基于子結(jié)構(gòu)耦合法的機(jī)床主軸-刀具系統(tǒng)頻響函數(shù)研究*
2019-01-03 02:50:50趙昊坤
組合機(jī)床與自動(dòng)化加工技術(shù) 2018年12期
關(guān)鍵詞:系統(tǒng)
余 震,趙昊坤,李 穎
(武漢科技大學(xué) a.冶金裝備及其控制教育部重點(diǎn)實(shí)驗(yàn)室;b.機(jī)械傳動(dòng)與制造工程湖北省重點(diǎn)實(shí)驗(yàn)室,武漢 430081)
0 引言
近年來(lái),隨著高速加工技術(shù)的應(yīng)用越來(lái)越廣泛,為了提高加工效率而需要增大主軸轉(zhuǎn)速、切削深度等工藝參數(shù),這樣在加工過(guò)程中,由于非周期性外力作用而激起加工系統(tǒng)劇烈振動(dòng)的切削顫振,嚴(yán)重制約了高速加工技術(shù)的發(fā)展[1]。
目前確定無(wú)顫振加工條件的一個(gè)有效的方法是通過(guò)繪制穩(wěn)定性lobe圖來(lái)選取合理的工藝參數(shù),Y Altintas等[2]提出了一種解析的方法來(lái)繪制銑削過(guò)程當(dāng)中的穩(wěn)定性lobe圖,但繪制穩(wěn)定性lobe圖需要獲取機(jī)床系統(tǒng)刀尖點(diǎn)的頻率響應(yīng)函數(shù)。通常通過(guò)實(shí)驗(yàn)的方法(力錘模態(tài)測(cè)試)可以獲得主軸-刀具系統(tǒng)刀尖點(diǎn)的頻響函數(shù)[3-5]。但是在實(shí)際應(yīng)用中,由于需要頻繁地更換刀具和刀柄,需要重復(fù)測(cè)量系統(tǒng)的頻響函數(shù),因此在本研究中,為了克服重復(fù)試驗(yàn)的不足,而采用響應(yīng)耦合法(RCSA)預(yù)測(cè)主軸-刀具系統(tǒng)刀尖點(diǎn)的頻率響應(yīng)函數(shù),利用實(shí)驗(yàn)以及反向RCSA方法獲得主軸-刀柄基座的頻響函數(shù),并用Timoshenko梁理論計(jì)算外伸刀柄和刀具的頻響函數(shù),并進(jìn)行子結(jié)構(gòu)耦合得到整個(gè)系統(tǒng)刀尖點(diǎn)的頻響函數(shù)。
1 機(jī)床主軸-刀具系統(tǒng)動(dòng)力學(xué)模型構(gòu)建
