基于線結構光傳感的T型角焊縫跟蹤方法
2018-11-09 11:11:52張綸昭陳華斌陳善本
電焊機 2018年10期
關鍵詞:焊縫
孔 萌 ,張 杰 ,張綸昭 ,侯 震,陳華斌 ,陳善本
(1.上海發那科機器人有限公司,上海 201206;2.上海交通大學 材料科學與工程學院,上海200240)
0 前言
工業機器人經多年的發展先后經歷了“示教再現”與“離線編程”階段,目前正在向“智能”化階段發展[1]。根據國際機器人聯合會(IFR)數據統計,約30%的工業機器人已應用到焊接領域。傳統的示教再現型機器人尚不具備對外部環境的自主感知,特別是焊接軌跡基于外部環境變化(加工差異性、夾具定位誤差及熱變形等)的自主修正和糾偏[1-3]。
近幾年,隨著計算機視覺、模式識別、圖像處理等技術的發展,機器人焊接智能化應用研究得到逐步推廣并大規模應用,而激光結構光傳感器具有結構簡單、體積小等特點,廣泛應用于機器人焊接的焊縫跟蹤、軌跡規劃等,逐漸成為焊接過程自動化和智能化中的關鍵技術之一。相比于被動視覺直接使用焊接電弧光作為圖像采集的光源,基于線結構光的激光跟蹤傳感器受焊接過程強烈弧光干擾相對較小,在前視距離設定合理的條件下獲取的激光條紋圖像質量穩定、焊縫形貌特征明顯、適應性強且處理算法相對簡單,目前主要應用于焊縫坡口形貌焊前掃描、初始焊位識別和焊縫跟蹤等領域[4-5]。
基于視覺的焊縫跟蹤目前以線結構光傳感器為主流方向。線式激光結構光傳感器是由激光二極管產生特定形狀的激光投射到工件表面,形成反映焊縫形貌的激光條紋圖像,反射投影到CCD圖像傳感器,進行三維信息恢復重建,可實現初始焊位識別、焊縫導引及跟蹤等[6-7]。本研究基于FANUC弧焊機器人(Fanuc M-20ia)平臺,自主研制一套激光視覺傳感器并開發FANUC機器人控制器的通訊模塊,開展線結構光參數標定、激光條紋特征提取及角焊縫跟蹤試驗系統測試與驗證。
