駐車齒輪冷鍛成形技術研究
2019-01-09 09:12:06袁海兵李明明倪亞玲
鍛壓裝備與制造技術 2018年6期
關鍵詞:工藝
袁海兵,陳 榮,李明明,倪亞玲,朱 衛,楊 益
(江蘇森威精鍛有限公司,江蘇 大豐 224100)
駐車齒輪作為汽車減速機的重要組成零件,其作用是在汽車行駛至P檔時,起到停止機構轉動的作用。齒輪主要是通過傳統的切削加工或采用熱鍛與切削相結合的方式來加工,生產成本高且費時[1]。近年來,為了提高齒輪零件的安全性能和力學性能,同時應對汽車零部件企業的成本壓力,越來越多的齒輪開始采用精鍛成形技術[2]。齒輪的冷精鍛成形工藝具有提高強度、節能降耗、提高生產效率等優點。
本文以某駐車齒輪為研究對象,基于剛塑性有限元理論,利用有限元分析軟件為工具,對駐車齒輪冷鍛分流成形工藝展開研究,探尋其流動規律,成形狀況及成形力,為其生產應用提供參考。
1 鍛件圖分析
圖1所示為駐車齒輪鍛件圖,是根據某車型駐車齒輪的零件圖、技術要求及其鍛造成形工藝特點繪制而成的,鍛件材料為27CrMo4,對應的三維模型如圖2所示。該零件為帶轂的直齒輪,其中,轂部為工藝設計的分流臺階,后續通過車削的方式進行切除,而齒輪部分為工作部分而不希望進行后續加工。對齒廓部分提出了較高的要求,齒廓相對于自身輪廓的≤0.15,表面粗糙度Ra≤2.0,故根據冷鍛工藝成形的特征,可以完全滿足該零件的各項要求。

圖1 駐車齒輪鍛件圖

圖2 駐車齒輪鍛件三維模型
2 冷鍛工藝設計
一般而言,直齒圓柱齒輪冷精鍛過程中主要存在成形困難、工作載荷大和模具壽命低的問題[3]。因此如何在較低的成形載荷條件下,獲得齒形相對飽滿的合格零件并提高模具壽命備受關注。劉全坤等提出改變模具幾何形狀來改變金屬的塑性流動,通過數值模擬發現齒輪充填飽滿,成形效果較好[4];胡成亮等人提出了一種帶轂直齒輪精鍛的新工藝,研究結果表明,可以在較低載荷條件下獲得齒形飽滿的齒輪鍛件[5];施衛兵等人應用正交模擬試驗結合多島遺傳算法進行優化以及工程試驗相結合的方法,得出分流口直徑是影響成形力大小的最主要因素的結論,并成功提高了結合齒類零件的模具壽命[6]。
目前,對駐車齒輪冷鍛成形的工藝研究較少,本文借助前人研究的基礎,同時結合本公司在冷鍛生產上的經驗,制定了如圖3所示工步圖。從圖3中可以看出,鍛造前通過機加工的方式,獲得符合工藝需求的環料,在批量生產時可通過定制管材用來進一步降低成本;對分流口直徑進行優化設計同時對上、下模具幾何形狀的優化,獲得較低的成形載荷和較為理想的充填效果。
3 數值模擬分析
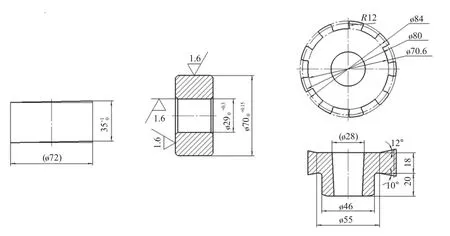
圖3 駐車齒輪工步圖
考慮到幾何對稱性,建模取1/18模型,如圖4所示;材料數據選用Deform-3D材料庫中通用齒輪用鋼DIN-20MnCr5材料;摩擦條件采用剪切摩擦模型,摩擦因子設為0.12;凸模速度選為15mm/s。
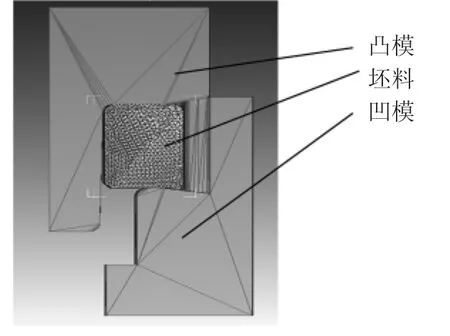
圖4 有限元模型
3.1 充填效果分析
圖5所示為駐車齒輪精鍛過程中的充填效果情況云圖。從圖中可以看出,在50%壓下量時,齒輪下部分已經有材料明顯填充齒輪模腔,但齒頂未接觸模具;在75%壓下量時,齒輪下部分已經部分材料已經填充完成,齒頂已經開始接觸模具;而在100%壓下量時,整個齒面完全貼合模具,充填良好。因此,模具幾何形狀的優化設計很好地解決了齒輪充填效果問題。
3.2 等效應力分析
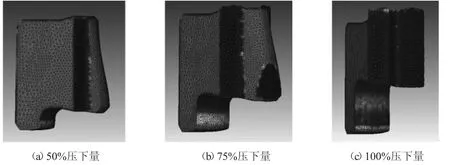
圖5 充填效果云圖

