304不銹鋼板表面小白點缺陷分析及改善對策
2018-12-11 09:33:06徐向東蔡恒君蒲嘉亮周耿鞍鋼聯眾不銹鋼股份有限公司冷軋廠廣東廣州510760
鞍鋼技術 2018年6期
徐向東,蔡恒君,蒲嘉亮,周耿(鞍鋼聯眾不銹鋼股份有限公司冷軋廠,廣東 廣州510760)
鞍鋼聯眾不銹鋼股份有限公司冷軋廠在冷軋生產時發現,在2B(冷軋經平整后的狀態)/2D(冷軋不經平整的狀態)的成品帶鋼表面存在小白點狀粗糙缺陷。帶有該缺陷的帶鋼經拋砂后,表面出現雪花狀缺陷,改鏡面拋光處理后,小白點現象依然十分嚴重。
取缺陷試片觀察發現,整板表面有細小密集無手感的白色點狀缺陷,其表面品質不符合下游加工的要求,特別是在做拋砂板時,缺陷非常明顯,產品使用范圍受到局限,增加了下游用戶的使用成本。
1 小白點缺陷產生原因
導致冷軋板表面小白點產生的原因主要有:煉鋼夾雜異物、產線輥系機械損傷以及來料表面粗糙度。
1.1 煉鋼夾雜異物
取缺陷試片并對比合金成分,未見出現明顯異常,在50倍光學顯微鏡(OM)下觀察,試片表面凹凸不平,且形成一定深度的坑洼;坑洼處在420倍掃描電子顯微鏡(SEM)下觀察,并未發現其他異物,小白點缺陷顯微照片見圖1。通過SEM對正常表面與坑點的底部進行成分對比,發現坑點內并無氧化物、夾雜物等異常成分,也未見晶界貧鉻腐蝕,排除煉鋼夾雜異物對其產生的影響[1],SEM 分析結果見表1。
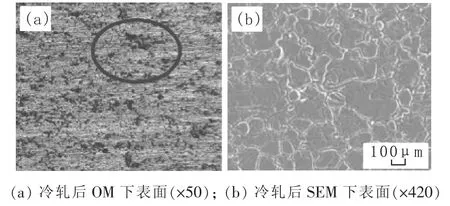
圖1 小白點缺陷顯微照片
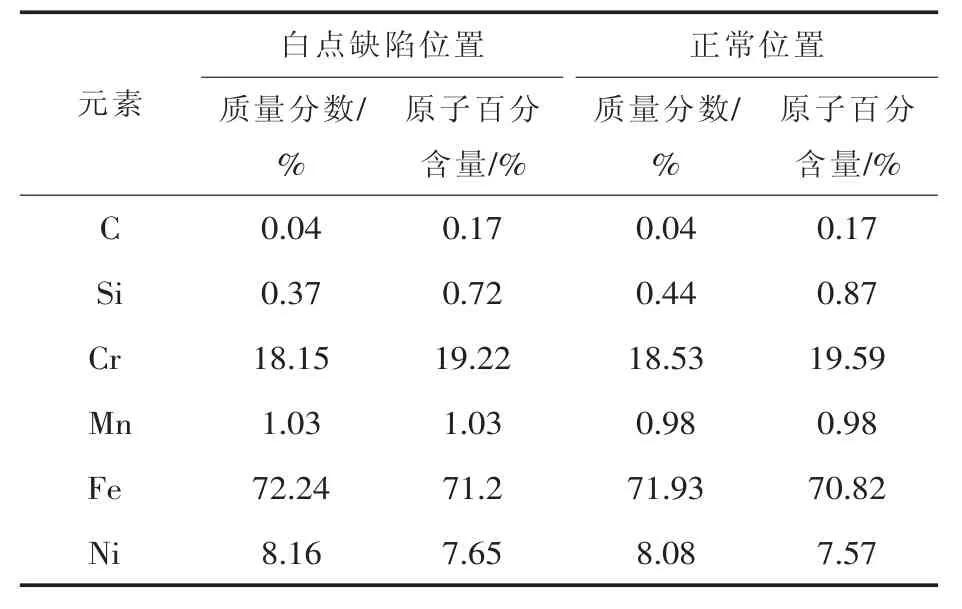
表1 SEM分析結果
1.2 產線輥系機械損傷
冷軋帶鋼表面受機械損傷后,將呈現一定周期或位置規律,尤其是周期規律,如軋輥周期、膠輥輥面異物壓入等。依照上述現象進行現場排查,缺陷發生點相對容易查找。但對304不銹鋼而言,表面缺陷并未存在這類規律,因此可以排除白點缺陷的產生是由于帶鋼表面被機械損傷[2]。
1.3 來料表面粗糙度