主軸-刀具系統(tǒng)刀尖點(diǎn)的動(dòng)力學(xué)特性可以利用刀尖點(diǎn)的頻率響應(yīng)函數(shù)來(lái)描述[4-5]。利用RCSA方法[6]可以將主軸-刀具系統(tǒng)刀尖點(diǎn)頻率響應(yīng)函數(shù)用各個(gè)子結(jié)構(gòu)的頻率響應(yīng)函數(shù)以及結(jié)合面的參數(shù)來(lái)表示。本研究中將該主軸-刀具系統(tǒng)劃分成3個(gè)子結(jié)構(gòu),主軸-刀柄基座、外伸刀柄和刀具,如圖1所示。利用Timoshenko梁理論來(lái)計(jì)算刀具、外伸刀柄的頻響函數(shù)。將刀柄裝夾在主軸上,實(shí)測(cè)該主軸-刀柄系統(tǒng)的頻響函數(shù),并利用反向RCSA方法得到主軸-刀柄基座的頻響函數(shù),利用最小二乘擬合以及改進(jìn)的粒子群算法識(shí)別刀柄和刀具結(jié)合面的動(dòng)力學(xué)參數(shù),最后將各個(gè)子結(jié)構(gòu)進(jìn)行剛性或柔性耦合,從而得到預(yù)測(cè)的主軸-刀具系統(tǒng)刀尖點(diǎn)頻響函數(shù)。

圖1 主軸-刀具系統(tǒng)
1.1 刀柄和刀具動(dòng)力學(xué)模型構(gòu)建
刀柄和刀具的動(dòng)力學(xué)模型采用忽略了轉(zhuǎn)動(dòng)慣量和剪切變形的歐拉梁或Timoshenko梁模型構(gòu)建[7]:刀具和外伸刀柄被分割成橫截面幾何形狀不同的梁?jiǎn)卧肨imoshenko梁理論對(duì)具有相同幾何形狀的單元進(jìn)行建模。由于立銑刀的螺旋槽部分各截面的慣性矩的一致性,故將刀具劃分成螺旋槽部分以及圓柱部分兩個(gè)子結(jié)構(gòu),刀柄的錐形部分也劃分為兩個(gè)子結(jié)構(gòu)(子結(jié)構(gòu)劃分如圖2所示)。
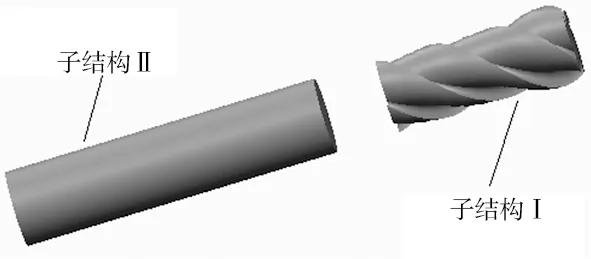
(a) 刀具
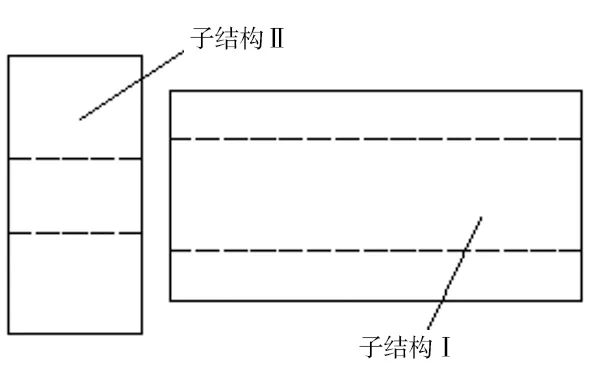
(b) 外伸刀柄圖2 刀具及外伸刀柄子結(jié)構(gòu)劃分
在圖3的為x-y平面內(nèi)的Timoshenko梁模型中,x-y平面內(nèi)自由狀態(tài)下的Timoshenko梁?jiǎn)卧膭?dòng)力學(xué)方程[8]可以表示為:
(1)
(2)
式中,ρ—密度,E—彈性模量,G—剪切模量,A—橫截面面積,I—橫截面慣性矩,y—x軸橫位移,φ—x軸上任意一截面的角位移,k—剪切系數(shù),刀柄的剪切系數(shù)k[7]表示為:
(3)
式中,v為材料的泊松比,m為橫截面內(nèi)外徑之比(m=dinner/douter),對(duì)于刀具而言,橫截面的內(nèi)徑dinner=0,剪切系數(shù)可以表達(dá)為:
(4)
