某車型側圍外板整形模具設計
2019-01-09 08:48:36何鵬申阮林凡
鍛壓裝備與制造技術 2018年6期
關鍵詞:區域
黃 濤,何鵬申,阮林凡,徐 肖,李 輝
(安徽江淮汽車股份有限公司 技術中心,安徽 合肥 230601)
側圍外板由復雜的空間曲面形狀組成,因此無法通過拉延工藝一步到位,一般先通過拉延成形基本輪廓,再通過后序若干整形工藝實現各種空間曲面形狀特征實現。在整形設計過程中,會出現一些內部或邊角區域整形無法設計壓料的情況,使整形區域出現起皺、回彈問題,無法保證零件整形后符合形位公差要求。因此整形工藝設計的合理性,是決定側圍外板產品精度和外觀質量合格與否的關鍵因素。
側圍外板是典型的車身A類覆蓋件。本文結合我司某車型側圍外板工裝開發實例,提出一種帶內嵌壓料整形沖壓工藝及機構[1],可有效解決一些內部或邊角區域整形無法設計壓料引起的整形起皺、回彈,以及無法保證整形后符合形位公差要求等質量不可控的難題。
1 側圍外板工藝分析
沖壓工藝方案設計,主要從沖壓操作方便、安全性、模具結構合理、工件及廢料排出順暢、工序最優化等要求的基礎上考慮,根據零件結構形狀和相關技術要求,確定拉延、修邊、沖孔、翻邊、整形等工序排布及各工序具體內容設計[2]。
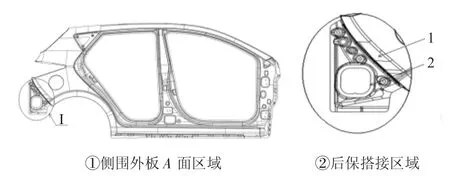
圖1 側圍外板示意圖
側圍外板結構如圖1所示,該車型側圍外板材質選用DC56D+ZF,料厚0.7mm。目前側圍外板后保搭接I區域存在安裝匹配要求,先通過拉延將I區設計為過拉延,再通過后續整形工藝實現,壓料通過正壓料芯壓住②區域A面部分實現,然后對①區域進行整形,這種壓料方式存在后保搭接區域整形過程料流不可控,易出現起皺、回彈及形位公差不符等質量不可控問題。尤其當整形量大、特征復雜時,極易出現起皺、回彈及剛度不足等難題[3]。本文針對某車型后保搭接特征復雜且落差大,提出了一種通過拉延把后保搭接某一平整區域一次成形到位,后續I區域整形時,采用內嵌壓料機構對成形到位的平整區域進行壓料,再對周圈其他搭接區域進行整形,實現整形過程料流可控,解決以往該區域整形起皺、回彈,及無法保證整形后符合形位公差要求等質量難題。另外,該車型側圍外板除落料外共有四序,依次為:拉延→完成周圈修邊、部分沖孔及整形→與頂蓋焊接邊和后保搭接區域整形及部分修沖→完成剩下孔和邊的修沖及部分整形,如圖2所示。
2 整形模具設計

圖2 側圍外板沖壓成形工藝
本文主要闡述側圍外板帶內嵌壓料整形機構整形模具的工藝和結構設計,主要工作內容為后保搭接I區域整形、下端門檻部位正整形、上端與頂蓋搭接邊側整形及部分修沖,其中后保搭接I區域整形,主要難度在于這部分拉延采用過拉延,把這部分特征預成形,然后在OP30序整形到位,以往結構先通過壓料芯對①區A面區域進行壓料,再對②區域進行整形,這種整形壓料方式存在②區域整形料流不可控,易引起起皺、回彈及形位公差不符等質量不可控問題。尤其當整形量大,特征復雜時,極易出現起皺、回彈及成形不充分等難題。設計一種通過對I區域內某一部分進行內嵌壓料整形,選擇內嵌壓料區域要求特征盡量平緩,實現后保搭接I區域其他部分整形過程料流可控,解決以往該區域整形起皺、回彈,以及無法保證零件整形后符合形位公差要求等質量不可控難題。