對比入料的白皮帶鋼 (熱軋成品經過固溶線后的冷軋原料),發現其表面也存在坑洼狀,且形態與小白點缺陷形態的凹坑非常相似,如圖2所示。從圖中可以看出,小白點缺陷來源與白皮帶鋼表面坑洼分布和深淺有關,即與白皮帶鋼表面原始粗糙度大小有關。

圖2 冷軋前白皮帶鋼表面宏觀形態
2 小白點缺陷改善措施
2.1 改善2B白皮帶鋼表面粗糙度
改善2B白皮帶鋼的表面粗糙度有很多辦法,在熱軋端可以通過以下手段進行調整:
(1)控制末機架工作輥原始粗糙度及服役期時間。通過優化生產計劃,將工作輥的軋制公里數限制在一定范圍內,根據不同情況,將鋼板安排到軋輥服役期的前半程或后半程軋制,控制成品黑皮帶鋼(熱軋成品)表面粗糙情況。
(2)控制熱軋粗軋后的除銹速度。
(3)控制熱軋粗軋的除銹道次。
在冷軋端黑皮帶鋼退火酸洗線 (HAPL)上,主要是通過降低噴砂機噴砂轉速達到對表面粗糙度的控制。
通過比較,降低HAPL噴砂機轉速是最為簡單有效的方法。取厚度為0.7 mm帶鋼,對同一卷的前后半顆鋼卷分別采用不同的噴砂速度,分別標記1#、2#,其參數見表2。冷軋后進行對比,結果較為明顯,通過不同噴砂速度表面對比可見,低噴砂速度表面小白點缺陷要少于高噴砂速度表面,不同噴砂速度試樣表面效果見圖3。

表2 不同噴砂速度試樣表面效果
圖3 不同噴砂速度試樣表面效果
但降低HAPL的噴砂轉速,會減弱其除銹能力,直接的后果是降低了產線產能,因此速度平衡點需要在實際生產中通過大量的比較實驗逐一取得。
2.2 增加壓下率
利用軋機壓下率改變帶鋼表面粗糙度的原理主要是通過軋輥表面波峰對帶鋼表面波峰處的切割與壓平取得,軋機壓下率改變鋼板表面粗糙度示意圖見圖4,虛線以上的部分被軋平,同時帶鋼還受到向下的壓力而產生形變。因此,壓下率越大,軋輥對表面粗糙度的改變效果越大。
采用往復式軋機(CRM)單向5道次軋制2E(軋制固溶后的狀態)帶鋼,取每一道次試片,在SEM 400倍下作表面形態分析。對比結果見圖5。從圖5中可見2E白皮帶鋼表面粗糙,有深淺不一的淺坑,隨著每一道次軋制,淺坑逐漸被軋平直至消失。
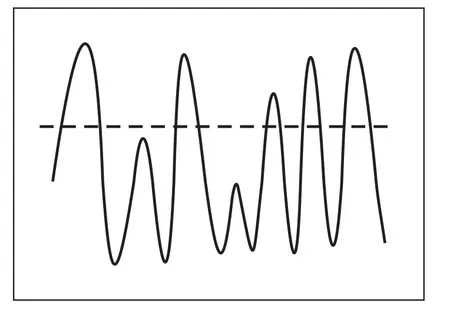