1 線結構光焊縫跟蹤傳感器研制
基于FANUC弧焊機器人平臺(見圖1),研制一套激光視覺傳感單元,包括傳感器驅動與圖像采集模塊、圖像處理與三維重建模塊及弧焊機器人通訊模塊。其中,圖像采集裝置由傳感器保護殼體、CCD感光元件、線激光發射器、減光及濾光片等組成。
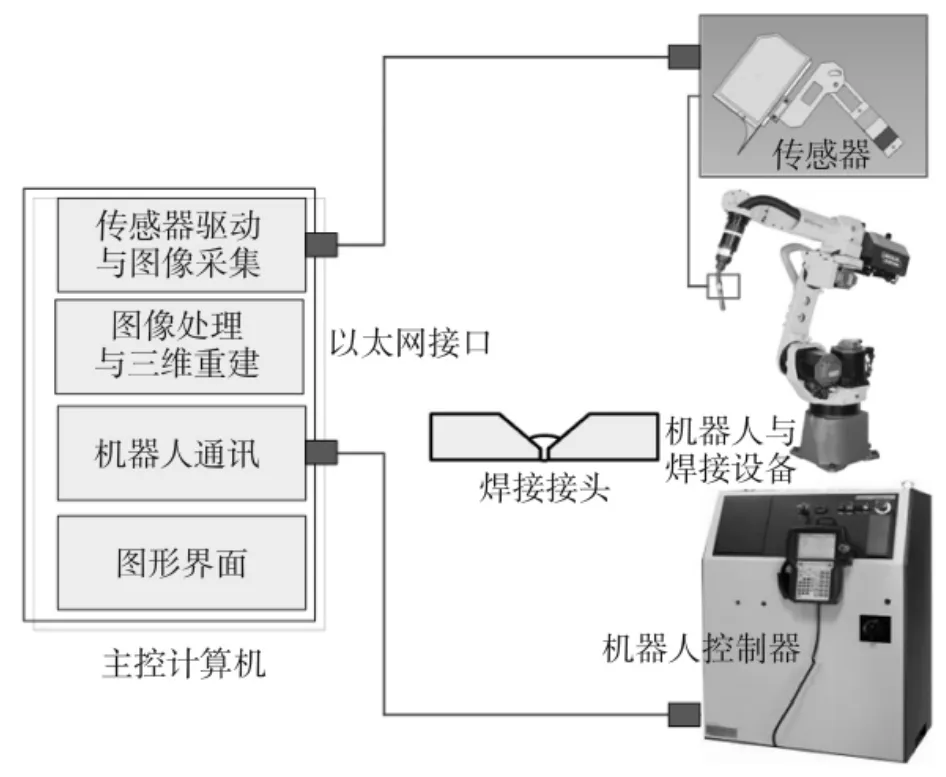
圖1 弧焊機器人系統示意Fig.1 Scheme of arc welding robotic system
為了有效抑制焊接過程強弧光干擾,針對低碳鋼機器人MAG設計了濾光系統。Q345鋼GMAW焊接電弧光譜信息如圖2所示,除去金屬Fe元素譜線,電弧區域Ar譜線中心波長主要分布在600~700 nm區間,可選取中心波長相近的激光器作為光源,濾光片中心波長選擇660 nm窄帶濾光片,通過窄帶濾光系統可有效減少強弧光干擾,增加圖像信噪比。
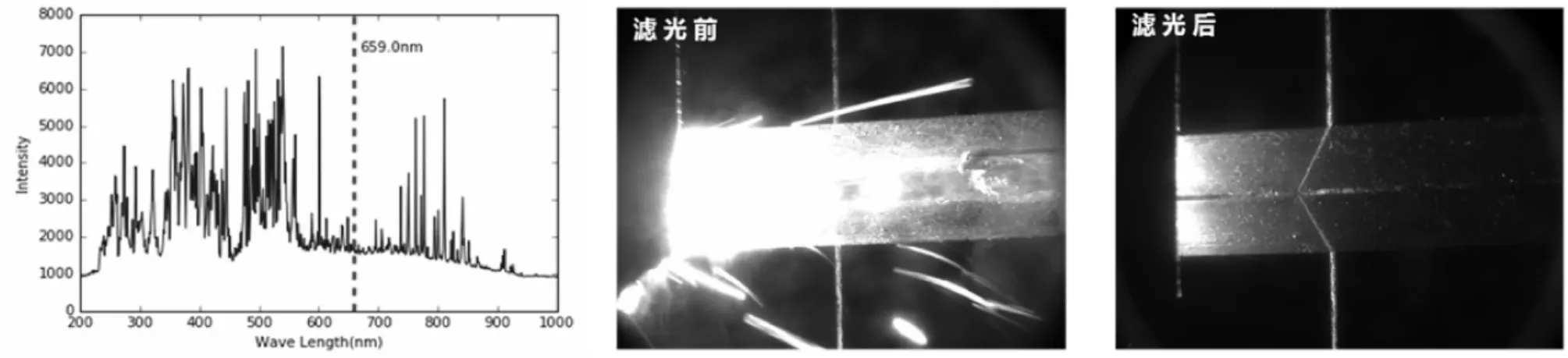
圖2 低碳鋼GMAW濾光系統比較Fig.2 Comparative analysis of optical filter
通訊模塊借助Fanuc M20-ia通用傳感器接口R691 Universal Interface,相關配套軟件基于通訊協議實現基于TCP/IP焊縫跟蹤接口,以固定頻率(50 Hz)將工具坐標系下的焊縫中心點發送至機器人控制器。
1.1 視覺系統標定
