層流等離子在焊接中的應(yīng)用研究
2018-11-09 11:11:26駱德陽(yáng)譚志成
電焊機(jī) 2018年10期
關(guān)鍵詞:焊縫
劉 琦 ,曾 亮 ,駱德陽(yáng) ,譚志成
(1.西南交通大學(xué)材料科學(xué)與工程學(xué)院,四川成都610031;2.成都德瑞斯可科技有限公司,四川 成都610037;3.成都真格科技有限公司,四川 成都 611930)
0 前言
層流等離子是一種良好的新型熱源,與普通等離子相比,對(duì)空氣卷吸極少,具有弧長(zhǎng)長(zhǎng)和可控性好等特點(diǎn)[1-2]。由于層流等離子具有獨(dú)特的優(yōu)勢(shì),國(guó)內(nèi)外很多學(xué)者對(duì)層流等離子在熱加工領(lǐng)域的應(yīng)用展開了深入研究。中科院潘雄等人進(jìn)行了層流等離子噴涂實(shí)驗(yàn)[3];中國(guó)科技大學(xué)朱曉東、王建龍等人研究了基于層流等離子的金屬快速成型制造[4];此外,東南大學(xué)王興松、周國(guó)陽(yáng)和張兵等人研究了非轉(zhuǎn)移弧層流等離子切割技術(shù)[5]。
雖然層流等離子在噴涂、切割和金屬熱處理等方面有一些應(yīng)用研究,但在焊接領(lǐng)域的應(yīng)用研究尚未見(jiàn)報(bào)道。在此對(duì)層流等離子在焊接領(lǐng)域的應(yīng)用展開研究。
1 層流等離子簡(jiǎn)介
層流等離子與湍流等離子射流長(zhǎng)度對(duì)比如圖1所示。可以看出,層流等離子射流長(zhǎng)度遠(yuǎn)遠(yuǎn)超過(guò)普通等離子。目前焊接領(lǐng)域所應(yīng)用的等離子大多為普通等離子,其電弧由于經(jīng)過(guò)壓縮作用,具有電弧溫度高、能量更加集中等特點(diǎn),但普通等離子處于湍流狀態(tài),弧長(zhǎng)較短,一般為10~20 mm,運(yùn)用于焊接時(shí)存在可焊厚度有限的情況。
