導葉體五軸數控加工方法研究*
2019-01-03 02:51:00葉佩青
組合機床與自動化加工技術 2018年12期
李 升,葉佩青
(1.山東職業學院 鐵道車輛與機械工程系,濟南 250104; 2.清華大學 機械工程系,北京 100084)
0 引言
導葉體外形結構類似葉輪,主要由葉片和輪轂組成,葉片的加工是整個零件的加工難點,由于葉片之間的間隔距離小,加工時易產生干涉,而葉片的扭曲程度決定了加工時刀具軸的擺動范圍,刀具軸必須在兩葉片之間的范圍內擺動,刀具才不會與葉片發生干涉,刀軸矢量計算相對復雜[1]。加工槽道變窄,葉片相對較長,剛度較低,屬于薄壁類零件,加工過程極易變形,在加工過程中要防止加工殘余應力所帶來的變形。相鄰葉片空間極小,在清角加工時刀具直徑較小,刀具容易折斷,要注意刀具的選擇[2-3]。尤其是加工中的葉片變形問題,嚴重地影響了零件的加工質量和精度,一直是困擾工程技術人員的難點[4]。
目前葉輪的加工通常采用CAD /CAM軟件來編制葉輪的數控加工程序,包括通用型和專用型的CAD/CAM軟件。通用型CAD/CAM軟件如UG NX、Master CAM等,專用型如Powermill、Hypermill等。由于UG NX在通用CAD/CAM軟件中具有較好的造型功能和較強的5軸加工功能,所以在數控加工中應用最為廣泛[5]。
1 加工工藝分析
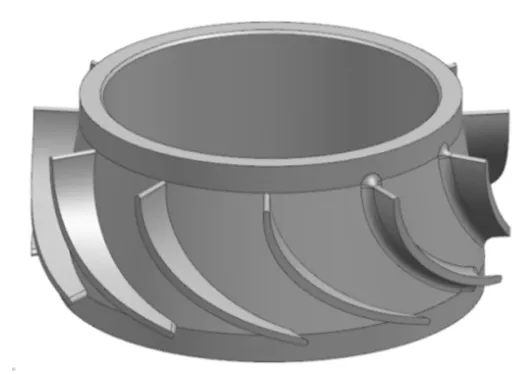
圖1 導葉體三維模型圖
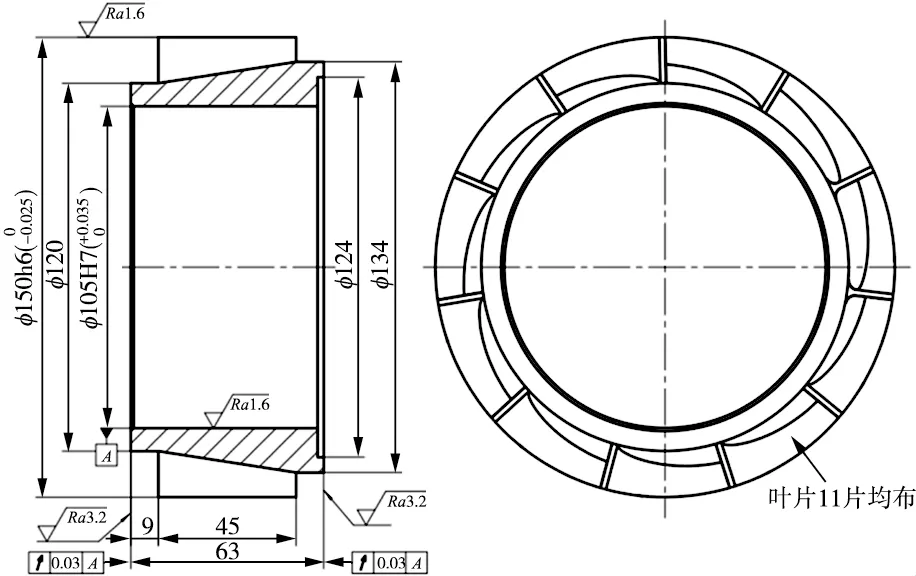
圖2 導葉體零件視圖