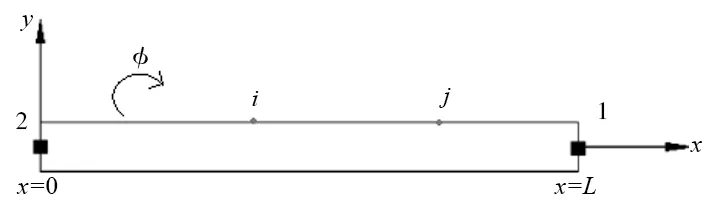
圖3 x-y平面內(nèi)的Timoshenko梁模型
(5)
式中,yiφi分別為點(diǎn)i處的橫向位移及角位移,fjmj分別為施加在點(diǎn)j處的力和力矩,Hij、Lij、Nij、Pij分別為位移/力(力矩)、角位移/力(力矩)頻率響應(yīng)函數(shù)。假設(shè)刀具(外伸刀柄)的阻尼為結(jié)構(gòu)阻尼,且損耗因子為γ,利用上述的Timoshenko梁動(dòng)力學(xué)方程可以求解梁?jiǎn)卧邳c(diǎn)1、2處(見(jiàn)圖4)的頻率響應(yīng)函數(shù)[7]Hij、Lij、Nij、Pij(i=1,2且j=1,2)為:
(6)
(7)
(8)
(9)

因梁?jiǎn)卧幱趦啥俗杂蛇吔鐥l件,此時(shí)存在兩個(gè)剛體模態(tài)(當(dāng)r=0時(shí),ω0=0),質(zhì)量標(biāo)準(zhǔn)化的兩個(gè)剛體模態(tài)的形函數(shù)可以表達(dá)如下:
(10)
(11)
對(duì)于刀具螺旋槽部分的慣性矩計(jì)算,需要先計(jì)算出區(qū)域1的慣性矩(如圖4所示),其他區(qū)域的慣性矩可以通過(guò)將區(qū)域1的慣性矩進(jìn)行轉(zhuǎn)換獲得,然后將所有區(qū)域的慣性矩進(jìn)行疊加,得到整個(gè)橫截面的慣性矩。
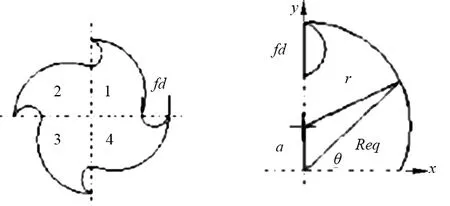
圖4 4齒螺旋立銑刀橫截面
區(qū)域1的慣性矩[9]可以通過(guò)計(jì)算等效半徑Req來(lái)獲得,Req與扇形區(qū)域的半徑r、扇形的中心位置a、θ有關(guān),其表達(dá)式為:
(12)
當(dāng)獲得等效半徑Req后,區(qū)域1關(guān)于x軸、y軸的慣性矩可以分別表達(dá)為:
(13)
(14)
式中,0<ρ≤Req(θ),0<θ≤π/2,fd為螺旋槽的深度。則整個(gè)橫截面對(duì)x軸和y軸的慣性矩表示為:
Ix=Iy=2(Ixx+Iyy)
(15)
每個(gè)刀具(外伸刀柄)單元的頻率響應(yīng)函數(shù)矩陣可表示為:
(16)
其中,
(17)
當(dāng)求得每個(gè)刀具(外伸刀柄)單元的頻響函數(shù)矩陣后,利用RCSA方法將每個(gè)單元的頻響函數(shù)矩陣進(jìn)行剛性耦合,得到整個(gè)刀具和刀柄的頻響函數(shù)矩陣。如圖5所示,單元A和單元B剛性耦合在一起,形成單元C,重復(fù)該過(guò)程直到獲得整個(gè)刀具(外伸刀柄)的頻率響應(yīng)函數(shù)矩陣。
