電弧與機械加工集成的增/減材復合成型系統的研發
2018-11-09 11:11:54陳森昌張李超史玉升王紅云賈和平
電焊機 2018年10期
陳森昌,張李超 ,史玉升 ,張 平,王紅云,賈和平
(1.廣東技術師范學院,廣東 廣州 510665;2.華中科技大學,湖北 武漢 430074;3.江蘇九鈺三維技術有限公司,江蘇昆山215300)
0 前言
用增材制造方法直接成型金屬材料功能零件是當今研究的一大熱點[1],其研究主要集中在SLM方法[2],該方法優點突出[3],但成本高、效率低[4-5],目前只有航空航天、軍工領域有少量應用[6-8]。弧焊增材制造是一種低成本成型金屬零件的方法[9-10],其成型速度快,但成型件的精度低[11-12],一些研究者嘗試將弧焊成型與機械加工結合,開發試驗裝置[12],并利用這些裝置進行材料、工藝研究[13-15]。本研究將弧焊增材與加工中心的減材集成在一臺設備上,開發出既能滿足低成本、快速制造,又可以保證零件高精度的增/減材復合成型系統,為一般工業企業運用增材技術提供了一種新的選擇。
1 增/減材復合成型系統的體系設計
增/減材復合成型系統需要增材和減材2套機構,為減少重復結構,將增材和減材機構中的共有部分獨立出來集成一套,以供增材和減材需求時使用。共用機構包括運動機構和數控系統,構成了系統加工運動的執行部分,加上設備的機架、刀具庫等機械機構,組成了設備的基礎部分。
增材部分:以電弧焊接方法作為增材手段,增材控制部分根據切片軟件生成好的成型路徑規劃,指揮、協調數控系統、焊接電源和送絲機構,控制電弧按照預定運動軌跡完成堆焊任務,從而達到增材的目的。
減材部分:減材部分由常用的加工中心控制與進給機構組成,接受主控制器的信息,運動機構、數控系統和進給機構配合,完成機械加工減材的任務。
換刀機構:利用加工中心成熟的換刀機構開展換刀功能;在控制上將焊炬設置在一個專用框架上,將焊炬定義為一個指定的刀具,主控制器發出特定指令,由換刀機構像換切削刀具一樣進行更換。
輔助設備:由加工中心的輔助設備和焊接系統的輔助設備組成,提供支持、服務等工作。
主控部分:是設備的主控制和信息交流部分,讀取切片信息,設置參數,然后將指令發送給相應機構去執行。
增/減材復合成型系統結構示意如圖1所示。其硬件系統由主控部分、增材機構、減材機構、換刀機構、設備基礎部分和輔助機構6部分組成。
2 增/減材復合成型系統的組成
2.1 弧焊增材系統的選擇

圖1 增/減材復合成型系統結構示意
選取原則為成型效率高、應用范圍寬。從成型效率出發,應選擇連續自動電弧焊,滿足該要求的有鎢極氬弧焊和熔化極氣體保護焊,由于不需要更換或修理鎢電極,熔化極氣體保護焊的效率更高;從應用范圍考慮,為了使得增材部分具有成型復雜形狀、修復報廢零件及其適應多種材料的廣泛能力,選用奧地利Fronius公司具有CMT Advanced功能的焊接電源[12]。該電源的特點是在短路過渡時,控制系統自動檢測到短路信號,迅速將焊接電流降低至很小值,電弧幾乎熄滅,同時控制焊絲回抽,利用慣性使熔滴脫離焊絲端頭,完成熔滴過渡,避免了普通短路過渡方式易引起的飛濺。該電源可廣泛應用于各種不銹鋼、低中高碳合金鋼、鋁合金、銅合金、鑄鐵等材料的堆焊成型。
該系統由交流380 V供電;焊接電流范圍為3~400A;焊接電源質量為35.2kg;與電源配套的送絲機構選擇配備6種焊絲直徑(0.8 mm,1.0 mm,1.2 mm,1.6 mm,1.8 mm和2.0 mm),以適應各種成型和修復加工的需要。
2.2 設備基礎部分和減材加工部分
這兩部分相加即為常用的加工中心,選用功能較全的立式數控加工機床結構。將銑削、鉆削、攻螺紋等功能集中在一起,使其具有多種機械加工手段。加工中心設置有刀庫,存放刀具20把。該部分的主要尺寸和參數如表1所示。
2.3 自動換刀機構
為使設備可更換焊炬,設計一矩形支架在動力頭與刀庫相對的另外一側,將焊炬固定在其上。將支架和焊炬作為一個單獨刀具,在加工過程中,由程序自動選用和更換焊炬或者任何一把刀具進行預定加工。其結構如圖2所示。
2.4 主控制部分
選用工控機,其配置為Intel雙核E5300,250G硬盤,1G RAM,17”液晶顯示器。工作過程為:讀入切片好的數據信息,設置好加工參數,選擇“開始”,則系統開始自動工作。工作流程如圖3所示。
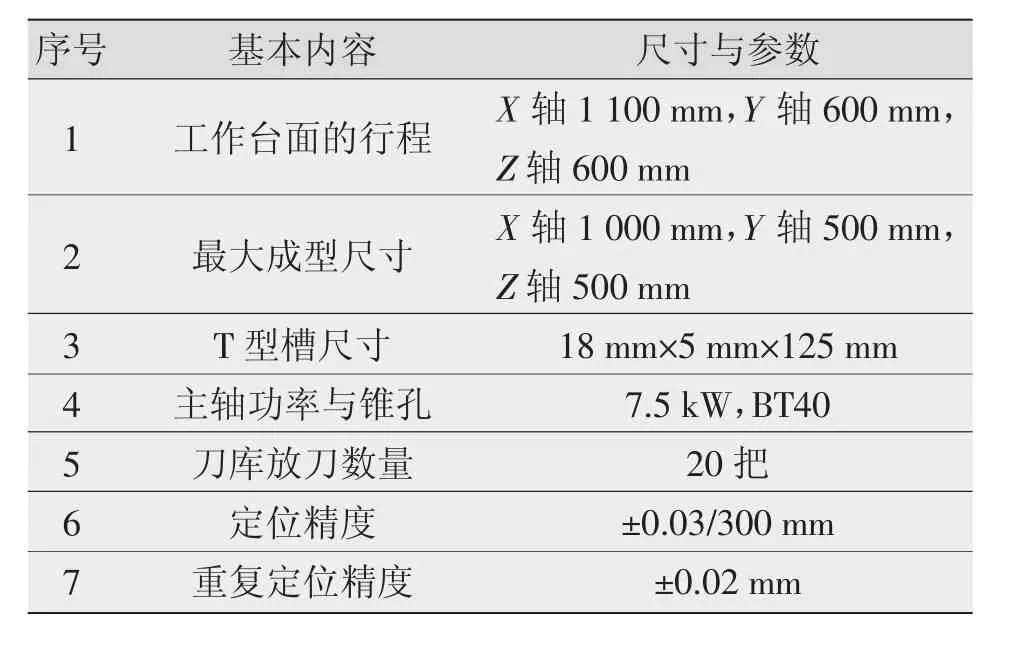
表1 加工中心機械部分主要尺寸和參數