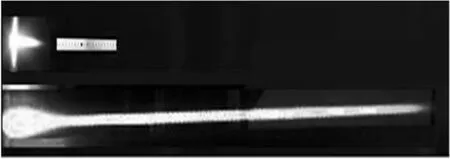
圖1 層流與湍流射流長(zhǎng)度對(duì)比
而處于層流狀態(tài)下的等離子準(zhǔn)直性強(qiáng),弧長(zhǎng)可達(dá)200 mm,且其電弧溫度梯度低于普通等離子,在中厚板焊接中具有潛在優(yōu)勢(shì)。此外,層流等離子可以在遠(yuǎn)距離(100 mm)下實(shí)現(xiàn)轉(zhuǎn)移弧的起弧,適用于需要在較遠(yuǎn)距離下進(jìn)行焊接的場(chǎng)所。綜上所述,層流等離子在焊接領(lǐng)域有一定的應(yīng)用前景。
2 層流等離子焊接
傳統(tǒng)的等離子焊接模式分為熔入型焊接和小孔型焊接,本研究首先按照這兩種焊接模式對(duì)層流等離子進(jìn)行焊接試驗(yàn),對(duì)層流等離子在焊接領(lǐng)域的應(yīng)用進(jìn)行初步探索。試驗(yàn)設(shè)備由成都真格科技有限公司的層流等離子設(shè)備及配套的移動(dòng)平臺(tái)組成。層流等離子發(fā)生器示意如圖2所示。
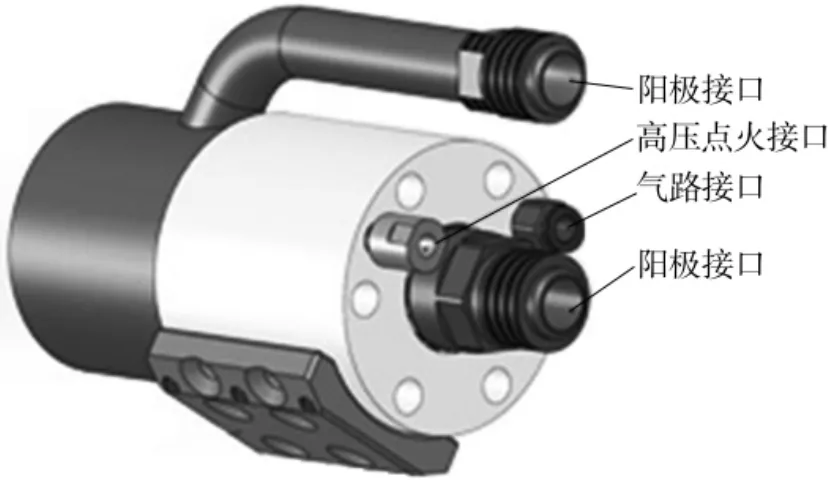
圖2 層流等離子發(fā)生器示意
2.1 層流等離子熔入型焊接
用層流等離子對(duì)12 mm厚Q235A鋼板進(jìn)行熔入型焊接試驗(yàn),具體參數(shù)如表1所示,試驗(yàn)中所用等離子氣體均為純Ar;焊縫外觀和焊接接頭斷面形貌如圖3所示。
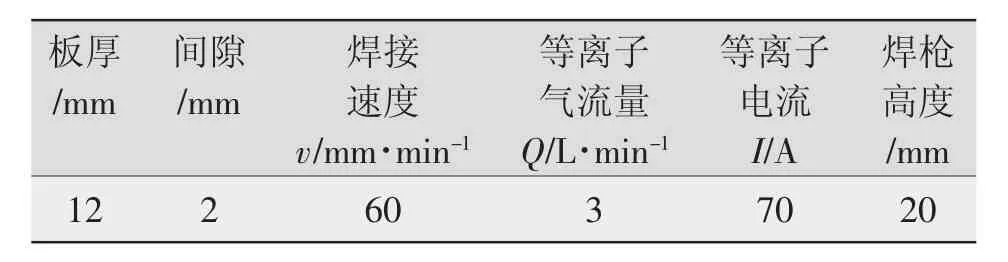
表1 焊接工藝參數(shù)