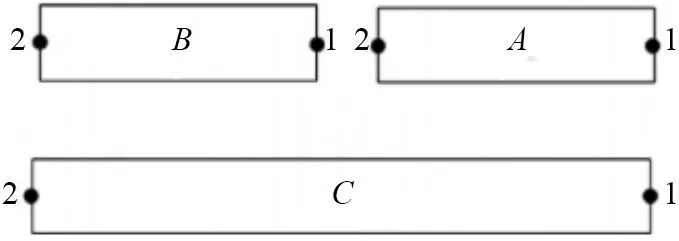
圖5 單元A和B的耦合過(guò)程
單元A和單元B的頻率響應(yīng)函數(shù)矩陣可以表達(dá)為:
(18)
利用相容性條件和連續(xù)性條件,單元C的頻率響應(yīng)函數(shù)矩陣[3,6]可以表達(dá)為:
(19)
其中,
(20)
(21)
(22)
(23)
1.2 主軸-刀柄基座動(dòng)力學(xué)模型構(gòu)建
如圖6所示,主軸-刀柄基座和外伸刀柄看成剛性耦合,對(duì)于刀柄而言,只需要利用如前所述方法,把刀柄外伸部分的頻響函數(shù)矩陣計(jì)算出來(lái),再與主軸-刀柄基座進(jìn)行剛性耦合就可以獲得整個(gè)主軸-刀柄系統(tǒng)的頻響函數(shù)矩陣。利用反向RCSA方法[10],主軸-刀柄基座的頻響函數(shù)矩陣可以表達(dá)為:
(24)
式中,[S55]為主軸/刀柄基座系統(tǒng)頻響函數(shù)矩陣,[SH33]為實(shí)驗(yàn)測(cè)得的主軸-刀柄系統(tǒng)的頻響函數(shù)矩陣,[H33]、[H34]、[H43]、[H44]為外伸刀柄的頻響函數(shù)矩陣。
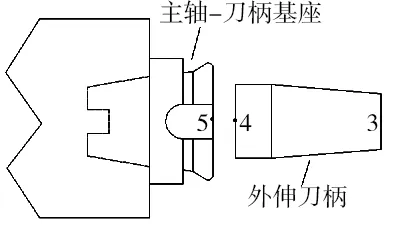
圖6 主軸-刀柄基座與外伸刀柄剛性耦合
2 主軸-刀具系統(tǒng)動(dòng)力學(xué)模型的實(shí)驗(yàn)驗(yàn)證
2.1 實(shí)驗(yàn)系統(tǒng)建立
利用力錘測(cè)試[11]的方法測(cè)量主軸-刀具系統(tǒng)刀尖點(diǎn)的位移/力頻響,并采用Matlab對(duì)前面的主軸-刀具系統(tǒng)刀尖點(diǎn)位移/力頻響函數(shù)模型進(jìn)行仿真分析,并與測(cè)量的結(jié)果進(jìn)行對(duì)比。
本實(shí)驗(yàn)原理示意簡(jiǎn)圖如圖7所示。選取4齒平底硬質(zhì)合金螺旋立銑刀以及HSK A 63 SPD刀柄為研究對(duì)象。實(shí)驗(yàn)設(shè)備由三向加速度傳感器、力錘以及NI PXI-1042Q數(shù)據(jù)采集前端組成(如圖9所示)。實(shí)驗(yàn)采集的數(shù)據(jù)經(jīng)數(shù)據(jù)采集前端進(jìn)行處理,并通過(guò)MODALVIEW軟件獲得頻響函數(shù)數(shù)據(jù)。
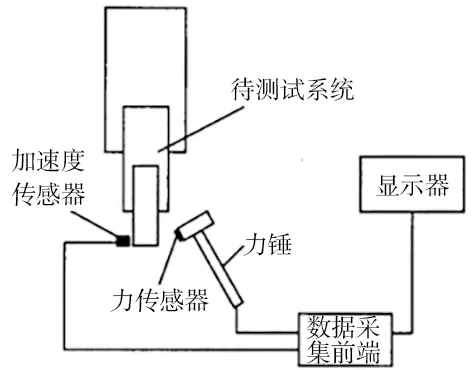
圖7 實(shí)驗(yàn)原理示意圖
