埋弧焊電弧空腔行為及其影響
2018-11-09 11:11:22
電焊機 2018年10期
關鍵詞:焊縫
(太原理工大學焊接材料研究所,山西太原030024)
0 前言
埋弧焊以高效、自動化優勢廣泛應用于各種行業,包括造船、建筑、能源、管道、風塔和海洋平臺等。雖然工藝原理并沒有被改變(見圖1),但是填充材料和電源設備方面的技術在不斷改進。然而,該工藝的一個基本特征是電弧是被掩埋在焊劑之中燃燒的,從外部看不到電弧發出的弧光和電弧形態。與其他電弧焊工藝相比,這種受限制的可視性在一定程度上影響了對該工藝的深入了解,有可能限制了埋弧焊設備的換代和發展。隨著高速成像技術的進步和試驗裝置的不斷更新,有可能對埋弧焊電弧空腔內發生的真實情景有新的認識。為此,作者基于多年的焊接實踐并參考近年來有限的埋弧焊相關研究文獻,特意將電弧空腔的形成與工藝參數相聯系,探討空腔內電弧、熔滴過渡、冶金反應及其影響。該項工作對進一步認識埋弧焊工藝、豐富埋弧焊理論以及工程應用,具有一定的參考價值和理論意義。
1 埋弧焊電弧空腔
1.1 埋弧焊電弧空腔及其形成
1.1.1 電弧空腔概念及性質
埋弧焊最明顯的特點是電弧被掩埋在焊劑下,由于電弧熱作用,在電弧周圍形成一個所謂的空腔,空腔內壁由半熔化狀態的熔渣壁組成。在空腔內充滿了金屬蒸氣和焊劑分解物混合煙氣。由于其一定的煙氣內壓力,撐起了一個電弧空腔(見圖1)。
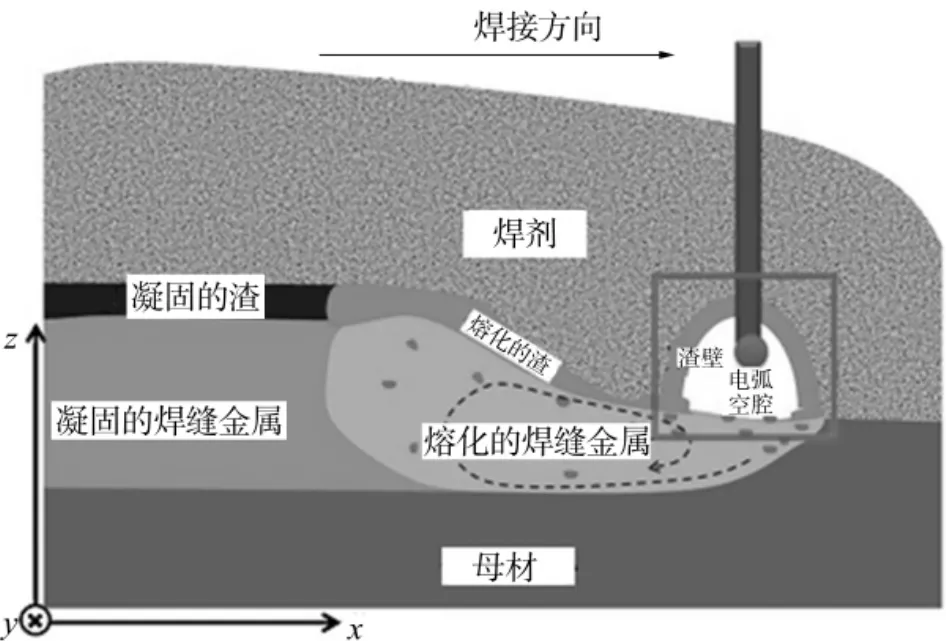
圖1 埋弧焊工藝原理示意
1.1.2 電弧空腔的形狀
電弧空腔的示意性形狀如圖1所示[1]。用一個隧道插入埋弧電弧空腔抓拍的高速攝像圖如圖2所示[2]。實測的電弧空腔內部被弧光照亮,空腔形狀雖然沒有那么規則和理想,但大致上壁頂近乎圓球形(圖中黑線標出)。
1.1.3 焊絲在空腔的位置
焊絲在空腔位置示意如圖3所示,可以看出,焊絲在空腔的位置大致有兩種情況,在垂直焊接方向截面(見圖3a),焊絲處于空腔頂的對稱中心位置;在沿焊接方向截面,焊絲偏離空腔頂對稱中心,偏向焊接方向一側(見圖3b)。
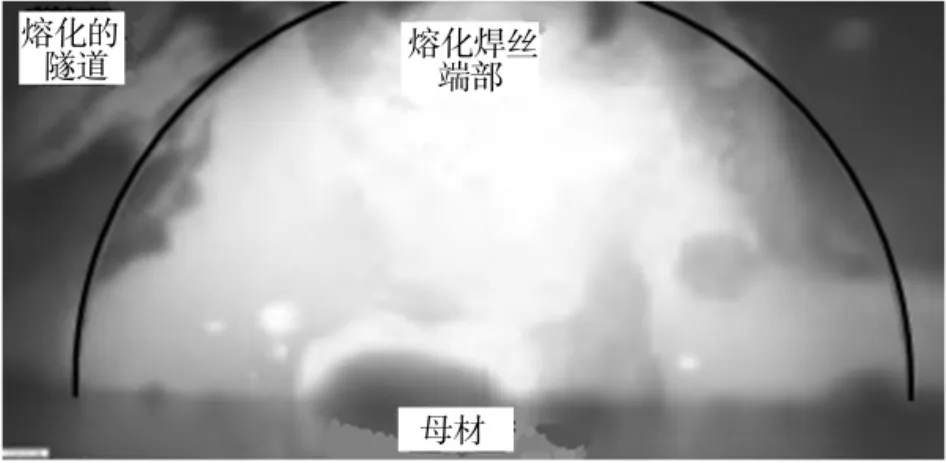
圖2 實拍的埋弧焊空腔形貌(600 A、直流反接、垂直于焊接方向)
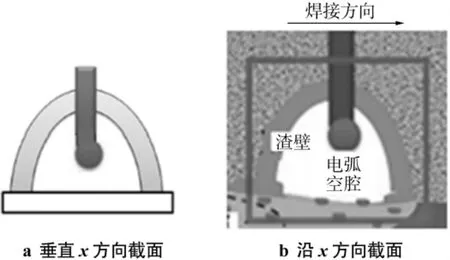
圖3 焊絲在空腔位置示意
軟壁空腔動態特點為:上部為半熔化狀態的焊劑球形壁面(軟體壁面),底部為水平液態熔池組成的一個三維空間。該空間一直支撐著上部一層焊劑的覆蓋,并處于連續運動狀態。最大特點是隨著時間推移空腔連續位移,在空腔后側底部形成焊縫,上部凝固形成熔渣。電弧空腔是一個動態過程存在的結構,一旦焊接工藝完成,空腔即刻消失。
1.1.4 空腔形成條件
空腔形成條件缺一不可。包括:a.材料因素:焊劑、焊絲、母材;b.設備因素:弧焊電源及控制箱、焊接機頭和工作臺;c.冶金因素:一是電弧把焊劑、焊絲、母材熔化;二是空腔內充滿金屬蒸氣和焊劑分解物混合煙氣,并形成一定氣壓。
