規范核設備制造安裝中的焊接相關熱處理程序
2018-11-09 11:11:56石立波
電焊機 2018年10期
石立波,王 勇
(1.中國中原對外工程有限公司,北京100191;2.中國核電工程有限公司,北京100840)
1 核電站建造中的焊接相關熱處理
熱處理是采用適當方式對金屬材料或工件進行加熱、保溫、冷卻以獲得預期的組織結構與性能的工藝。碳鋼、低合金鋼大量應用于核電設備中,當材料強度較高、接頭拘束度和厚度相對較大時,焊接難度相應提高。為保證焊后不出現裂紋等缺陷,需在焊前進行預熱、必要時焊后進行相應的熱處理來延長冷卻速度,避免出現裂紋類缺陷和淬硬組織。合理、有效的預熱、焊后熱處理技術規程和溫度控制措施可以避免缺陷的產生并降低應力,保證焊接接頭滿足設計要求。熱處理是核設備制造過程中調整材料狀態及產品性能的特殊過程,應該對熱處理質量控制要點作出規定,以確保核電產品質量。
核設備生產許可制度要求核電站的生產企業單獨制定相關質保程序,核設備生產質保體系是強制實施。在國家頒布的核安全法規中,諸如HAF003、500 號令、HAF601、HAF602、HAF603、HAF604 都涉及到焊接和無損檢測的內容,熱處理屬于焊接的一部分,因此在核工程中整個焊接及其熱處理質量管理應上升到法規的層次。
2 核設備的熱處理與國內其他行業的對比與建議
國內三代核電站還未發布針對核電熱處理方面的專門標準,但在一些標準、技術規格書里有涉及到熱處理的章節。在此針對AP1000、華龍一號、國產壓力容器、火力發電廠的一些標準進行簡單對比,以了解國內核電在熱處理方面規定的不足之處。
2.1 焊接相關熱處理涉及標準
焊接相關熱處理涉及標準如表1所示。