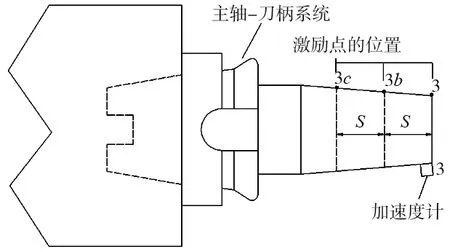
圖8 刀柄系統(tǒng)測(cè)點(diǎn)

(a) 試驗(yàn)數(shù)據(jù)采集前端 (b) 力錘和加速度計(jì)

(c) 試驗(yàn)刀柄安裝圖9 實(shí)驗(yàn)系統(tǒng)
因刀具材料牌號(hào)未知,在實(shí)驗(yàn)過(guò)程中,測(cè)量自由狀態(tài)下刀具的頻響函數(shù),采用最小二乘法將計(jì)算得到的刀具頻響函數(shù)曲線(xiàn)與測(cè)量曲線(xiàn)進(jìn)行擬合,識(shí)別出刀具的材料參數(shù)。將內(nèi)徑為16mm的HSK A 63 SPD刀柄裝夾在主軸上,實(shí)驗(yàn)測(cè)量主軸-刀柄系統(tǒng)的位移/力頻響函數(shù),由式(24)計(jì)算出主軸-刀柄基座的頻響函數(shù)矩陣,再將直徑為12mm的立銑刀連同內(nèi)徑為12mm的HSK A 63 SPD刀柄裝夾在主軸上,測(cè)量系統(tǒng)刀尖點(diǎn)的位移/力頻響函數(shù),與采用數(shù)學(xué)模型計(jì)算出系統(tǒng)刀尖點(diǎn)的頻響函數(shù)值進(jìn)行對(duì)比。
2.2 刀具頻響函數(shù)實(shí)測(cè)值與預(yù)測(cè)值實(shí)驗(yàn)驗(yàn)證
按圖9所示的方式進(jìn)行連線(xiàn),將加速度計(jì)貼在刀尖點(diǎn),利用力錘激勵(lì)刀尖點(diǎn)的另一側(cè),通過(guò)MODALVIEW軟件采集得到處于自由狀態(tài)下刀具刀尖點(diǎn)的位移/力頻響函數(shù)數(shù)據(jù)曲線(xiàn),如圖10所示。由式(3)~式(21),編制Matlab程序計(jì)算自由狀態(tài)下刀具刀尖點(diǎn)的位移/力頻響函數(shù)對(duì)數(shù)幅值,刀具尺寸參數(shù)如表1所示,并將MODALVIEW軟件中測(cè)量的頻響函數(shù)對(duì)數(shù)幅值數(shù)據(jù)曲線(xiàn)導(dǎo)入Matlab,并與理論計(jì)算值進(jìn)行最小二乘曲線(xiàn)擬合,構(gòu)建優(yōu)化目標(biāo)函數(shù):
(25)
式中,ω=ω1,…,ωn為選取的頻率點(diǎn),T11為計(jì)算的刀尖點(diǎn)位移/力頻響函數(shù)對(duì)數(shù)幅值,e_T11為實(shí)測(cè)的刀尖點(diǎn)位移/力頻響函數(shù)對(duì)數(shù)幅值。