通過零件結構工藝分析可知,導葉體加工需要同時保證裝配結構精度和葉片形狀精度。針對零件加工要求,采用車削與五軸銑削復合加工的加工工藝。導葉體毛坯先進行車削加工,完成狀態如圖3所示。然后根據零件結構特點和精度要求設計專用工裝(如圖4所示),進行五軸銑削加工。
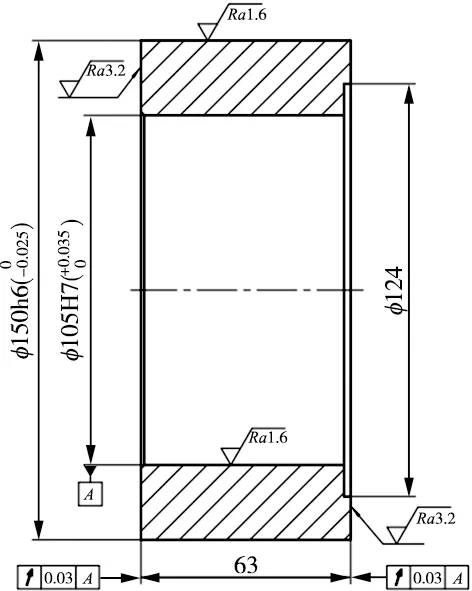
圖3 車削毛坯完成狀態圖
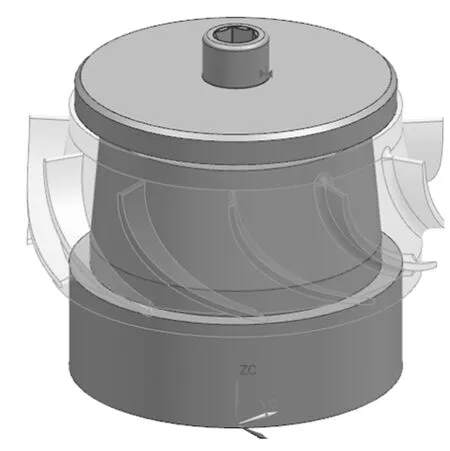
圖4 專用工裝三維模型
2 刀具選擇
選擇合適的刀具材料和刀具類型不僅可以保證加工效率,而且能夠滿足零件的加工質量。粗加工時,在流道尺寸允許的情況下盡可能采用大直徑的刀具,同時在滿足葉片長度的情況下刀具伸出部分應盡可能的短。精加工時,選擇帶錐度的球頭刀有利于提高刀具的剛性,但錐度不宜太大。為獲得較好的表面質量,在加工葉片時一般采用刀具與曲面成一定角度的側銑法進行加工,所以刀具的刃長一定要大于葉片的長度[6]。
根據導葉體結構尺寸、材料等,本次加工選取兩種球頭銑刀完成各個加工工序。所選刀具的參數如表1所示。
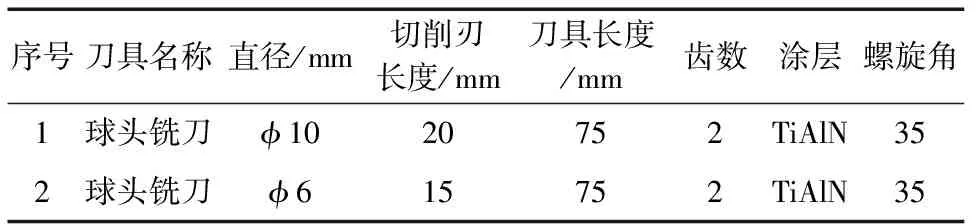
表1 加工刀具參數
3 導葉體五軸編程
3.1 加工工序及加工參數確定
根據圖3所示的毛坯車削完成形狀以及導葉體的結構特點,將導葉體的五軸加工工序分為粗加工、半精加工和精加工。其中半精加工工序過程包括葉片半精加工和流道半精加工;精加工工序過程包括葉片精加工、流道精加工和葉根圓角精加工。各加工工序的具體工藝參數數據如表2所示。
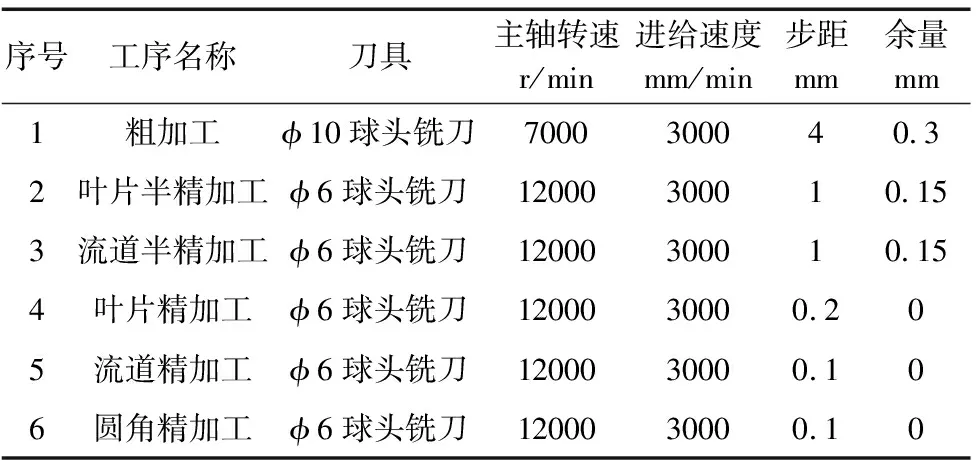
表2 各加工工序的工藝參數
3.2 數控編程
(1)粗加工
