進口560 kW吊車電機轉子優化實踐
2018-12-11 09:33:08鄧勇潘標
鞍鋼技術 2018年6期
關鍵詞:故障
鄧勇,潘標
(攀鋼集團工程技術有限公司修建分公司,四川 攀枝花617000)
攀鋼集團西昌鋼釩有限公司(簡稱西鋼釩)煉鋼廠360 t行吊主卷電機是從德國進口的560 kW電機,360 t行吊主要用于鐵水罐和鋼水罐在工藝生產線上的吊運。該廠共有此類電機25臺,其中在線運行22臺,僅有3臺備品。電機從2012年上線投運開始,一直故障率較高,截至2015年5月進廠修復已達48臺次,按原始數據、結構修復后,平均使用壽命仍僅有8個月左右,且故障現象均是轉子銅導條端部與串聯線焊接部位崩斷,在故障高發期一度造成西鋼釩煉鋼廠單條生產線停產。本文通過對繞線式交流電機故障的分析,提出了相應的改進措施,延長了電機的使用壽命。
1 電機主要參數及故障現象
1.1 電機主要參數
電機型號為RSK450L6,主要參數見表1。
1.2 電機主要故障現象
電機主要故障現象有轉子銅導條端部放炮和串聯線與銅導條的焊接部位崩斷。圖1所示為電機主要故障現象。
2 電機故障原因分析
2.1 轉子并頭套及串聯線焊接工藝耐熱程度差
原電機轉子并頭套及串聯線焊接采用的是錫焊工藝,焊錫材料主要有兩種[1],一種是常用的有鉛焊錫焊料,熔點溫度為183~190℃;另一種是無鉛焊錫合金焊料,熔點溫度隨合金材質不同而有所變化,無鉛焊錫合金焊料熔點溫度見表2所示。

表1 電機主要參數
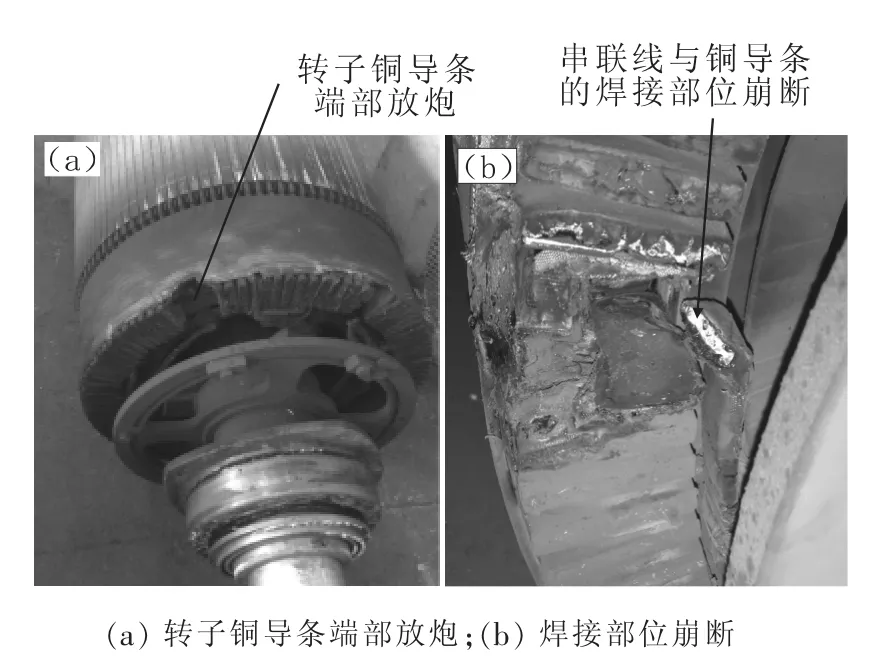
圖1 電機主要故障現象
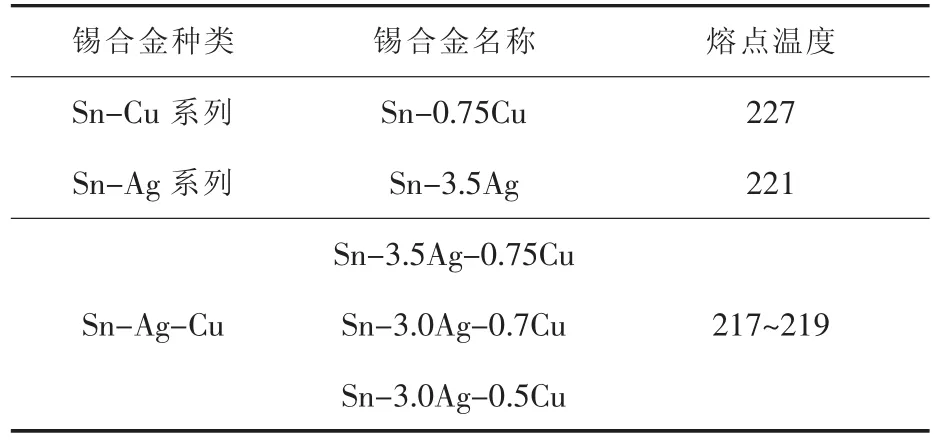
表2 無鉛焊錫合金焊料熔點溫度 ℃
由表2看出,熔點溫度最高的是錫銅合金,熔點為227℃。鋼釩煉鋼廠560 kW吊車電機實際運行過程中,電機轉子并頭套與串聯線連接處發熱情況相當嚴重。檢查一臺正在維護的560 kW電機轉子發現,轉子并頭套與串聯線連接處雖然沒有發生放炮故障,但其表面絕緣明顯過熱發黑,圖2所示為轉子并頭套與串聯線焊接部位存在的過熱跡象。
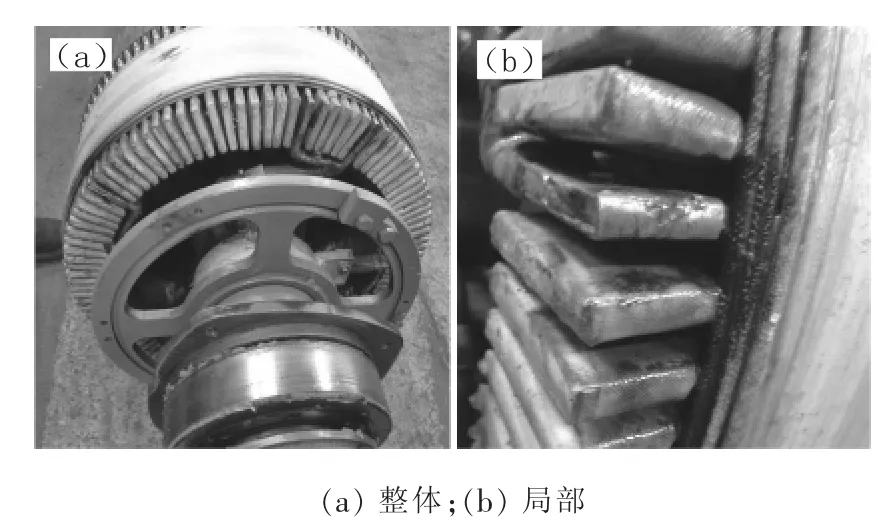
圖2 轉子并頭套與串聯線焊接部位存在的過熱跡象