求解該優(yōu)化目標(biāo)最優(yōu)值,得到刀具的材料參數(shù)為:E=460GPa,ν=0.3,γ=0.02。
自由狀態(tài)下刀具刀尖點(diǎn)的位移/力頻響函數(shù)對(duì)數(shù)幅值的實(shí)測(cè)值與預(yù)測(cè)值如圖10所示,從圖中可以看出,實(shí)測(cè)的頻響函數(shù)曲線(xiàn)與預(yù)測(cè)的曲線(xiàn)較為吻合。
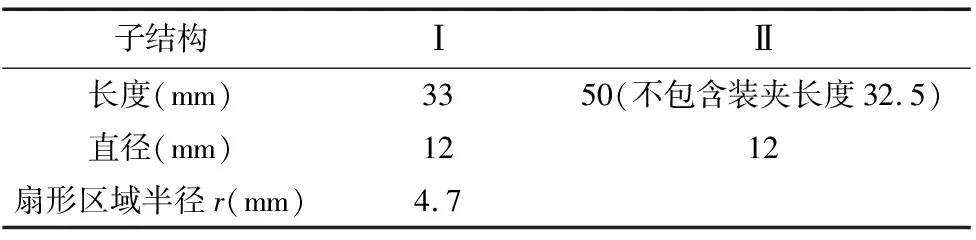
表1 刀具的尺寸參數(shù)(單位mm)
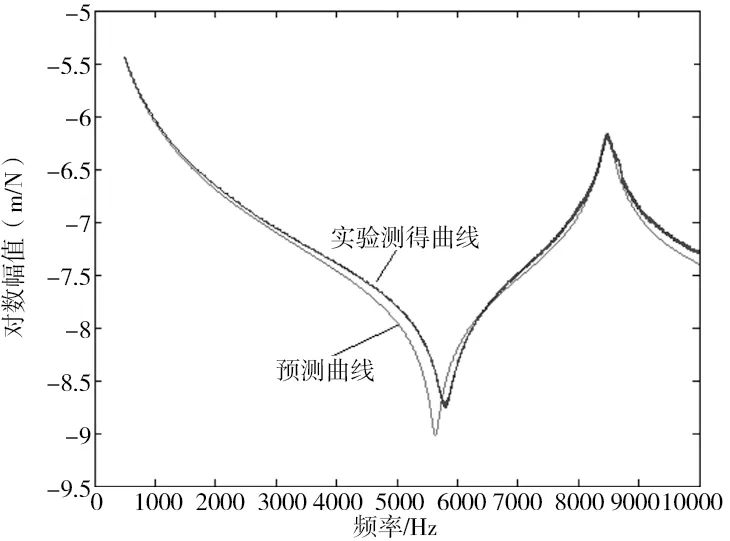
圖10 刀具頻響函數(shù)實(shí)測(cè)值與預(yù)測(cè)值
2.3 主軸-刀具系統(tǒng)刀尖點(diǎn)頻響函數(shù)實(shí)測(cè)值與預(yù)測(cè)值實(shí)驗(yàn)驗(yàn)證
將內(nèi)徑為16mm的HSK A 63 SPD刀柄裝夾在主軸上,按圖9進(jìn)行連線(xiàn),將加速度計(jì)貼在響應(yīng)測(cè)點(diǎn)3處(見(jiàn)圖6),用力錘分別錘擊測(cè)點(diǎn),其中測(cè)點(diǎn)間距S=20mm,由MODALVIEW軟件可分別獲得3個(gè)位移/力頻響函數(shù)H33 ,H33b,H33c,利用式(19)~式(24)計(jì)算得到整個(gè)主軸-刀柄系統(tǒng)在自由端的頻響函數(shù)矩陣,根據(jù)16mm HSK A 63 SPD刀柄外伸刀柄的尺寸參數(shù)由式(3)~式(21)計(jì)算出外伸刀柄的頻響函數(shù)矩陣,如表2所示,利用反向RCSA方法由式(25)計(jì)算得到主軸-刀柄基座的頻響函數(shù)矩陣。
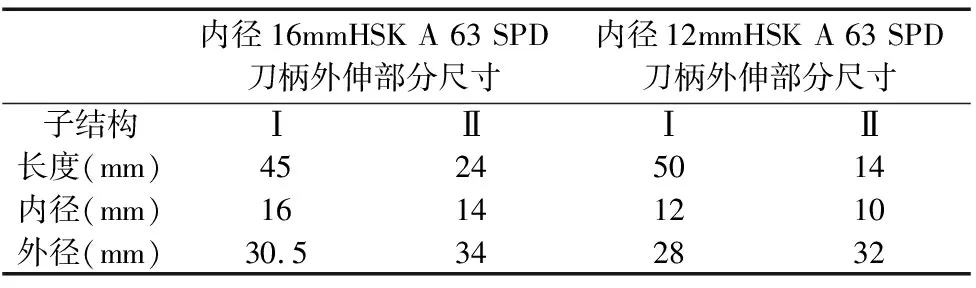
表2 刀柄外伸部分尺寸(單位mm)
然后將直徑為12mm的立銑刀裝夾在內(nèi)徑為12mm的HSK A 63 SPD刀柄上,并裝夾進(jìn)主軸。實(shí)測(cè)主軸-刀具系統(tǒng)刀尖點(diǎn)的位移/力頻響函數(shù),如圖11所示。根據(jù)式(3)~式(21)計(jì)算出刀具(不包含裝夾長(zhǎng)度部分)以及外伸刀柄(12mm內(nèi)徑)的頻響函數(shù)矩陣,刀具以及外伸刀柄的尺寸參數(shù)如表3所示。分別由式(24)和式(25)將識(shí)別得到的主軸-刀柄基座頻響函數(shù)矩陣與計(jì)算得到的外伸刀柄(12mm內(nèi)徑)以及刀具的頻響函數(shù)矩陣進(jìn)行剛性耦合和柔性耦合,得到主軸-刀具系統(tǒng)刀尖點(diǎn)頻響函數(shù)矩陣的預(yù)測(cè)值。將實(shí)測(cè)與預(yù)測(cè)的主軸-刀具系統(tǒng)刀尖點(diǎn)位移/力頻響函數(shù)幅值曲線(xiàn)進(jìn)行最小二乘擬合,識(shí)別刀柄和刀具結(jié)合面之間的參數(shù)如表3所示。
