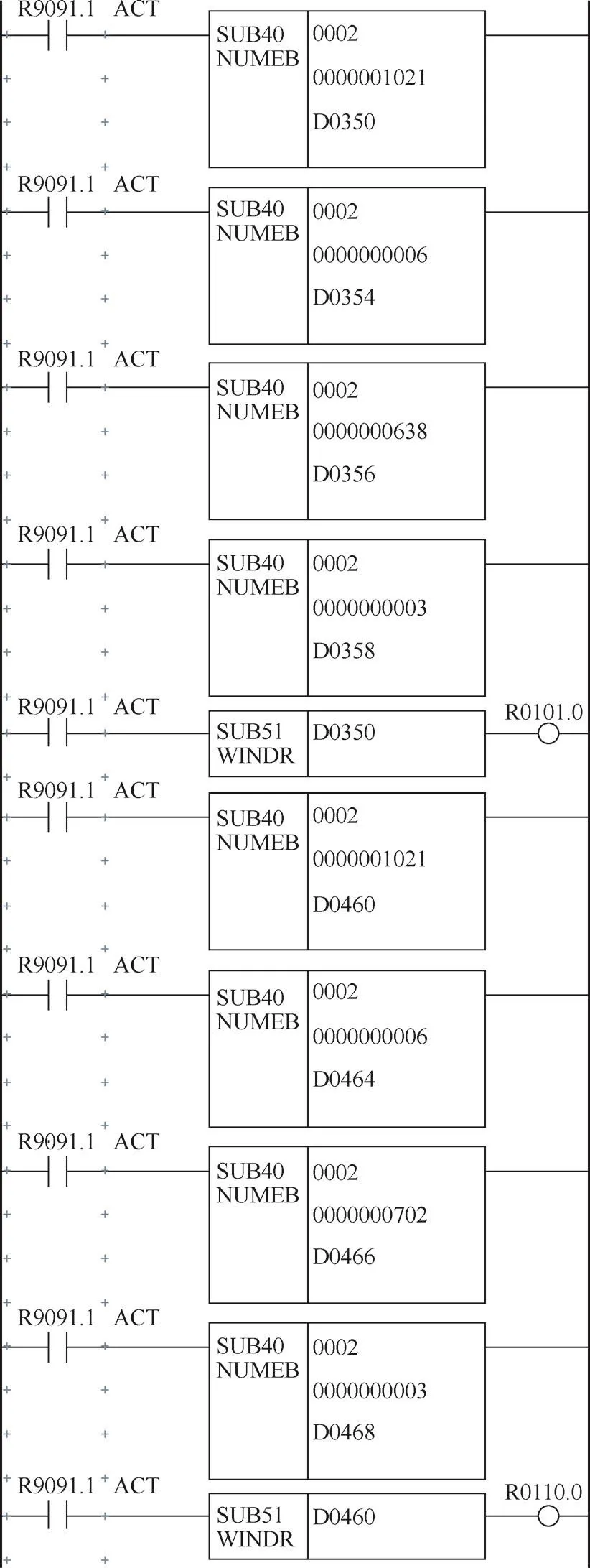
圖4
如圖5所示,主軸電動機速度指令選擇信號是G33.7:置0表示CNC控制;置1表示PMC控制。主軸電動機速度指令極性指令信號是G33.6,置0表示控制方向是NC指定;置1表示PMC指定(即G33.6=1時,G33.5才生效)。G33.5可以切換旋轉方向。G32.0~G33.3一共12位,在其中賦值PMC值D565。當G33.7、G33.6和G33.5都為1時,值為57344。在PMC程序中執行雙字節運算,將D565與57344相加再賦值給G32。
由此編寫PMC程序如圖6所示,同樣需要設定相關參數。
No.8133#5=1,參數SSN,設1表示模擬主軸,不使用主軸串行輸出。
No.3717=1,參數ISI,設1表示使用連接1號放大器上的主軸。
No.3716#0=0,參數A/Ss,設0表示主軸電動機的種類為模擬主軸。
No.3735=0,最小鉗制速度。
No.3736=Km,最大鉗制速度。
No.4056=100,傳動比,100表示1∶1。
此種方法也是利用系統自帶端口,無需增加成本。系統自動運行相關PMC程序,砂輪隨時可以恒線速運轉,使用方便。
(3)方法三:利用FANUC系統的模擬量模塊,實現砂輪的恒線速控制。當機床需要多個模擬量輸出時,系統自帶的唯一一個模擬主軸口肯定是不夠用的,這就需要增加一個模擬量模塊。此處設計選用12位模擬量輸出模塊ADA02A(A03B-0826-J052)。
在使用前需要在系統中分配地址。該模擬量輸出模塊是一塊雙通道輸出模塊,雖然每個通道均是12位的,但仍需要為其分配四個字節的地址。地址從Y40開始,如圖7所示。
查閱模擬量輸出模塊ADA02A手冊得知,當設定模擬量最大輸出值為+10V時,模塊內部定義的模擬量輸出值為Km=2000。同理可用方法二中KD565的公式求得模擬量定義輸出地址D565中的數值。

圖5
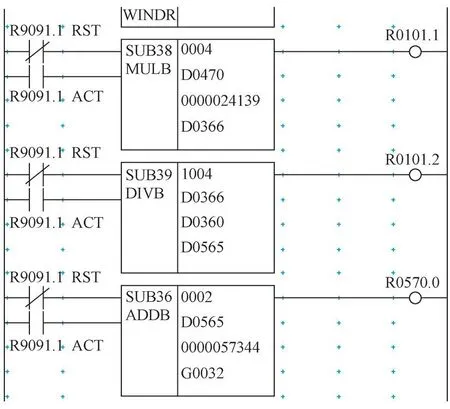