粗加工的主要目的是去除毛坯多余材料,加工出基本形狀,應優先考慮加工效率。綜合考慮,導葉體粗加工采用UG NX加工策略中“多軸葉片粗加工”,選用φ10mm球頭銑刀,刀路軌跡前緣徑向延伸30%,留0.3mm的余量。導葉體粗加工的刀路軌跡如圖5所示。
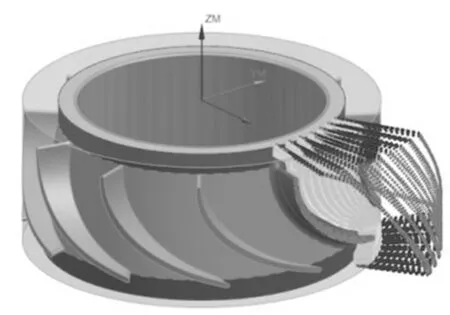
圖5 導葉體粗加工刀路軌跡
(2)半精加工
半精加工可以將粗加工產生的粗糙表面進一步加工平滑,為精加工保留均勻的切削余量。該過程分別對葉片曲面和流道曲面進行半精加工,采用的加工策略分別為“葉片精加工”和“輪轂精加工”,選用φ6mm球頭銑刀,留0.15mm的余量。葉片曲面半精加工采用“單向”切削模式,起點為“前緣”。輪轂半精加工采用“往復上升”切削模式,刀路軌跡前緣徑向延伸100%。導葉體半精加工的刀路軌跡如圖6所示。

(a)葉片半精加工刀路軌跡 (b)流道半精加工刀路軌跡圖6 導葉體半精加工刀路軌跡
(3)精加工
精加工要求達到零件要求的尺寸精度和表面質量。該過程分別對葉片曲面、流道曲面和葉根圓角進行精加工,采用的加工策略分別為“葉片精加工”、“輪轂精加工”和“圓角精加工”。其中,葉片精加工和流道精加工的加工策略和五軸設置與半精加工過程相同,僅將步距根據零件加工表面質量要求適當減小,余量均設置為0。葉根圓角精加工將“要切削的面”改為“所有面”,切削起點為“前緣”。精加工刀路軌跡如圖7所示。
(a)葉片精加工 刀路軌跡 (b)流道精加工 刀路軌跡 (c)葉根圓角精 加工刀路軌跡圖7 導葉體精加工刀路軌跡
(4)精加工步距優化分析