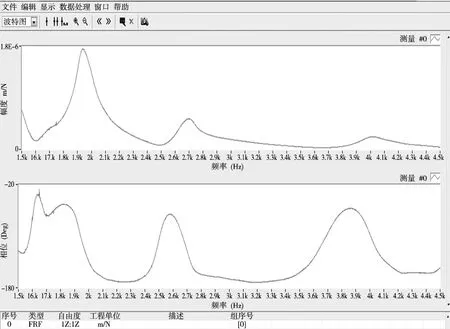
圖11 實(shí)測(cè)主軸-刀具系統(tǒng)刀尖點(diǎn)位移/力頻響函數(shù)

表3 刀柄和刀具結(jié)合面參數(shù)
當(dāng)?shù)玫叫碌慕Y(jié)合面參數(shù)后,由式(28)即可求得預(yù)測(cè)的主軸-刀具系統(tǒng)刀尖點(diǎn)的位移/力頻響函數(shù)。實(shí)測(cè)和預(yù)測(cè)的主軸-刀具系統(tǒng)刀尖點(diǎn)位移/力頻響函數(shù)幅值如圖12所示,從圖中可以看出,實(shí)際測(cè)量的頻響函數(shù)曲線(xiàn)與預(yù)測(cè)的曲線(xiàn)總體來(lái)說(shuō)較為吻合,初步驗(yàn)證了本研究中所建模型的有效性。
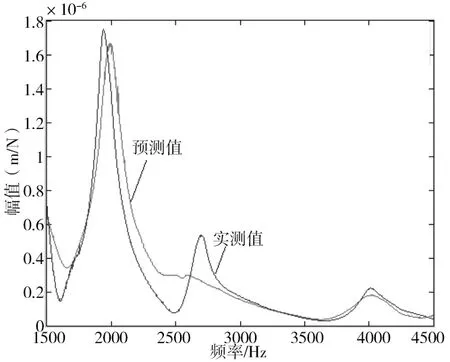
圖12 主軸-刀具系統(tǒng)刀尖點(diǎn)頻響函數(shù)實(shí)測(cè)值與預(yù)測(cè)值
3 總結(jié)
本研究通過(guò)利用Timoshenko梁理論計(jì)算刀具、外伸刀柄的頻響函數(shù)、然后利用RCSA方法主軸-刀具系統(tǒng)刀尖點(diǎn)的頻響函數(shù)進(jìn)行預(yù)測(cè),與采用不同內(nèi)徑刀具所得的主軸-刀具系統(tǒng)的實(shí)驗(yàn)測(cè)得的主軸-刀具系統(tǒng)刀尖點(diǎn)的位移/力頻響函數(shù)進(jìn)行對(duì)比研究,研究結(jié)果表明,實(shí)測(cè)的頻響函數(shù)曲線(xiàn)與預(yù)測(cè)的曲線(xiàn)總體來(lái)說(shuō)較為吻合,驗(yàn)證了本研究中基于子結(jié)構(gòu)偶合法建立機(jī)床主軸-刀具系統(tǒng)頻響函數(shù)模型的有效性,為數(shù)控加工過(guò)程穩(wěn)定性的理論研究提供研究依據(jù)。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(xiāo)(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