由圖3a可知,層流等離子熔入型焊接可以形成一條連續(xù)的焊縫。由圖3b可知,層流等離子熔入型焊接可以形成熔深9 mm,熔寬約9mm的焊接接頭。這表明層流熔入型焊接具有形成焊縫的能力。此時(shí)焊縫斷面呈杯狀型,與TIG焊類似。但由于層流等離子電弧能量密度高,形成熔深的能力大于TIG焊,因此層流等離子熔入型焊接中焊縫的深寬比較好。但層流等離子設(shè)備造價(jià)較高,在工業(yè)應(yīng)用中與TIG焊相比沒(méi)有太大優(yōu)勢(shì)。
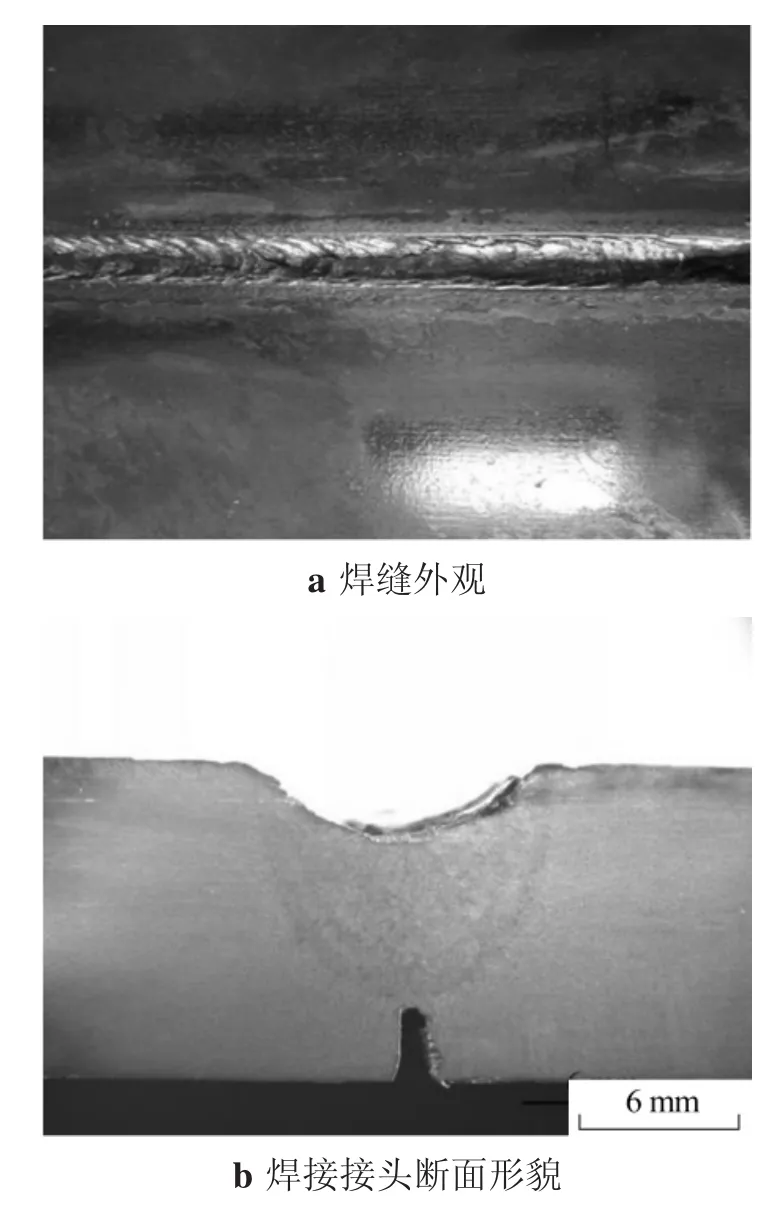
圖3 焊縫外觀和焊接接頭斷面形貌
2.2 層流等離子小孔型焊接
用層流等離子對(duì)12 mm厚Q235A鋼板進(jìn)行小孔型焊接試驗(yàn),結(jié)果如圖4所示。

圖4 小孔型焊接
由圖4可知,與普通等離子不同,層流等離子電弧直徑(5 mm)大于普通等離子(1~3 mm),導(dǎo)致層流等離子電弧能量密度低于普通等離子電弧,在短時(shí)間內(nèi)熔透工件難度較大,需要經(jīng)過(guò)較長(zhǎng)時(shí)間加熱。而經(jīng)過(guò)長(zhǎng)時(shí)間加熱熔透工件后形成的孔徑較大,導(dǎo)致在焊接過(guò)程中熔池表面張力不能很好地平衡液態(tài)金屬的重力和等離子流力,小孔的連續(xù)性得不到保證。這表明在現(xiàn)有條件下,與普通等離子不同,層流等離子難以實(shí)現(xiàn)小孔型焊接。
2.3 層流等離子熔壁型焊接
本研究在兩種傳統(tǒng)焊接模式探索的基礎(chǔ)上,利用層流等離子電弧溫度高、準(zhǔn)直性好的特點(diǎn),提出了層流等離子熔壁型焊接方法,其焊接原理如圖5所示。具體為保留一定間隙,通過(guò)熔化板材的側(cè)壁形成熔池,熔融的液態(tài)金屬依靠表面張力隨著層流等離子電弧的向前移動(dòng)逐漸凝固形成焊縫。
