發(fā)動機缸體三面鏜、銑、攻絲復(fù)合加工工藝*
2019-01-03 02:51:00肖鐵忠馮錦春
組合機床與自動化加工技術(shù) 2018年12期
肖 健,肖鐵忠,馮錦春,羅 靜
(1.四川省裝備制造業(yè)機器人應(yīng)用技術(shù)工程實驗室,四川 德陽 618000;2.重慶理工大學(xué) 機械工程學(xué)院,重慶 400054 )
0 引言
隨著摩托車產(chǎn)業(yè)的不斷發(fā)展壯大,發(fā)動機作為摩托車的重要部件之一,需求也是越來越大,因而對生產(chǎn)效率、生產(chǎn)成本、加工精度、合格率等均提出了較高要求[1-3]。本文涉及發(fā)動機缸體三面五孔的加工,需要解決企業(yè)高加工精度要求與低生產(chǎn)效率、低合格率之間的矛盾。目前,我國針對發(fā)動機的加工還是以傳統(tǒng)設(shè)備為主,具有產(chǎn)品加工精度不高、自動化程度低、生產(chǎn)效率低、廢品率高等特點,使得發(fā)動機的品質(zhì)較低,生產(chǎn)成本居高不下[4-6]。造成上述問題的主要原因是國內(nèi)針對大量生產(chǎn)產(chǎn)品加工的專機研發(fā)相對落后,很少有相應(yīng)的研發(fā)基地及制造規(guī)模[7-8]。目前國內(nèi)針對本工序的專用設(shè)備尚未有相關(guān)文獻發(fā)表。針對上述現(xiàn)狀,為滿足企業(yè)生產(chǎn)效率、合格率及加工精度等要求,筆者在分析工件結(jié)構(gòu)特點,工藝要求等基礎(chǔ)上確定了工件加工姿態(tài),采用工序集中原則,提出了一次裝夾,復(fù)合鏜、銑、攻絲完成工件三面五孔加工的工藝方案,通過專用機床結(jié)構(gòu)設(shè)計、制造及實際加工實驗表明:設(shè)計的工藝及設(shè)備加工的工件尺寸及形位精度均達到或超過圖樣要求,單臺設(shè)備年生產(chǎn)綱領(lǐng)由原來的5萬件左右提升至30萬件左右,合格率由原來的80%左右提高至99.9%及以上,有效解決了高加工精度要求與低生產(chǎn)效率、低合格率之間的矛盾。