從表1所示的數據可知,此類電機絕緣等級為H級,即電機絕緣滿足在180℃以下正常運行的條件,但實際情況說明此處的溫度已經超過180℃,甚至超過錫銅合金焊料的熔點227℃。
2.2 電機本身散熱條件差
560 kW吊車電機工作時所處的環境惡劣,灰塵多,所以電機在選型設計上采用的是全密封結構。該結構可以有效防止外界灰塵進入電機內部,避免引起電機絕緣下降,但電機內部散熱不良,電機銅耗、鐵耗、軸承機械摩擦及其雜散損耗所產生的熱量只能通過其外殼散熱筋與外界進行熱交換,這種散熱方式效率極低[2]。
2.3 環境溫度高
560 kW吊車電機主要用于現場重型鋼水包的吊運,吊車電機位于鋼水包上空,鋼水包本身溫度極高,其環境溫度更高。經實地檢測,現場高空溫度在80℃以上。如此高的環境溫度,必然導致吊車電機本身散熱困難。
2.4 電機頻繁正反轉
一般而言,電機啟動電流為額定電流的7倍左右,而從一個旋轉方向改變到相反方向旋轉則啟動電流會超過7倍以上[2]。雖然560 kW吊車電機頻繁正反轉的電流沖擊引起的發熱不至于引起電機整體溫升過高,但短時高溫的頻繁沖擊下,轉子并頭套及串聯線部位焊錫逐漸熔化,導致焊料流淌,焊接面開焊,并頭套及串聯線與銅導條之間的接觸面積減小,電流密度進一步加大,焊接處的發熱進一步加劇,損壞并頭套的絕緣。而并頭套之間的空氣間隙很小,呈扇形張口,越靠近軸心間隙越小,并頭套之間的最小空氣間隙甚至只有1.5 mm左右,圖3為并頭套內側間隙。在絕緣損壞的情況下,高達3 000 V以上的沖擊電壓擊穿空氣,發生轉子相間或匝間短路放炮[3]。
西鋼釩煉鋼廠560 kW吊車電機的局部發熱問題客觀存在,并且以現場的工況條件分析,該問題短期內無法解決,因此,必須優化工藝,滿足電機在惡劣工況下的運行要求。
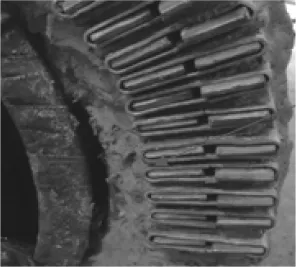
圖3 并頭套內側間隙
3 采取的措施
3.1 優化電機轉子并頭套和串聯線的焊接工藝
電機轉子并頭套和串聯線的焊接工藝由錫焊方式改為氣體火焰釬焊方式,焊錫材料改為銅磷焊料(HL201)和銀基銅磷焊料(HL204),前者用于并頭套的焊接,后者用于串聯線的焊接。選擇這兩種焊料的原因如下:
(1)銅磷焊料(HL201)是以銅-磷兩元合金為基的焊料,具有良好的流布性,適用于接觸釬焊、氣體火焰釬焊、高頻釬焊及某些爐中釬焊。在并頭套和銅導條之間小而深的空間內,能保證焊接過程中焊料填充充分。而且熔點溫度為710~793℃,滿足了高熔點的需求。