圖6
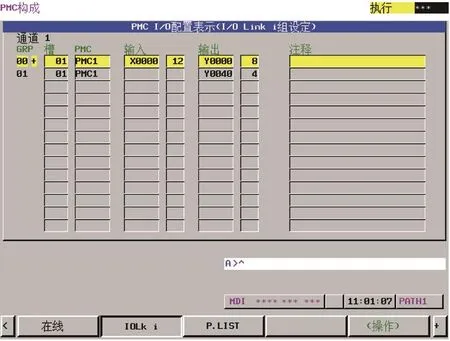
圖7 模擬量輸出模塊ADA02A地址分配
應用PMC程序同樣需要先將宏變量參數#702(砂輪線速度)和#638(砂輪當前直徑)中的數據分別讀入D360和D470中,并在PMC程序中按以上公式進行運算(編程方法已經在方法二中具體描述過了,不再復述)。將D565中的運算值KD565傳入Y40。即可通過模擬量輸出模塊ADA02A的第一通道,對砂輪進行恒線速控制。編寫如圖8所示PMC程序。
此種方法需要增加一個模擬量模塊,成本較高。但需要使用多路模擬量控制時,就必須使用此方法。同樣,系統會自動運行相關PMC程序,砂輪隨時可以恒線速運轉,使用方便。
3.結語
(1)實際使用表明,使用這三種砂輪線速度控制方法的砂輪的跟隨性均非常好,產品加工尺寸穩定,能保證加工工件表面的粗糙度一致性且效果明顯。
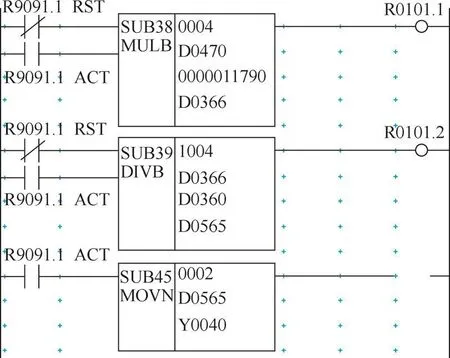
圖8
(2)根據機床的結構和功能的需求,可以從上述方法中選取相應的方法。方法二,也就是PMC控制模擬主軸恒線速控制法,目前已在無心磨床MK1050A-CHL、MK1050A-ETJ6的設計制造中運用。實踐表明使用很方便,成本低,精度高,值得推廣使用。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:50
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年7期)2017-06-05 09:36:13
環球時報(2017-03-30)2017-03-30 06:44:45
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
中國衛生(2015年3期)2015-11-19 02:53:32
Coco薇(2015年1期)2015-08-13 02:47:34