線結構光視覺系統傳統標定方法基于三角測距理論將圖像坐標系下的二維像素點轉換為相機坐標系下的三維坐標,最后建立相機坐標系和機器人TCP坐標系的“手眼”關系矩陣。基于已知激光平面參數[A,B,C,D]T和單應性變換矩陣 HK,通過激光轉換矩陣CTi將圖像中的激光條紋中心點轉換至三維相機坐標系FC,具體流程如下:
(1)在多個任意角度對圓點標定板采集標定數據,每個位置分別采集標定板圖像、激光圖像和機器人姿態數據,進行相機標定,獲得外參矩陣Hj。
(2)單幅圖像選擇多組共線的圓心坐標gi,直線方程擬合激光條紋。
(3)對第j張圖像,計算激光直線與圓心直線的交點,作為Fi(圖像平面坐標系)下的激光點坐標p。根據交比不變求出Fg(標定板中心為原點的世界坐標系)下的激光點坐標P。已知Hj,根據公式計算激光點在FC(相機坐標系)坐標MC,不同角度采像重復步驟(3)和(4)。
(4)使用奇異值分解(SVD)優化得到激光平面方程,計算坐標系下的點轉至二維坐標系對應的點)和mi(坐標系下的點在圖像坐標系下的點)擬合單應性矩陣,給出激光轉換矩陣CTi,結合相機標定結果,給出手眼矩陣tHC。
完成上述標定后,任意圖像中的激光條紋中心點都可以通過激光轉換矩陣計算出其在機器人TCP下的坐標,完成三維重建的過程。進而通過計算出相對焊槍尖端點的距離,如圖3所示。
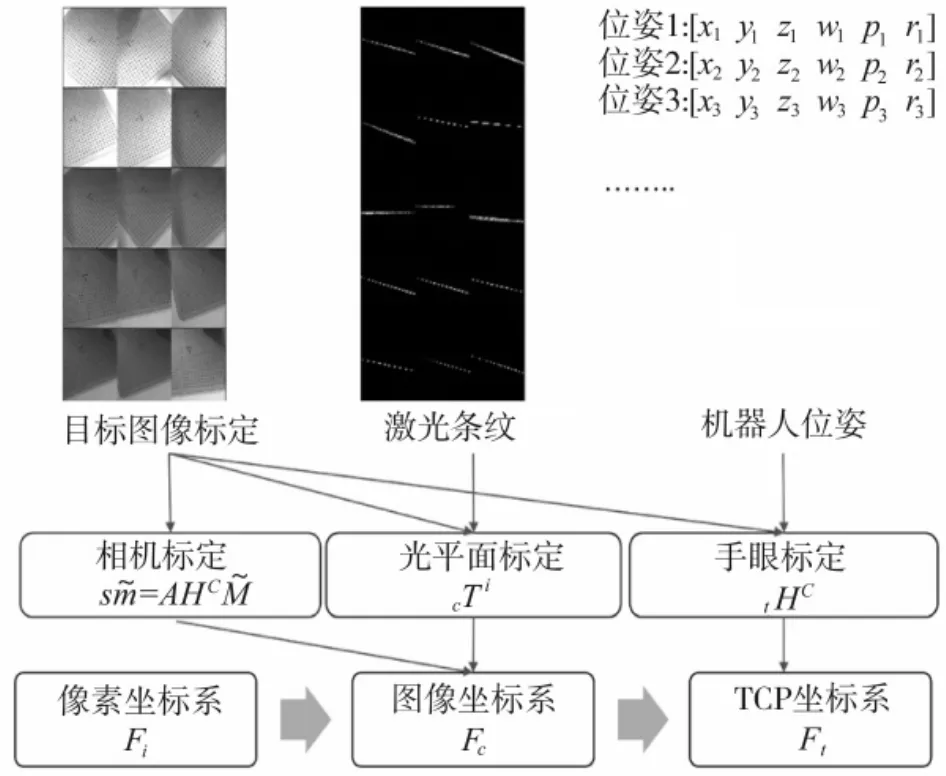
圖3 線結構光標定流程Fig.3 Calibration procedure of line structured light vision sensor
1.2 激光條紋特征提取算法