1 技術(shù)要求
摩托車發(fā)動機缸體三面五孔的尺寸精度及形位精度要求如圖1所示。
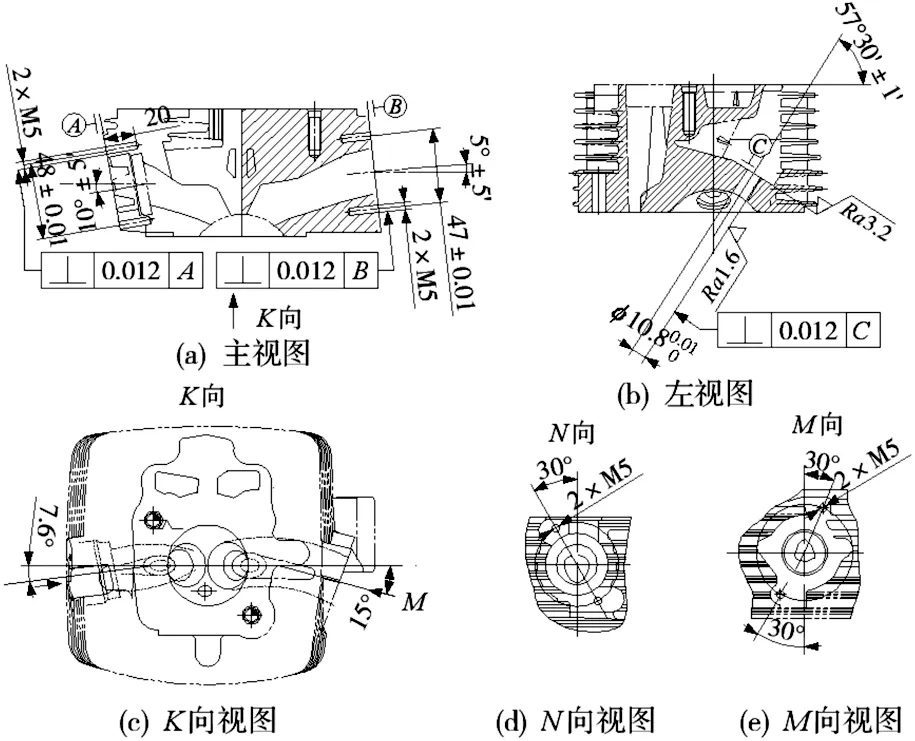
圖1 零件加工精度要求示意圖
由圖1知,缸體各孔加工尺寸及形位精度要求均較高,主要技術(shù)難點總結(jié)如下:
(2)進排氣螺紋連接孔均為M5,進排氣螺紋孔中心軸線尺寸精度分別為48±0.01mm與47±0.01mm,4孔中心軸線相對于各自基準面的垂直度均為0.012mm(IT7);
(3)主視圖中,進氣孔螺紋孔中心軸線與水平面順時針呈5°角,其精度為5°±5’,排氣孔螺紋孔中心軸線與水平面逆時針呈10°角,其精度為10°±5’;
(4)從下往上看(K向視圖)進氣孔螺紋孔中心軸線與水平面順時針呈15°角,排氣孔螺紋孔中心軸線與水平面逆時針呈7.6°角;
(5)左視圖中,火花塞孔中心軸線與水平面逆時針呈57°30’,其精度為57°30’±20’;
(6)N向視圖中,兩螺紋孔中心連線與垂直方向逆時針呈30°角,M向視圖中,上螺紋孔中心與進氣孔中心連線與垂直方向順時針呈22°角,下螺紋孔中心與進氣孔中心連線與垂直方向順時針呈30°角。
綜上所述,缸體零件三個端面上共5個孔需要加工,其尺寸精度要求相對較高,相對位置要求更是比較復(fù)雜,如一次裝夾同時完成所有加工內(nèi)容,對工藝及裝備均提出較高要求。
2 工藝方案分析
企業(yè)對此缸體提出的生產(chǎn)綱領(lǐng)為20萬件/年,要求合格率在99.9%以上。針對此工序,現(xiàn)在的加工方式主要有兩種:一是搖臂鉆床,采用此方案時需裝夾至少三次,且需要鉗工劃線找孔的位置,主要存在尺寸及形狀位置精度不高、生產(chǎn)效率極低(單臺設(shè)備年生產(chǎn)綱領(lǐng)為4~5萬件/年左右)、合格率極低(80%)、自動化程度低等缺點,基本不能滿足自動化生產(chǎn)要求;二是采用加工中心,采用這種裝備時同樣需裝夾兩到三次,主要存在效率低、加工精度不高等缺點,也無法滿足加工要求。