(2)銀基銅磷焊料(HL204)接頭塑性好,特別適用于間隙不均的場合。該焊料導電性高,有利于降低對接焊點的接觸電阻,降低沖擊電流經過對接焊點時產生的局部高溫。熔點溫度為645~800℃,能夠承受頻繁的短時高溫沖擊而不發生熔化、開焊問題。
3.2 增強并頭套間絕緣強度及整體穩固性能
利用 AUTOCAD軟件按照 1∶1的比例繪制轉子端部并頭套的均布情況,得出并頭套間外圓最大間隙尺寸為3.0 mm,內圓最小間隙尺寸為2.0 mm。由于實際修復工藝無法達到并頭套均布的理想狀態,所以在并頭套間打入厚度為2.0 mm(按最小間隙考慮)的玻璃絲板,使并頭套間隙均勻。同時,提高并頭套間的電氣絕緣強度并使并頭套形成一個連續的整體圓環,提高并頭套整體穩固性,降低并頭套之間的相對振動,提高了并頭套與銅導條之間焊接的穩固性。
3.3 電機轉子串聯線滿段綁扎
電機轉子串聯線本身穩固性較差,原來采取的方法是加裝串聯線固定盤,通過將串聯線與固定盤綁扎緊固成一體的方式來提高串聯線的穩固性,但對較長的串聯線僅進行了分段綁扎,穩固性還存在一定風險,將分段綁扎改為滿段綁扎,在原有基礎上進一步加強串聯線與固定盤之間的穩固性。
3.4 加強電機日常運行維護、保養
建立現場吊車電機定期維檢制度,利用定修時間對吊車電機內部吹灰、清掃,測量電機定、轉子繞組對地絕緣、三相直流電阻,檢查、更換電機電刷等,發現異常情況及時更換備品電機,問題電機下線送修,及時消除電機故障隱患,避免設備事故的發生。
4 取得的效果
560 kW吊車電機轉子并頭套及串聯線的焊接工藝優化后,增大了焊接面的接觸面積,焊接點抵抗振動載荷的性能、導電性能和熔點溫度均得到提高。優化后的氣體火焰釬焊焊接效果如圖4所示。

圖4 優化后的氣體火焰釬焊效果圖
對優化后的560 kW吊車電機進行半成品和成品試驗檢測,對比國家相關電機試驗標準,檢測結果顯示,所有性能參數均符合標準要求,電機轉子優化前后的指標對比見表3所示。
2015年開始,陸續對11臺560 kW吊車電機轉子優化,除例行返廠維護保養外,均未發生質量事故。優化前平均使用壽命8個月,優化后在線平均使用18個月以上未發生故障。
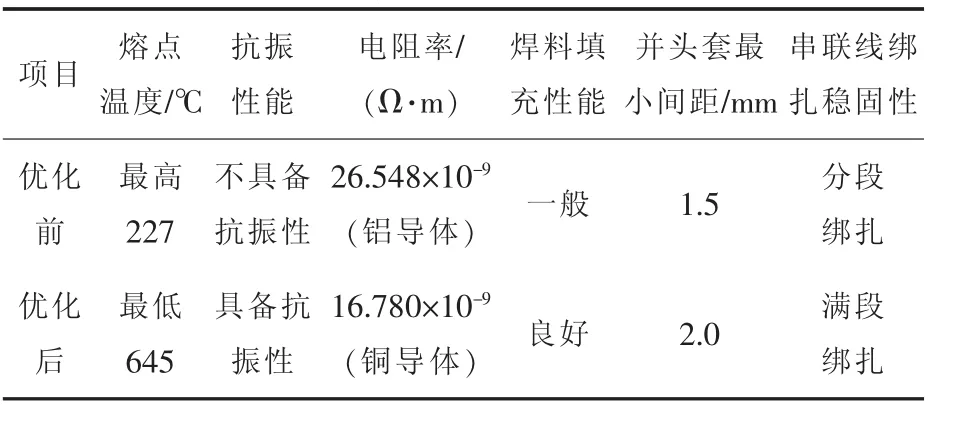