圖4 軋機壓下率改變鋼板表面粗糙度示意圖
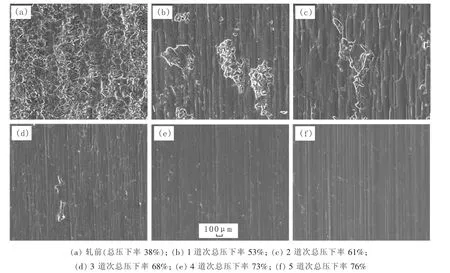
圖5 每道次軋制結束后2E表面微觀形貌
取3塊不同厚度的黑皮帶鋼,分別編號1#、2#和3#。經不同生產流程壓至0.9 mm,缺陷試片用240#磨石經25道次研磨后,在25倍放大鏡下觀察,比較小白點差異。鋼板總壓下率分別為55%、70%和75%時,小白點缺陷程度見圖6。從圖6中可以看出總壓下率為55%時,白點數量較多,缺陷程度嚴重。隨著總壓下率增大,小白點數量減少,程度變得輕微。
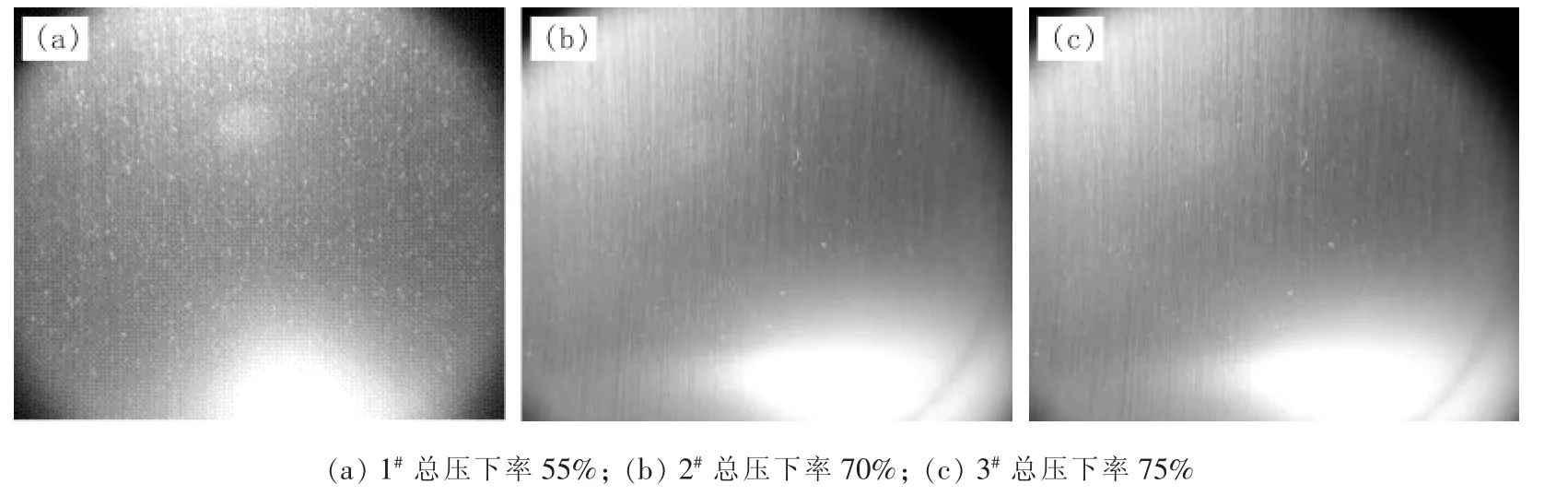
圖6 0.9 mm鋼板在不同總壓下率下小白點缺陷程度
以成品厚度規格為2.5~3.0 mm帶鋼為例,當總壓下率低于63%的時候,小白點發生率比較高,達66.7%以上;當總壓下率超過63%時,缺陷發生率迅速下降到30%以下,總壓下率達到70%以上時,缺陷發生率處于較低水平,僅3%。
在實際軋制時,由于受板形、軋制力、軋制力矩、電機負荷等因素制約,軋機每一道次的壓下率僅能在較窄的范圍內調整。因此,只能在可調范圍內修改配料標準,增加入料厚度,提高軋機總壓下率。另外,還需檢查軋機在軋制中的各項參數,避免因軋機超負荷運轉,導致軋制不穩,發生斷帶事故。
2.3 增加軋制道次
增大壓下率的方法不能消除所有厚度范圍產品的缺陷。取一卷2D鋼板分切為A、B兩卷,采用相同的總壓下率,A卷軋制4道次,B卷軋制5道次。取軋后的試片進行比對,發現B卷表面狀況比A卷好,如圖7所示。因此,在不能調整壓下率的情況下,可采取增加軋制道次的方式降低小白點程度。
產生如上效果主要是由于當單道次壓下率大時,軋輥和鋼帶波峰處相互切削的效果減弱,表面波峰處以向下覆蓋的形式進行碾壓,在覆蓋處端點形成新的坑洞,如圖8所示。總壓下率相同情況下,軋制道次越多,白點越少,表面更細致,粗糙度更低。
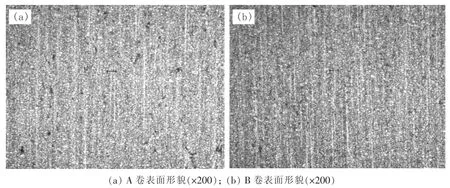