2.1 模具結構設計
如圖3所示,本文所述帶內嵌壓料整形機構的整形模具,主要包括上模座、主壓料芯、下模座、分體式凸模、內嵌壓料整形機構及其他相關組件組成,其中上模主要由上模座10、主壓料芯24、主壓料氮氣缸23、內嵌壓料芯本體19、內嵌壓料氮氣缸21及后保整形刀塊17等組成,其中主壓料芯通過側銷組件掛設于上模座10,內嵌壓料芯本體通過后保整形刀塊17掛設在上模座,分別通過主壓料氮氣缸23、內嵌壓料氮氣缸21進行壓料力供給;下模主要包括下模座14、分體式凸模16、側整形斜楔12、滑車機構13等工作組件組成[4]。
該整形模具通過主壓料芯24,輔之內嵌壓料芯本體19進行壓料,充分保障零件成形過程壓料效果;該內嵌壓料芯本體19通過導板20安裝擋墻下平面19-1配合后保整形刀塊17實現工作及安全限位,后保整形過程:通過主壓料芯24對①區A面壓料和內嵌壓料芯19對拉延到位平緩區域壓料,實現整形區域內外壓料區分,以保證整形過程料流可控,且為變薄拉整形,使整形區域成形充分。同時為了保證內嵌壓料區域的安裝精度,在后保整形刀塊17整形完成后,在模具閉合時,通過鐓死塊22對該區域進行壓料芯鐓死。該內嵌壓料整形機構確保了后保搭接區域I的剛性及A面質量,解決了整形引起的回彈和起皺難題。
2.2 帶內嵌壓料整形機構及原理
通過對側圍外板結構及模具功能需求分析,決定采用內嵌壓料工藝對后保搭接區域進行整形,如圖4所示,通過帶內嵌壓料芯整形機構對后保安裝搭接區域進行整形工序內容,通過主壓料芯24對整形分模線2-3以內①區域進行壓料,輔之內嵌壓料芯19對內嵌壓料分模線2-2內區域進行壓料,形成整形區域內外進行區分壓料,提高整形區域成形性,有效控制整形過程料流走向,降低起皺和回彈風險,保證面品要求,同時該結構簡單緊湊,穩定性好,有效降低組立和調試的勞動強度,節約工序,降低工裝開發成本。
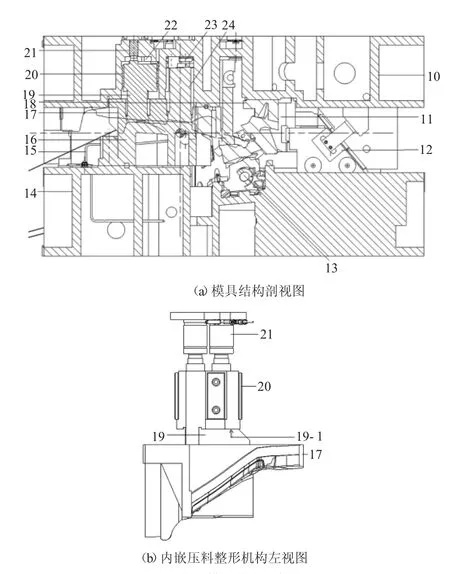
圖3 修邊模具結構示意圖
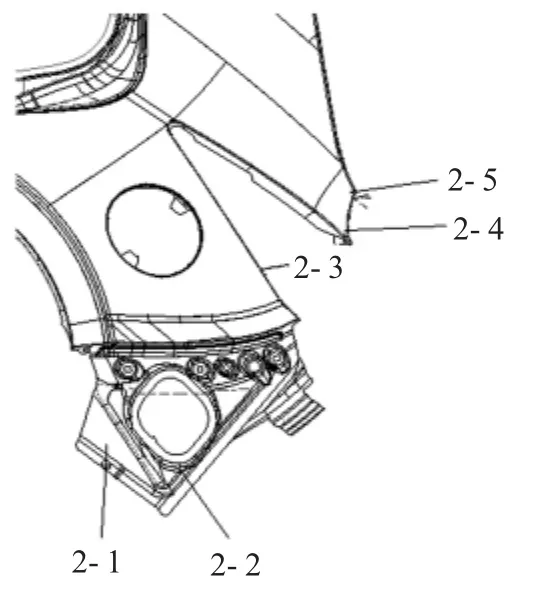
圖4 內嵌壓料工藝簡圖
如圖5所示,本文所設計的帶內嵌壓料芯整形機構,包含后保整形刀塊17、內嵌壓料芯19、導板20、鐓死塊22及內嵌壓料氮氣缸等組成;整個機構設置在上模,設有壓料力源、導向、緩沖及限位裝置及整形工作組件[5],同時結構緊湊合理,獨立于主壓料芯24外,便于組立及后期拆卸維護。通過內嵌壓料整形機構實現后保整搭接安裝區域I的整形過程,料流可控,且為變薄整形,保證A面質量及剛度,同時有效解決整形起皺和回彈的難題。
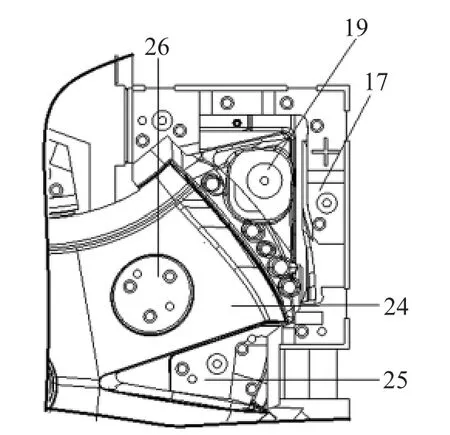
圖5 上模內嵌壓料整形機構區域局部俯視圖