表3 電機轉子優化前后的指標對比
5 結語
針對西鋼釩煉鋼廠560 kW進口吊車電機轉子銅導條端部和串聯線焊接部位頻繁崩斷的現象,優化了并頭套和串聯線的焊接工藝,采取了并頭套間隙均布和串聯線滿段綁扎工藝后,延長了電機的在線使用壽命,電機的平均使用壽命由8個月提高到18個月以上,為西鋼釩煉鋼廠的生產順行提供了保障。
鞍鋼股份煉鐵總廠5號高爐開啟新一代爐齡
11月11日零時2分,鞍鋼股份煉鐵總廠5號高爐大修提前1天完成,一次開爐成功,開啟新一代爐齡。目前,該高爐生產平穩順暢,日產量、高爐利用系數和燃料比等指標均實現預期水平。
本次大修停爐采取打水降料線的方法,在總結以往經驗、借鑒先進企業參數控制方案的基礎上,達到了洗爐、預休風、降料線、出殘鐵等工序的非常規作業標準化、模塊化的作業目標,實現出殘鐵零殘留的最佳效果,為大修工程提前完成奠定基礎。
本次大修完成了包括爐缸耐火材料重新砌筑、冷卻壁更換、原料調壓閥組改型等20余項重大維修項目。其中,爐缸重新砌筑是高爐大修工程中的關鍵性項目,直接關系到工程質量和高爐日后長壽穩定順行。此次大修工程,該廠聘請了職業監理人,實施“雙監理”制度,重新梳理明確了高爐爐缸砌筑的陶瓷杯磚砌筑縫隙、碳磚表面平整度等砌筑工程標準,引進實施了國內先進的爐缸砌筑技術,建立了施工單位、高爐人員、職業監理人和工程負責人的四級質量檢查體系,首次實施了搗打料的密度檢測工作,使此次高爐大修爐缸砌筑工程達到國內先進水平。
為保障此次大修工程順利進行,該廠強化安全管理,配備專職安全管理人員對施工現場進行檢查,將危險作業項目分級分類管理,開展全員安全隱患排查治理活動,開展大修工程安全模范職工評比活動,并強化現場環境治理,確保工程安全順暢。
為保質保量地完成開爐工作,該廠在開爐前對所有影響開爐的工序進行時間倒排,科學規劃各關鍵環節的時間節點,確保所有環節緊湊科學銜接,嚴密組織投產。他們采取先進的激光技術進行指導裝填開爐料,通過合理的布料方式形成合理的料面形狀,同時,采取精準的配料計算、創新性地采用南北兩側開雙人孔、爐頂開蒸汽降塵等技術創新方法,為高爐順利開爐、快速達產達效提供保障。
——摘自“鐵諾咨詢網”
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39