而專用數(shù)控裝備因其具有高效、自動化程度高、加工精度高等優(yōu)點,是大部分企業(yè)針對大批量生產(chǎn)的首選方案[9-11]。為提高零件生產(chǎn)效率,降低工人勞動強度,實現(xiàn)加工過程的自動化及保證加工后零件達到圖樣的技術(shù)要求,筆者團隊對缸體三面五孔的工藝做了設(shè)計與實驗,結(jié)果顯示:采用底面和兩個銷孔定位,一次裝夾,適當(dāng)調(diào)整主軸箱的位置及角度,設(shè)計專用主軸箱及刀具即可完成工件的所有工序內(nèi)容,具體的機床布局方案如圖2所示。按工件加工姿態(tài)各孔角度需要將左、右、后主軸箱分別偏轉(zhuǎn)一定角度設(shè)置于床身之上,完成進、排氣孔螺紋孔及火花塞孔的加工,以保證尺寸及位置精度。
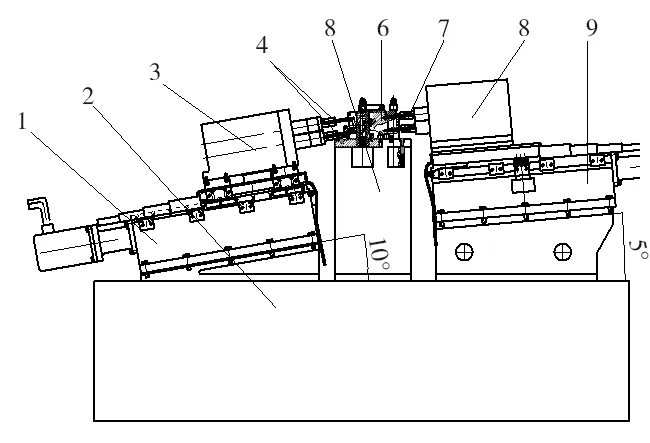
(a)主視圖
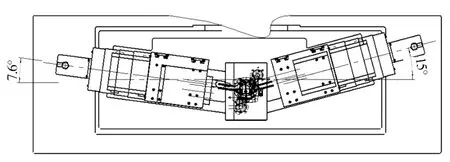
(b)俯視圖
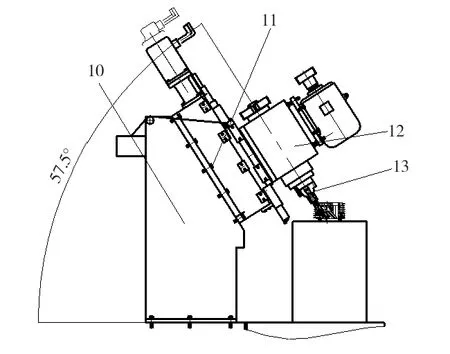
(c)左視圖(局部)
1.左數(shù)控滑臺 2.床身 3.左主軸箱 4、7.絲錐 5.專用夾具 6.工 件 8.右數(shù)控滑臺 10.后主軸箱支撐平臺 11.后數(shù)控滑臺 12.后主 軸箱 13.鏜銑復(fù)合刀具
圖2專用機床結(jié)構(gòu)布局示意圖
3 加工工藝方案設(shè)計
3.1 加工姿態(tài)及定位方案設(shè)計

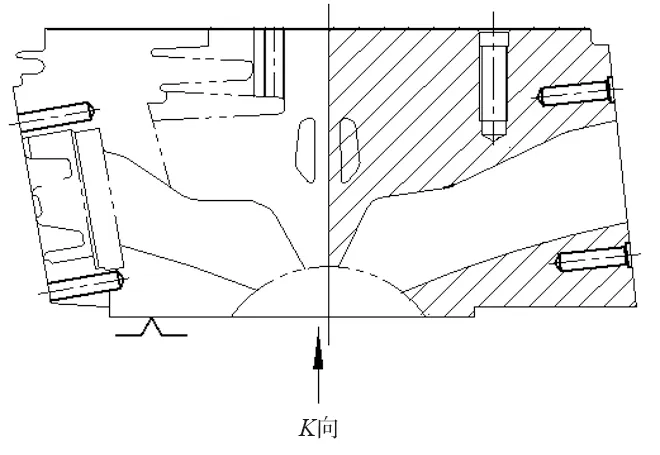
(a)主視圖
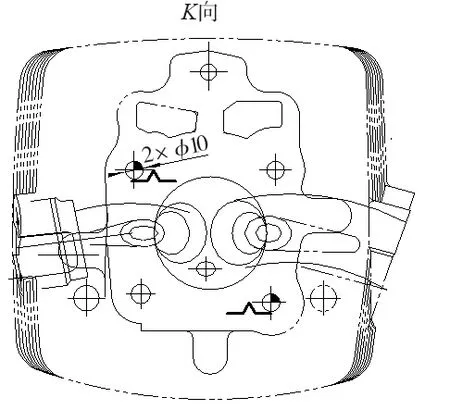
(b)K向視圖圖3 定位方案示意圖
3.2 螺紋孔加工方案設(shè)計