對于復雜曲面零件NC加工,精度和效率是需要考慮的兩個主要問題。加工效率與產品的復雜程度和刀具軌跡規劃方法有關[7];加工精度與刀路軌跡的步長插補誤差和行距間殘留高度有關[8]。精加工工序直接決定導葉體零件的最終加工質量,而零件表面質量和加工效率與刀路軌跡步距的選擇息息相關,因此對精加工步距進行優化分析尤為重要。根據表2所示參數,設定固定的主軸轉速和進給速度,調整葉片精加工步距,通過分析計算得出對應的加工殘余高度數值(如圖8所示)和加工時間(如圖9所示)。如圖8、圖9所示,葉片精加工步距與表面質量、加工時間緊密關聯,減小步距能夠有效提高加工表面質量,但會增加切削加工時間,而增大步距會使加工表面質量得不到保證。綜合考慮相關因素,最終選取步距數值為0.2mm。這樣,既可以保證導葉體零件的加工質量要求,又要有較高的加工效率。
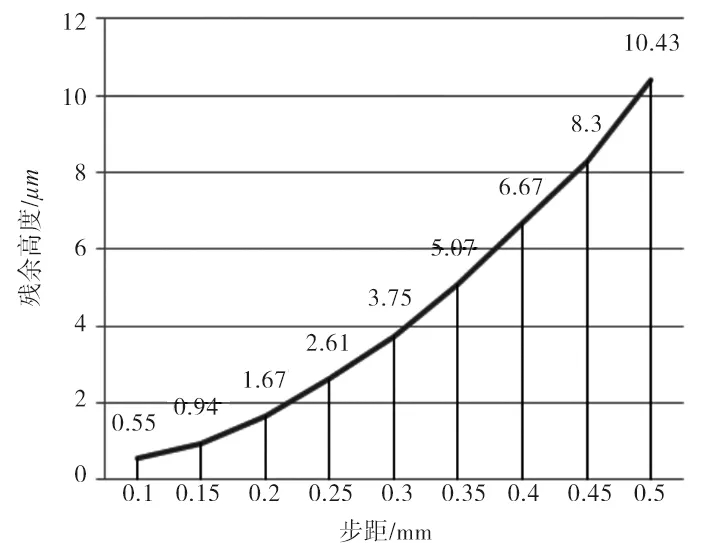
圖8 殘余高度與步距對應關系圖
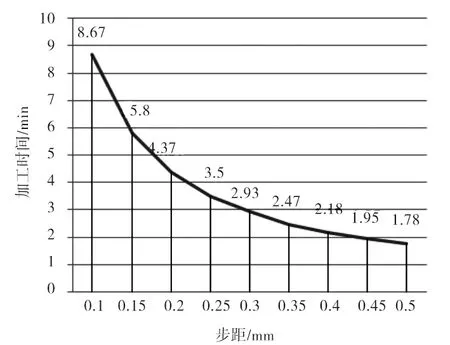
圖9 加工時間與步距對應關系圖
3.3 后處理
通過UG NX自動編程生成的刀路軌跡不能直接用于數控機床加工,需要根據機床數控系統(本文所用機床數控系統為Heidenhain iTNC530)的代碼要求,利用后處理生成數控加工程序文件。圖10所示為導葉體粗加工的部分NC代碼。
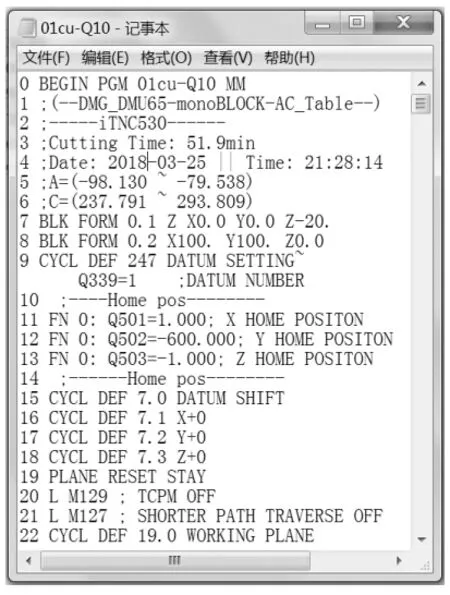
圖10 導葉體粗加工部分NC代碼
4 虛擬加工仿真優化
利用VERICUT數控加工仿真軟件進行刀路軌跡和機床運動仿真,可以模擬導葉體裝夾和加工過程中機床的真實運動情況,優化并驗證NC代碼,同時檢查機床超程、干涉和碰撞等現象[9-10]。