從標準層面看,核電系統沒有專門的熱處理標準,在相關技術規格書中的熱處理章節多以熱處理工藝為主,在熱處理設備、質量控制方面略有不足,因此建議核電標準設計時增加熱處理的專用標準,同時引用GB/T 9452熱處理爐有效加熱區的測定方法和JB-T 10175熱處理質量控制要求。
2.2 焊接相關熱處理涉及的人員要求
與焊接相比,對核電中的熱處理人員沒有專門的要求,幾個標準中的要求對比如表2所示。
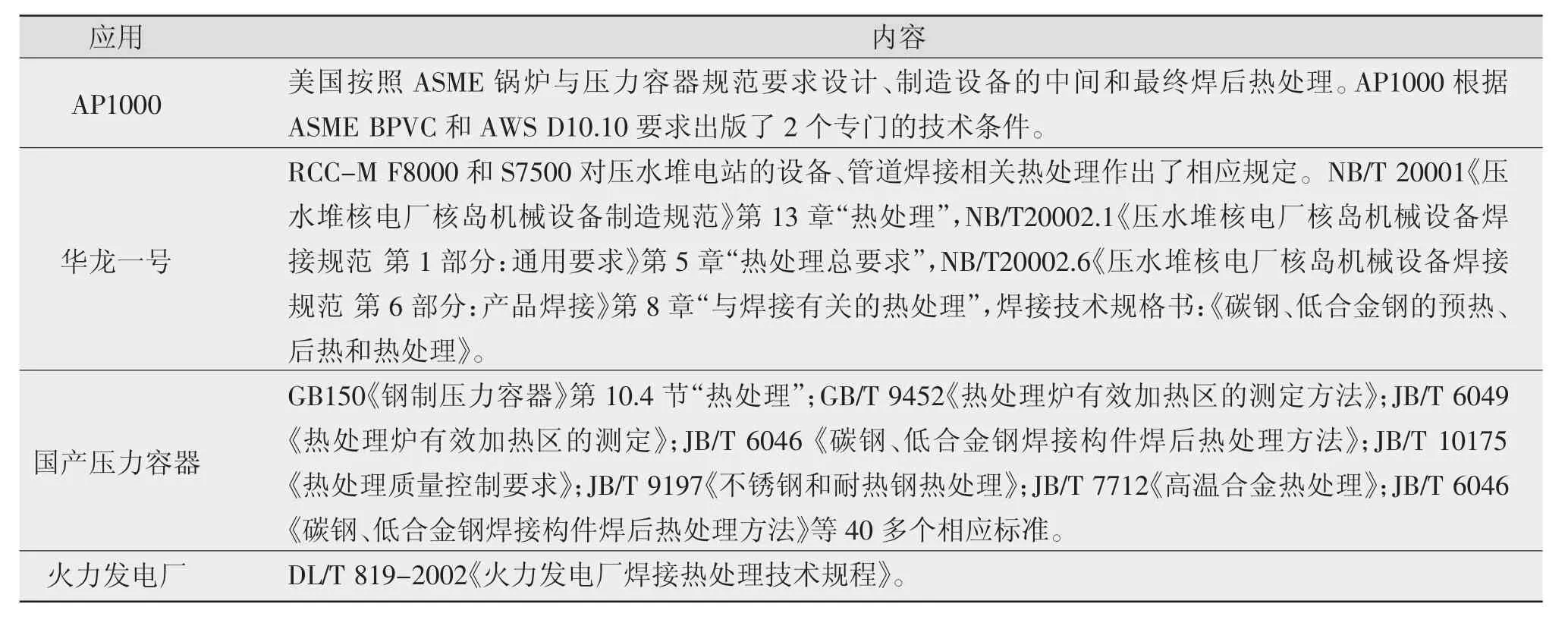
表1 相關熱處理涉及標準

表2 相關熱處理涉及的人員要求
從人員管理上看,建議增加對熱處理操作人員資格的規定,避免出現壓力容器制造需要熱處理操作證書,而核電設備制造反而不需要的情況。
2.3 焊接相關熱處理涉及設備要求
焊接相關熱處理涉及的設備要求如表3所示。
由以上對比可知,核電的NB標準中對設備的要求較為模糊,例如“控溫系統能使用有效容積中任何亮點的溫差控制在規定的最大范圍內”,這個規定的最大范圍在相關的技術規格書中無明確規定;“在規定爐氛類型的整個熱處理期間,應隨時能檢測爐氛”,這個規定的爐氛也沒有相應規定。因此建議核設備制造中直接采用JB/T 10175《熱處理質量控制要求》的相關規定。
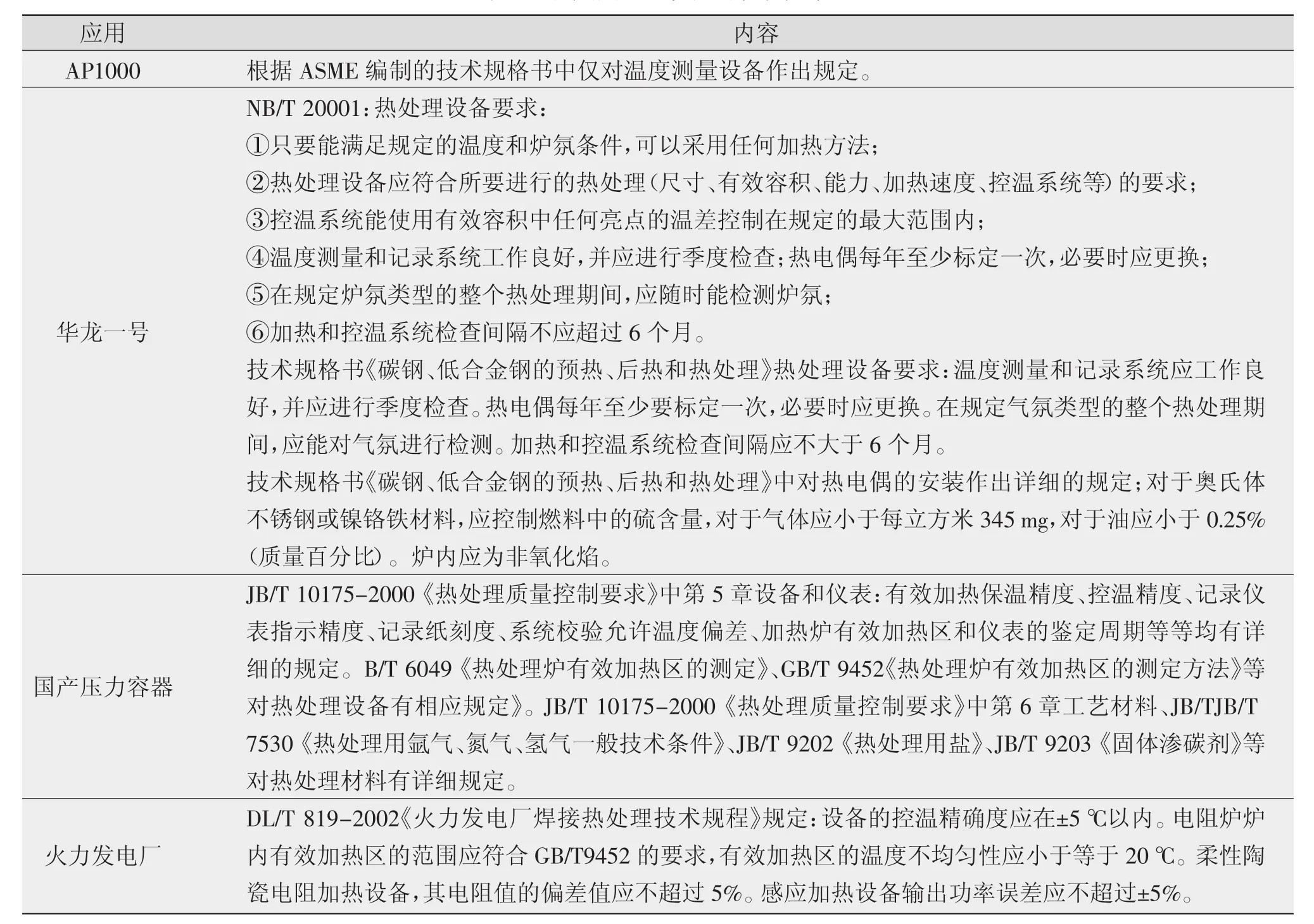
表3 相關熱處理涉及的設備要求
2.4 焊接相關熱處理涉及的歸檔資料
焊接相關熱處理涉及的歸檔資料如表4所示。
歸檔資料是質保監察的重要一環,也是產品質量可追溯性的重要依據,因此歸檔資料應該全面,建議綜合其他行業的經驗,制定更為詳細的歸檔資料,如增加系統校驗記錄等。