帶內嵌壓料整形機構工作流程如下:如圖6所示,沖壓工作前,通過機械手將制件放置于分體式凸模16上,接著上模座帶動上模組件下行,此時內嵌壓料芯主體19掛在后保整形刀塊17上;通過插刀驅動11驅使滑車機構13迫使凸模滑塊到位[6],然后依次通過主壓料芯24對①區域進行壓料→內嵌壓料芯本體19對內嵌壓料分模線2-2以內區域進行壓料,接著后保整形刀塊開始對后保搭接安裝區域I進行整形工作,完成整形后,通過鐓死塊22對內嵌壓料分模線2-2以內區域進行壓料芯鐓死,以保證內嵌壓料區域成形到位,如圖7所示;最后上模回退,帶動滑車機構13回退,后保整形刀塊17帶動內嵌壓料芯本體19上行回退,上模回退完成后,氣路15驅動舉升托料機構托起工序件[7],最后機械手取出制件,完成一次帶內嵌壓料芯整形工序內容。
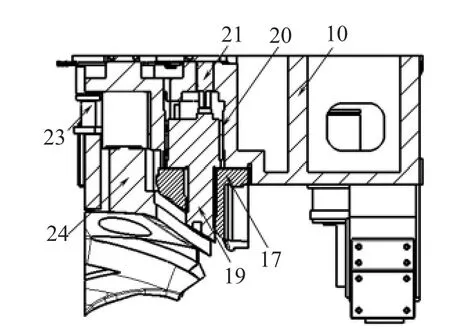
圖6 帶內嵌壓料整形機構壓料前剖視圖

圖7 帶內嵌壓料整形機構整形閉合剖視圖
3 行程回退校核
模具設計完成后,需對模具運動結構進行回退校核[8],該帶內嵌壓料芯整形修邊模具的工作行程圖如圖8所示。為保障工序件在沖壓前后放取件便捷,以及確保工序件整形工作前預壓充分,需要對整形模具結構進行回退校核,保證模具先導向,后壓料,再工作[9],且要求內嵌壓料芯壓料遲于正壓料芯壓料10mm;下模凸模滑塊退出后,保證20mm安全量,以不干涉工序件Z向放、取件;最后保證主壓料芯24先于內嵌壓料芯本體19壓料(ST主>ST內嵌+10mm),以保證整形過程壓料效果[10]。
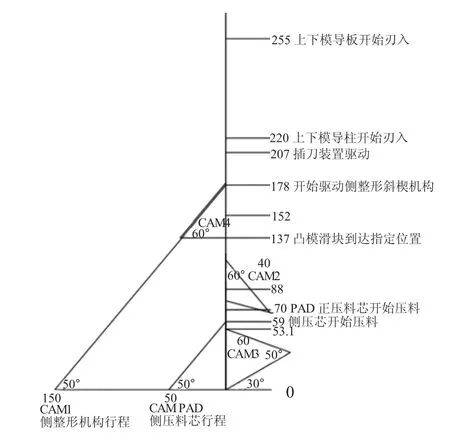
圖8 工作行程圖
4 產品實物驗證
通過帶內嵌壓料整形機構的側圍外板整形模進行實際生產發現,制件精度達標,生產穩定,有效解決了以往后保搭接I區域整形過程料流不可控、成形起皺和回彈等難題,提高了側圍外板的外觀后保搭接安裝區域剛度及外觀質量。該側圍外板產品實物如圖9、10所示。通過生產驗證,帶內嵌壓料側整形機構可有效解決后保搭接I區域其他部分整形過程料流可控,解決以往該區域整形起皺、回彈等質量難題,并保證整形后零件形位公差滿足要求。
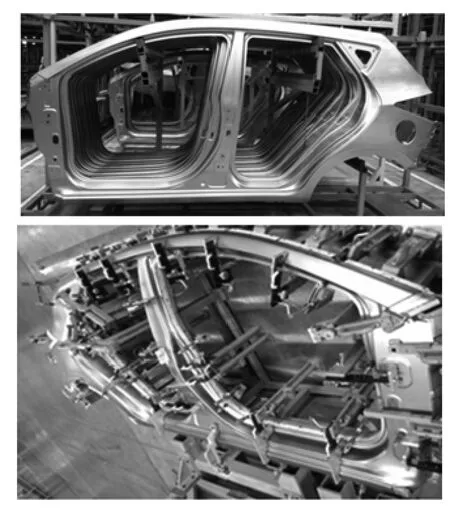
圖9 側圍外板產品實物圖
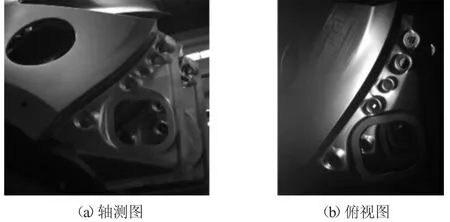
圖10 側圍外板產品后保搭接安裝區域局部實物圖
5 結論
側圍外板作為核心外覆蓋件,合理的沖壓工藝及結構設計方案可節約模具開發成本,縮短模具調試周期,提高生產效率,保證外觀質量。本文通過側圍沖壓工藝分析、結構設計要點梳理、帶內嵌壓料整形模結構設計及行程回退校核,完成了合理而緊湊的整形模具結構設計。該模具不僅有效解決后保搭接區域因料流不可控導致的整形起皺、回彈問題,同時有效縮短模具調試周期,提高了側圍外板的剛度及外觀質量。另外,該整形模實際生產中,生產穩定,精度和外觀質量滿足技術要求。
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15