線激光投射到工件表面,形成反映焊縫形貌的激光條紋圖像,反射至CCD靶面。激光條紋圖像包含焊縫截面形貌特征,為進一步確定激光條紋幾何信息,需要提取激光條紋中心坐標。鑒于機器人GMAW焊接過程電弧光、飛濺及焊接煙塵等干擾,本研究基于Hessian矩陣線的特征及其角度值提取算法,將其與噪聲進行分割,獲得激光條紋中心點。Hessian矩陣是圖像處理中廣泛使用的一種特征提取辦法,對于一張二維灰度圖像,每個像素點的灰度值可以用L(x,y)表示,而該像素點的Hessian矩陣表示為
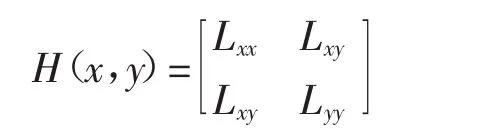
式中 Lxy為灰度值在x,y方向上的偏導數;Lxx為灰度值在x方向上的二階偏導數;Lyy為灰度值在y方向上的二階偏導數。
Hessian矩陣中各元素可以由圖像的二維卷積計算出,計算出Hessian矩陣后,利用其特征值與特征向量可以近似計算圖像灰度在該像素位置的主曲率與主方向。而線特征的中心坐標是法向上灰度梯度為0、灰度值最大的位置,得到線法向截面上灰度值的一階導數過零點,以此作為激光條紋中心的亞像素坐標[8]。另外,針對特定的焊接接頭形式如角焊縫,通過事先定義焊接接頭形式的形貌模型對接頭形式進行分區劃分。對于兩工件互相垂直的T型接頭角焊縫,可以分兩個子區定義其形貌模型,并且根據激光條紋點方向定義各子區的角度范圍,如圖4所示。每個子區有兩個參數,坐標范圍表示圖像的列區間,角度表示圖像中激光條紋線段應有的角度范圍(根據實際采集到的圖像經驗確定)。
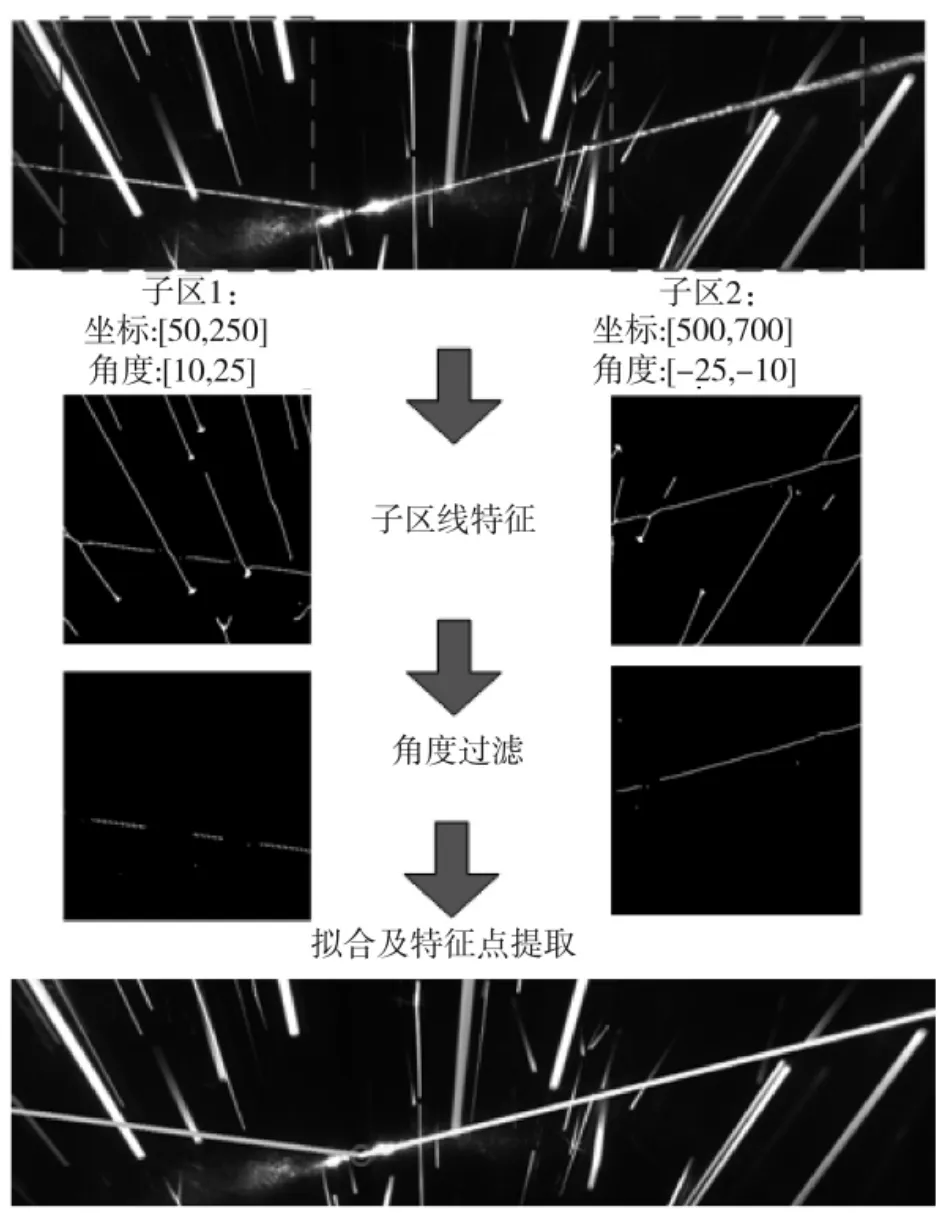