除了標準規范中加強對熱處理的要求,也需加強生產廠家和施工單位的熱處理程序,編制過程中應注重以上問題,提高程序的規范性和可操作性。
核設備制造和安裝中熱處理工藝選擇、熱處理操作工評定、熱處理設備檢查、熱處理文件等全部生產管理過程必須要求完備的質量保證程序,只有全部過程按照認可的程序有效執行,所有熱處理活動才能做到有法可依、有章可循。
3 核設備焊后熱處理工藝控制要點
產品熱處理工藝一般有成熟的推薦規范或成功的熱處理工藝試驗作為技術支撐,消除應力熱處理、后熱處理、預熱處理的實施規范均在核電站相應的技術規格書中作了規定。
技術規格書有些規定交集處,應相互對照后執行,例如:規定裝爐溫度不得超過400℃或根據設備情況采用更低的裝爐溫度,有的廠家將產品的裝爐溫度設定為400℃。但技術規格書中還有其他規定:在任何情況下,形狀簡單的設備,在350℃以上時,加熱(或冷卻)速度都應不超過下列數值:對于厚度不超過25 mm,為220℃/h;對于厚度大于25 mm,取下列兩數中的較大者:220℃/h除以A(A=最大厚度/25 mm)或者是55℃/h。即加熱速度和冷卻速度的開始時間是350℃,因此有經驗的廠家會將產品的裝爐溫度控制在350℃以下。
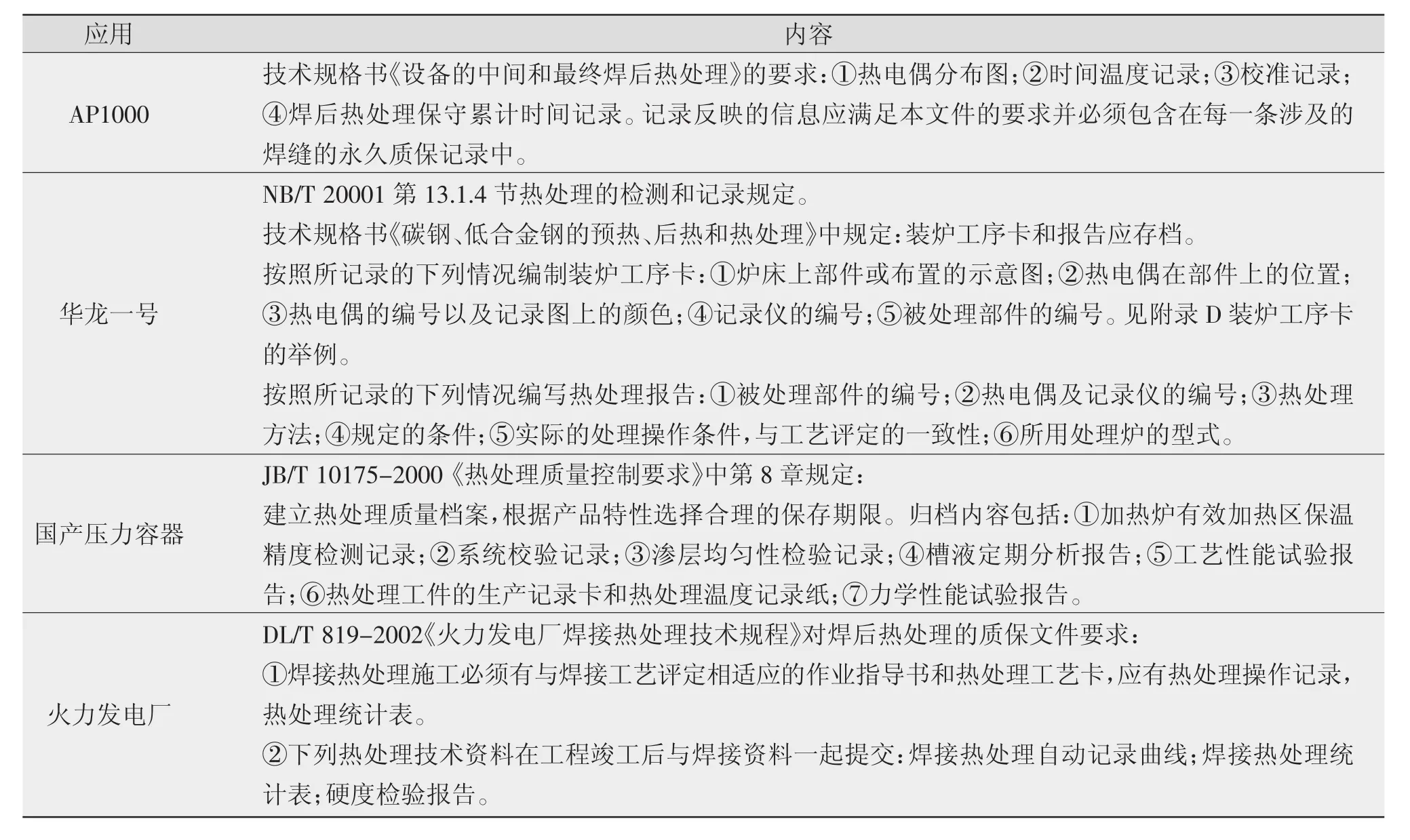
表4 相關熱處理涉及的歸檔資料
因此對規范、標準的理解應細致,在實際生產中注重相關細節。對潛在的熱處理質量問題進行深入調查和分析,找出熱處理生產中的薄弱環節,還應注意以下一些問題:
預熱溫度測的是坡口溫度,道間溫度測的是焊接接頭中間焊縫的溫度而不是熱影響區的溫度。一般情況下,這些參數應根據母材的化學成分、厚度來確定。焊后熱處理的溫度首先根據不同的分類公式確定Ac1溫度,再根據厚度等條件確定熱處理參數,焊后熱處理的溫度不能超過Ac1溫度,但實際上一般都是在已有成熟經驗的基礎上按標準的規定執行。但標準中給出的熱處理參數均為推薦的最低要求。承包商應在這些最低要求基礎上,通過試驗結果來選擇與焊接操作有關的熱處理參數,并通過焊接工藝評定確定最佳的有關熱處理參數。
在焊接奧氏體不銹鋼時,禁止使用測溫筆測量。
一般情況下,后熱時間至少1 h,除非焊后溫度降到室溫前立即進行消除應力熱處理則可不做后熱。
如果由于尺寸或技術原因,整個焊件在密閉爐中不能一次進行所有熱處理,采用分段熱處理,重疊區受到兩次熱處理,應驗證材料的力學性能以及必要時驗證該區域的腐蝕敏感性;若涉及到一條或幾條焊縫,應考慮相應焊接工藝評定的有效性。
設備內部加熱的熱處理:在設備內部進行加熱處理時,應在設備上覆蓋一層隔熱材料(可以是最終的保溫層)。密封設備在加熱過程中應監測其內壓,以確保設備不發生變形。
采用可燃氣加熱時,嚴禁手持噴槍;不允許內焰接觸工件,焊接部件應與焰道保持足夠距離,火焰不應直接與焊件接觸。
在設備熱處理時,見證件應放在被熱處理設備內部,否則將其放在設備旁邊,使見證件經受與設備相同的熱處理。在見證件上固定一個或幾個熱電偶。當見證件與設備無法同爐熱處理時,可分別進行熱處理,但見證件與設備的熱處理規范(即加熱速度、最高加熱溫度、保溫時間和冷卻速度)應相同。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
專用汽車(2016年4期)2016-03-01 04:13:43
銅業工程(2015年4期)2015-12-29 02:48:39