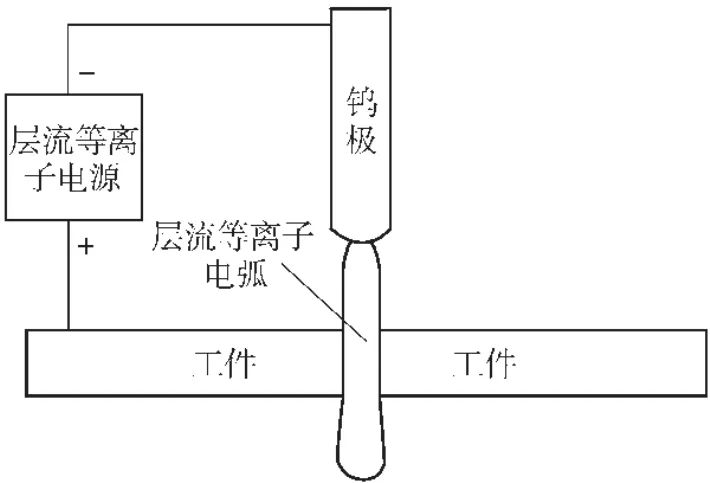
圖5 層流等離子熔壁型焊接原理示意
用層流等離子對(duì)12 mm厚Q235A鋼板進(jìn)行熔壁型焊接試驗(yàn),具體參數(shù)如表2所示,焊接接頭斷面形貌如圖6所示。
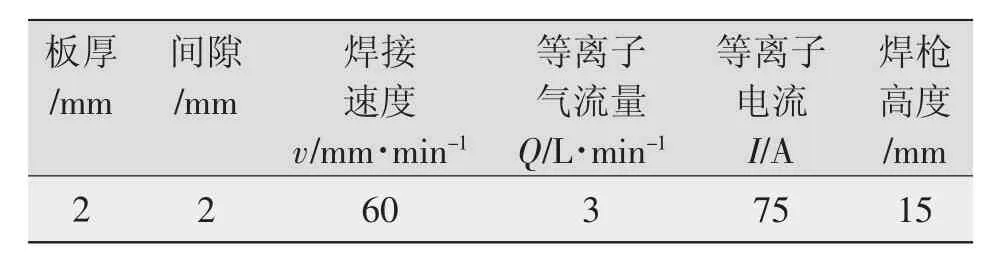
表2 焊接工藝參數(shù)
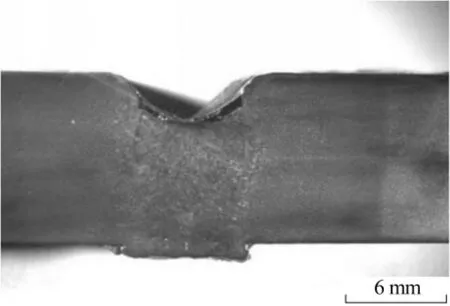
圖6 焊接接頭斷面形貌
由圖6可知,試件焊接接頭中不存在未熔合和裂紋等缺陷,但存在焊縫表面凹陷現(xiàn)象。這是由于在焊接過(guò)程中部分熔池金屬下淌所致。此外,當(dāng)焊槍高度為15 mm時(shí),可以形成熔深10 mm、熔寬約7 mm的焊縫,且不同于普通等離子焊接形成的接頭,焊縫中熔寬大小上下幾乎一致。這表明層流等離子的準(zhǔn)直性良好,通過(guò)層流等離子熔壁型焊接模式可以焊接12 mm甚至更厚的鋼板。
3 層流等離子-MIG復(fù)合焊
層流等離子熔壁型焊接形成的焊縫中存在焊縫表面凹陷現(xiàn)象,需要填充金屬才能形成一條完整的焊縫。本研究采用層流等離子-MIG復(fù)合焊的方法對(duì)12 mm厚Q235A鋼板進(jìn)行焊接,利用層流等離子提高熔深、提高M(jìn)IG焊焊縫金屬填充量,達(dá)到復(fù)合焊的焊接效果。在試驗(yàn)過(guò)程中發(fā)現(xiàn),當(dāng)MIG電弧與層流等離子電弧在一條直線上復(fù)合時(shí)(其中層流等離子電弧在前,MIG電弧在后),很難形成一條良好的焊縫。這是由于層流等離子能量密度低于普通等離子,在復(fù)合焊過(guò)程中,MIG焊熔化的液態(tài)金屬往前流動(dòng),會(huì)對(duì)層流等離子電弧熔透鋼板造成影響,很難保證焊縫的連續(xù)性。