圖7 小白點缺陷對比
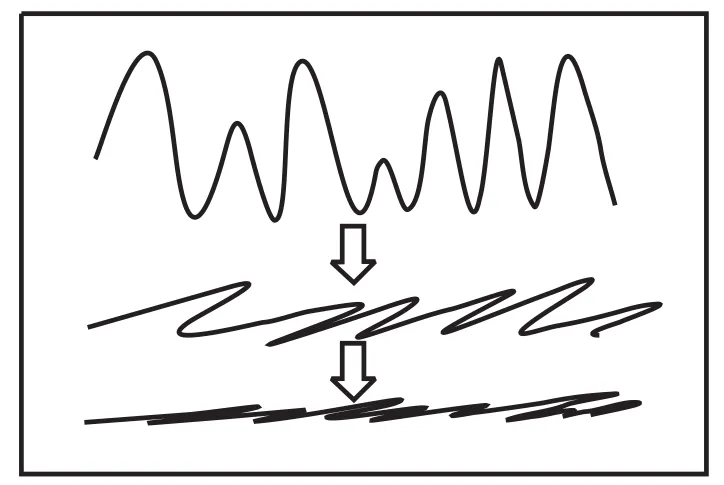
圖8 軋制覆蓋圖示
3 效果驗證
軋制厚度規格為0.55 mm的帶鋼,黑皮帶鋼二連軋退火酸洗線采用4×1 000 r/min噴砂,采用往復式軋機軋制5道次,白皮帶鋼退火酸洗線產出,其生產過程參數見表3。軋后隨機取小白點試片,以240#磨石20道次研磨后,觀察小白點程度。產品表面質量滿足下游客戶使用要求。
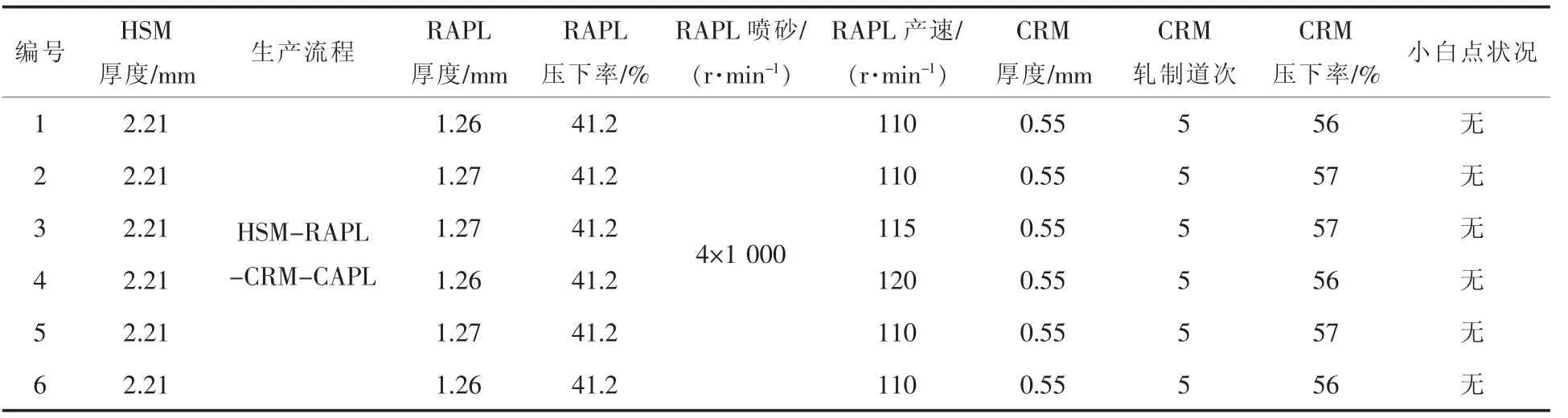
表3 厚度規格0.55 mm帶鋼生產過程參數
4 結語
304不銹鋼小白點缺陷產生的原因是白皮帶鋼表面坑洼經軋制后未軋平消除。在不同軋制生產線中,小白點缺陷程度均隨著壓下率增大而減輕。在生產中,通過修訂配料標準,增加入料厚度,降低噴砂速度,提高軋機總壓下率,增加軋制道次等手段,能有效降低小白點的發生幾率,改善小白點缺陷。
寶鋼厚板剪切功能整合技改工程完工
11月21日,中冶寶鋼技術承接的年度大型技改項目——寶鋼厚板部剪切線自動化功能提升和操作臺整合工程順利完工。
該項目主要對厚板部剪切線區域的設備及操作室進行改造,涉及到土建、機械、電氣、儀表、通訊、通風空調、給排水、熱力管道等方面的施工內容。剪切線區域系統硬件改造及軟件適應性改造,主要包括更新PLC控制柜、遠程柜、工程師站,新增漫反射式檢測器、光電開關、編碼器。針對冷床、IB、切頭剪、雙邊剪、定尺剪、成品庫等操作運行過程中需人工干預的環節進行自動化功能提升改造。
該項技改工程安裝工作量非常大,且施工工期緊,大部分改造工作需在年修期間完成,年修期間可利用施工時間僅有12天。因此,項目施工管理人員提前兩個月做好前期策劃,認真研讀圖紙,準備設備材料。施工期間合理安排工序銜接,與設計院及甲方隨時保持溝通。全體施工及管理人員在厚板年修期間夜以繼日奮戰在現場,發揚“大干一百天”拼搏精神,精誠團結、通力合作,克服了施工工期緊、施工人員不足等困難,提前完成了全部安裝工作內容,順利送電并開通網絡監控視頻系統。
——摘自“鐵諾咨詢網”