圖2 刀具庫(左側)、動力頭(中間)和焊炬支架(右側)照片

圖3 增/減材復合成型系統工作流程
2.5 輔助機構
加工中心的輔助設備有冷卻機構、潤滑機構、排屑機構和液壓機構,焊接系統的輔助設備有供氣系統和冷卻系統,為各自的主系統提供保障和支持。
增/減材復合成型系統的外觀照片如圖4所示。

圖4 增/減材復合成型系統的外觀照片
3 增/減材復合成型系統的應用
為驗證開發系統的性能,利用增/減材復合成型系統進行形狀成形和報廢零件的修復。
3.1 金屬零件的直接成型
在Q235低碳鋼鋼板上,選用直徑φ1.2 mm的H08Mn2SiA焊絲,用增/減材復合成型系統成型出的空心“工”字狀樣件(見圖5),其優化的成型工藝參數為:送絲速度3.9 m/min,焊速0.006 m/min,電流136A,電壓 14.2V,層間溫度 50~70℃,氬氣保護,氣體流量15 L/min,成型樣件的硬度為189~215 HV,略高于基材板Q235的硬度。成型件設計尺寸為65 mm×35 mm×20 mm,由于是規則形狀,增材一次成型后,再用銑削加工。

圖5 增/減材復合成型系統制作的樣件
3.2 報廢零件的修復
用增/減材復合成型系統修復發動機缸蓋零件。缸蓋為鋁硅合金,壓鑄成型,使用中一角損壞。經過試驗,修復材料選用直徑φ1.0 mm的5356鋁合金焊絲,優化后的工藝參數為:焊接模式為CMT,電流109A,電壓10.1V,焊接速度0.0045m/min,送絲速度8 m/min,焊絲干伸長14 mm,保護氣為純氬氣,保護氣流量20 L/min,堆焊層厚2 mm。堆積成型的最大尺寸為92 mm×35 mm,加工后壁厚10 mm;修復加工方法為:先堆積成型,然后用銑削加工出表面,再加工橫向孔和垂直方向的螺紋孔。由于該零件是壓鑄件,一次快速銑削可滿足表面粗糙度要求,橫向孔和螺紋孔則需要精加工。修復后的發動機缸蓋照片如圖6所示。

圖6 修復的發動機缸體零件照片
4 結論
(1)研發了增/減材復合成型加工設備。開發工控機為主的控制系統;將運動機構和數控系統集成來執行增材、減材加工的運動軌跡;將焊炬設置為一把刀具,由換刀系統更換;選用具有CMT功能的電源設備和具有多種焊絲直徑的送絲機構;整臺設備由主控部分、增材部分、減材部分、換刀機構、設備基礎部分和輔助機構6部分組成。
(2)增/減材復合成型能力。通過加工樣件和修復報廢零件,研發的增/減材設備具有復合加工能力,可以滿足廣泛的要求。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