基于Vericut軟件,調用DMU65 monoBLOCK 5軸加工中心模型及選擇系統控制文件hei530.ctl,添加刀具庫tls模型文件,設置機床干涉、碰撞、超程等,完成配置虛擬加工平臺構建[11-13]。將導葉體的NC代碼文件、毛坯模型導入仿真系統中,并進行代碼偏置和刀具設置,最后完成虛擬加工仿真驗證。如圖11所示,在仿真過程中,比較仿真模型與設計模型,沒有發生過切或欠切現象,進一步驗證了加工程序的正確性,說明此加工程序安全可靠,可以進行實際加工。
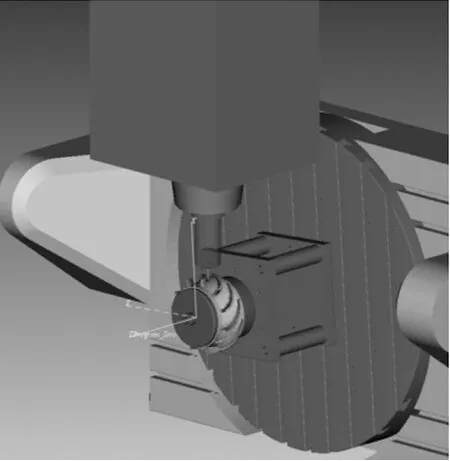
圖11 導葉體仿真加工過程
5 實際加工
在5軸加工中心DMU65 monoBLOCK上完成導葉體零件的實際加工。該機床為AC搖籃式5軸機床,數控系統為Heidenhain iTNC530控制系統。機床部分參數如表3所示。
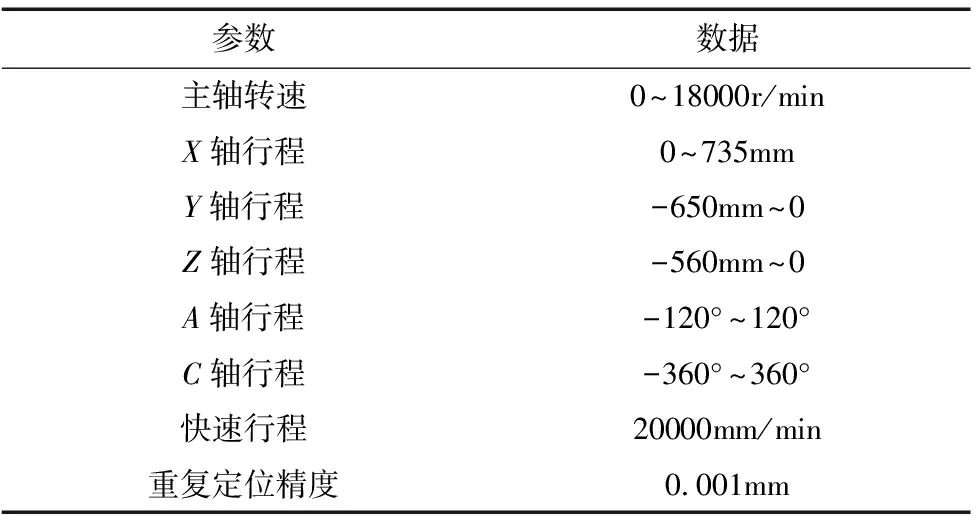
表3 DMU65 monoBLOCK 5軸加工中心部分參數
選用圓柱形7075硬鋁合金毛坯進行車削加工,完成后使用自主設計的專用工裝固定在五軸機床工作臺上進行加工。加工過程穩定,沒有出現過切、欠切等現象。最終完成的導葉體零件實物如圖12所示。

圖12 加工完成的導葉體零件
6 結論
(1)采用車削與五軸銑削復合加工的加工工藝,基于UG NX葉輪加工模塊將導葉體銑削加工分為粗加工、半精加工和精加工三個階段,既提高了加工效率,又能夠有效保證導葉體的加工精度。
(2)基于Vericut軟件,通過五軸機床仿真系統對導葉體NC代碼進行虛擬加工驗證,可以有效檢測過切、欠切,防止機床碰撞等錯誤。
(3)在DMU65 monoBLOCK 5軸加工中心上對導葉體進行了實際加工,使用5軸銑削專用工裝結構,加工過程平穩。經檢測,加工完成的導葉體零件符合精度要求。研究結果為其他同類型復雜零件的編程加工提供了實際參考。