為了驗(yàn)證層流等離子-MIG復(fù)合焊的可行性,采用MIG焊從焊縫側(cè)面送絲,以減少M(fèi)IG焊對(duì)層流等離子電弧熔透鋼板的影響,其焊接原理如圖7所示,此時(shí)層流等離子電弧垂直于工件在前燃燒,MIG電弧在從焊縫側(cè)面送絲的情況下緊跟層流等離子電弧燃燒,焊絲在層流等離子電弧和MIG電弧共同加熱的情況下形成金屬液滴進(jìn)入熔池。
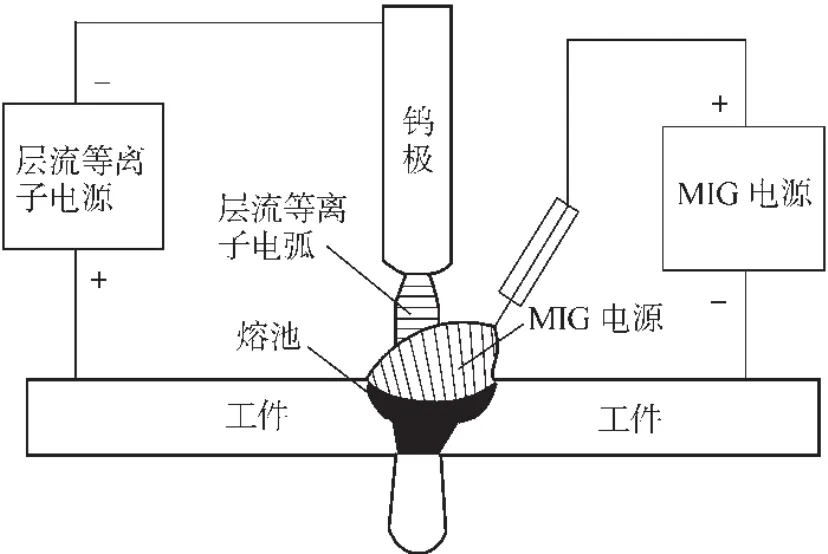
圖7 層流等離子-MIG復(fù)合焊焊接原理示意
層流等離子-MIG復(fù)合焊工藝參數(shù)如表3所示,等離子氣體和MIG保護(hù)氣體均為純Ar,焊槍高度為等離子焊槍距離工件的距離。焊接接頭斷面形貌如圖8所示。由圖8可知,通過(guò)層流等離子-MIG復(fù)合焊可以在鋼板對(duì)焊中形成一條完整的焊縫,解決了層流等離子熔壁型焊接中需要填充焊縫金屬的問(wèn)題。也證明了層流等離子電弧可以與MIG電弧相結(jié)合完成焊接過(guò)程。
4 結(jié)論
(1)層流等離子熔入型焊接具有形成焊縫的能力。

表3 焊接工藝參數(shù)
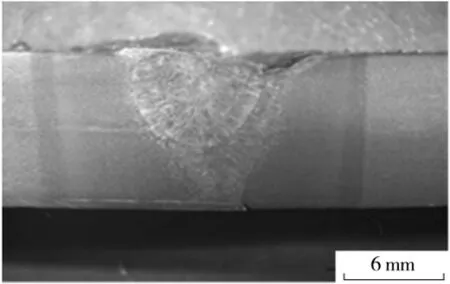
圖8 焊接接頭斷面形貌
(2)在目前條件下,與普通等離子不同,層流等離子難以實(shí)現(xiàn)小孔型焊接。
(3)層流等離子熔壁型焊接在焊接12 mm厚Q235A鋼板中可以形成熔深10 mm,熔寬約7 mm的焊縫,且熔寬上下幾乎一致。
(4)層流等離子能夠和MIG焊一起實(shí)現(xiàn)復(fù)合焊。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