圖4 角焊縫激光條紋特征點提取Fig.4 Feature point extraction for fillet weld
雖然Hessian矩陣特征值提取的激光條紋濾去了大量噪聲點數據,但仍然存在一部分異常點,接下來采用隨機采樣一致性(RANSAC)算法,通過大量迭代,每次迭代選擇所需最少的數據點擬合模型,并與點集數據進行比較,去除異常點,最后用最小二乘法擬合激光條紋直線方程,其中交點為角焊縫的特征點。
2 T型接頭角焊縫跟蹤試驗
在設計焊縫跟蹤試驗時,預先機器人會有一條示教軌跡,在執行搜索-跟蹤環節,計算實際軌跡與示教軌跡的偏差,調整焊槍TCP位置。對于T型接頭角焊縫,只有一個焊縫特征點,將其視為焊縫中心點,焊縫跟蹤過程便是不斷傳輸焊縫中心點在工具坐標系中的坐標給機器人控制器,控制機器人移動焊槍至下一個跟蹤點的過程。
實際焊接過程跟蹤結果如圖5所示。由圖5可知,x和z方向的誤差范圍為±0.69 mm、±0.53 mm,假設平均誤差為誤差曲線中所有點的絕對值的平均,則x,z以及二維平均誤差分別為(0.40 mm、0.33 mm、0.52 mm)。
3 結論

圖5 T型接頭角焊縫跟蹤試驗及誤差Fig.5 Experiment and error of seam tracking for fillet weld
針對FANUC弧焊機器人自主開發了一套激光視覺傳感系統,并在此基礎上完成了視覺系統標定、通訊協議和激光條紋圖像處理算法開發等。針對T型接頭角焊縫進行了焊縫跟蹤試驗驗證,軌跡跟蹤精度平均誤差控制在0.52以內,滿足機器人GMAW焊縫跟蹤實際需求。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