圖6 精整后制件與模具最小距離云圖
圖6所示為駐車齒輪精鍛過程中的等效應力情況云圖。從圖中可以看出,在50%壓下量時,齒輪下端的等效應力較大,該部分率先發生塑性變形;在75%壓下量時,整個齒部已經出現較大的等效應力,此時整個齒面已經發生劇烈的塑性變形;在100%壓下量時,此時成形終了,由于保壓作用,此時整個齒面仍保持較高的等效應力。從云圖中可以看出,成形過程中,最大等效應力約為700MPa左右,且齒部的等效應力分布較為均勻。
3.3 成形載荷分析
圖7所示為駐車齒輪精鍛過程中載荷-行程曲線。從圖上可以看出,曲線走勢可分2個階段,首先毛坯在凸模作用下與凹模接觸,開始進入塑性變形階段,此時齒頂圓未跟模具接觸,成形力緩慢上升;隨著凸模的繼續下壓,壓下量在8.5mm左右時材料已經于齒頂接觸,成形載荷開始急劇上直至成形終了。總體來看,齒形填充滿的時候,載荷力最大,最大成形載荷約為600t左右,成形力較低,工藝實現較為方便。
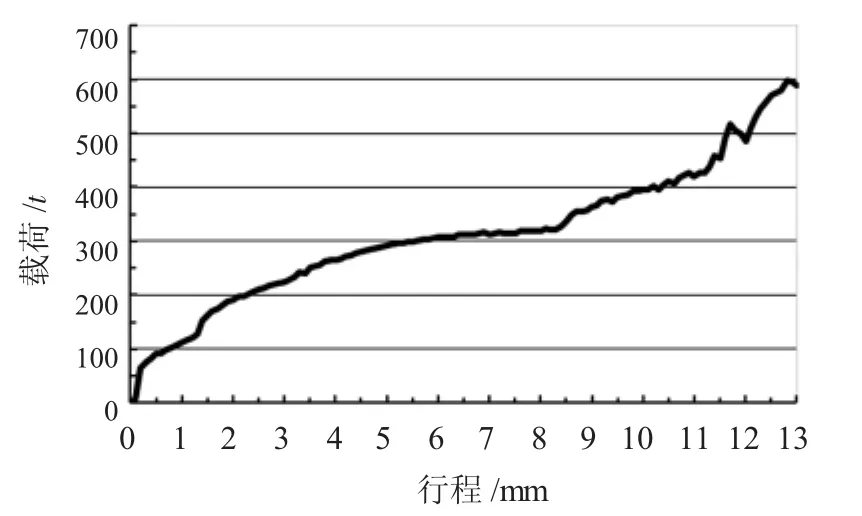
圖7 載荷-行程曲線
4 工藝試驗
根據給出的方案進行工藝試驗,在經過下料→球化退火→制坯→拋丸→磷皂化→成形等工藝流程后,獲得如圖8所示的駐車齒輪制件。仔細觀察制件,齒形處成形飽滿,雖然在的過渡R弧處有輕微的不飽滿現象,但滿足設計要求,且與模擬結果基本吻合。工藝試驗結果,驗證了模擬分析的可靠性,同時也證明了改進方案可行性。
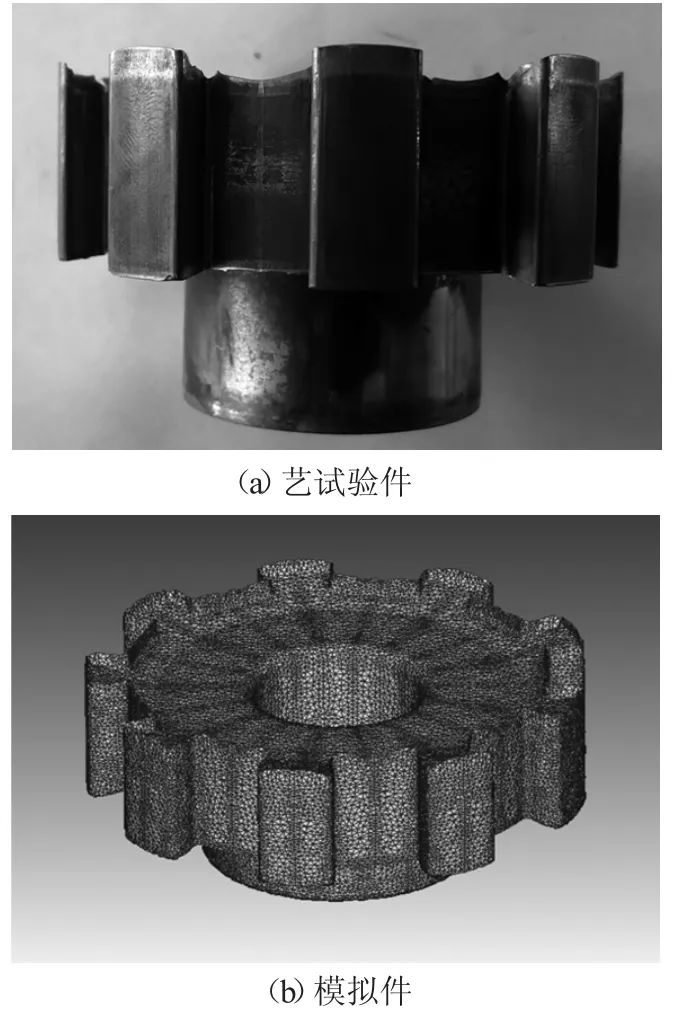
圖8 工藝試驗件與模擬件對比
5 結語
(1)針對齒形充填不飽滿的現象,基于對模具幾何形狀的優化,較好地解決了齒輪充填效果的問題。
(2)針對成形力過高的問題,基于對分流口直徑的優化設計,在較低載荷的情況下獲得了較為理想的齒輪填充效果。
(3)通過數值模擬分析,從充填效果、等效應力與成形載荷等方面進行分析,較好地預測了工藝的試驗結果,并完成了相應的工藝試驗,試驗結果與數值模擬結果基本吻合,所得試制件齒部充填效果良好,成形載荷較低,滿足設計要求,對該類零件的實際生產具有指導意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