進排氣螺紋連接孔的加工難點主要體現(xiàn)在如下三個方面:一是孔在三個方向上有角度要求,具體要求見圖1主視圖、K向視圖及M、N向視圖;二是各孔中心軸線相對于各自基準平面的垂直度均為0.012mm;三是兩孔中心軸線距離尺寸精度分別為48±0.01mm與47±0.01mm。針對此4孔的加工,一是可利用變位夾具帶著工件轉(zhuǎn)位,將工件旋轉(zhuǎn)至對應(yīng)角度,同時采用單軸絲錐即可達到加工要求,但是存在變位夾具結(jié)構(gòu)復(fù)雜、生產(chǎn)效率低等缺陷,無法滿足大量生產(chǎn)任務(wù)要求,故而不采用;二是設(shè)計專用主軸箱,并將主軸箱按各孔角度要求放置,同時采用雙主軸同時加工的方案,即可一次裝夾無變位完成四孔攻絲,具體方案如圖4所示。圖1中主視圖、K向視圖角度由主軸箱安裝角度保證,M、N向視圖角度由主軸箱上主軸安裝位置保證,同時保證尺寸精度及垂直度要求。
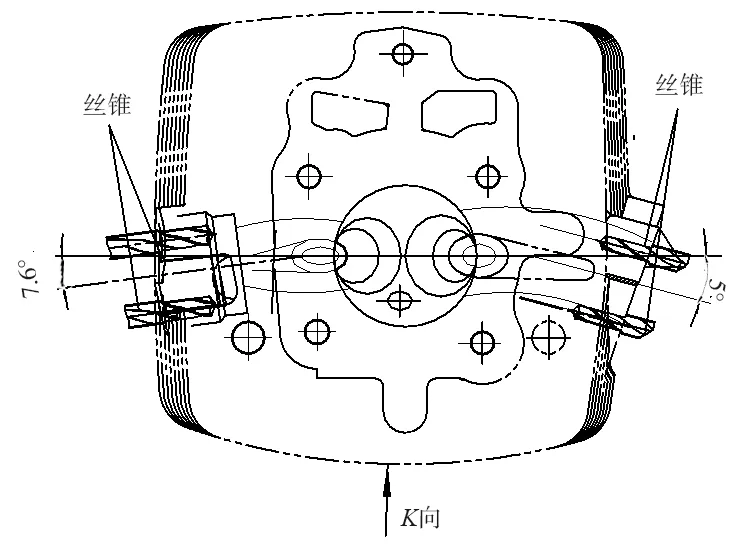
(a)主視圖
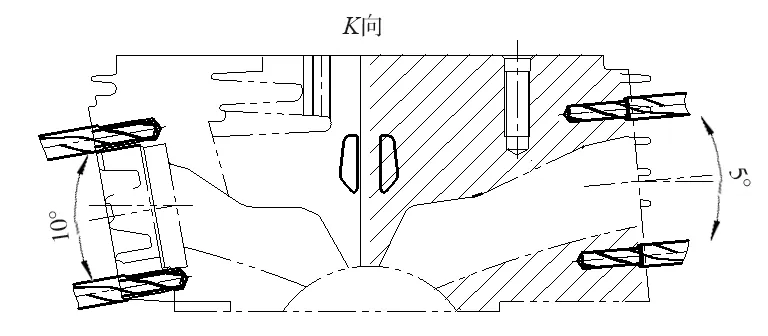
(b)K向視圖圖4 螺紋孔加工方案示意圖
3.3 火花塞孔加工方案設(shè)計
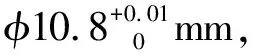
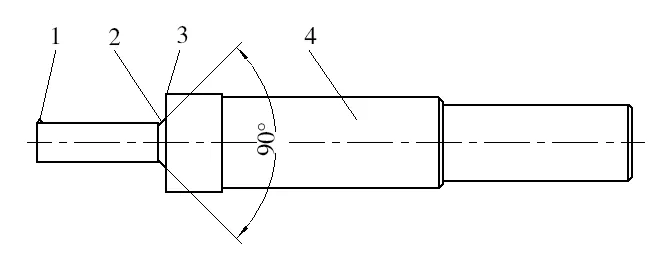
圖5 復(fù)合刀具結(jié)構(gòu)示意圖
圖6 火花塞孔加工示意圖
4 效果驗證

圖7 機床實物
5 結(jié)束語
通過對工件結(jié)構(gòu)、加工精度要求及加工難點分析,對比了現(xiàn)有加工工藝方案及設(shè)備的優(yōu)劣,提出了一次裝夾,三面多軸多工位同時加工的方案,使工件加工精度、效率及成本等都達到了較為理想的效果。實際生產(chǎn)表明,工件尺寸及形位精度均超過圖樣要求,生產(chǎn)節(jié)拍在0.67min/件,年生產(chǎn)綱領(lǐng)30萬件左右,完全超過企業(yè)預(yù)期。