1.2 埋弧焊電弧空腔的影響因素
1.2.1 焊劑品質
涉及焊劑熔渣的堿度以及焊劑粒度組成。焊劑熔渣的堿度關系到焊劑的熔點和凝固點,會影響空腔體積的大小和熔渣凝固的速度。焊劑粒度組成則涉及焊接煙氣的排放。
1.2.2 焊接參數
a.焊接電流。電流大,提供的熱能量多,空腔溫度高,體積變大,熔池的體積也會變大;反之,空腔體積變小,熔池的體積也會變小。
b.電弧電壓。電弧電壓高,電弧體積增大,空腔體積變大;反之,空腔體積變小。
c.焊接速度。焊接速度加快,熱源存在時間變短,空腔體積變小;反之,空腔體積變大。
d.焊劑厚度。焊劑的堆積厚度關系到對空腔施加的壓力,太厚時壓力過大,可能減小空腔體積。可以預見的是,在給定的焊劑堆積厚度范圍內,通常不會發生空腔體積被壓小的現象。
e.電源極性。鑒于極性對電弧發熱機構的影響機制,直流正接(DCEN)空腔溫度較低,直流反接(DCEP)空腔溫度較高[2],前者空腔體積小于后者。
f.焊絲干伸長。應當對電弧空腔的體積變化沒有太大影響。
g.焊絲直徑。焊絲直徑大,所需電流大,電弧空腔的體積增大;反之亦然。
2 埋弧焊電弧空腔中的電弧及熔滴過渡行為
2.1 電弧形態
雖然埋弧焊的電弧是掩埋在焊劑中燃燒的(見圖1),從外部看不到電弧發出的弧光和電弧形態。但是埋弧焊電弧與氣體保護焊中的電弧有本質上的差異。實心焊絲CO2氣保護焊時,電弧是在焊絲端頭整個截面上產生的,同時熔滴在短路過渡瞬間會出現電弧瞬間熄滅現象,因此實心焊絲的電弧形態屬于活動、斷續型。而埋弧焊絲熔滴的過渡是沿“空腔”的渣壁向下滑落,并未出現電弧瞬間熄滅現象,因此該類焊接方法的電弧形態應屬于連續、非活動型[3]。
2.2 熔滴過渡形態
埋弧焊電弧在焊劑空腔內燃燒,其熔滴過渡方式可能有多種,多個文獻對此的論述如表1所示。文獻[4]認為,在埋弧焊中,收縮效應(電磁收縮力)的作用很大,可以相信端部熔化金屬是以顆粒狀過渡的。當埋弧焊縮短弧長時,也會發生短路,但是短路時間非常短,大約只有1/500~1/1 000 s,瞬間即重新回到燃弧狀態(在正常電壓下穩定焊接時,不會發生短路。因為大電流時電弧力足夠大,強烈阻礙焊絲和熔池相互接觸)。文獻[5]認為,通過X射線高速攝影觀察可知,埋弧焊時電弧是在熔渣形成的空腔內燃燒的,大部分熔滴都沿著渣壁流入熔池,即成渣壁過渡形式(見圖4)。一般低速焊接時,熔滴沿電弧前面渣壁過渡較多,焊接速度加快后,熔滴沿電弧后面渣壁過渡較多。此外還有少數熔滴是通過空腔內的電弧直接過渡的(滴狀過渡)。文獻[6]采用一個橫穿焊縫的“隧道”裝置,并用高速錄像、光譜技術和FFT電信號分析等方法,研究了埋弧焊電弧空腔中的熔滴過渡形態。結果表明,所有情況下都沒有短路過渡;也沒有噴射過渡的證據;但觀察到非軸向粗滴狀過渡。文獻[7]采用雙絲串聯埋弧焊等試驗方法分析了埋弧焊中熔滴過渡形態。結果表明,在低電流時排除了噴射過渡的可能,大電流時確認了渣壁過渡形態。

表1 研究文獻對埋弧焊電弧空腔中熔滴過渡形態的論述
埋弧焊熔滴過渡最新的研究成果如表2所示[8]。通過垂直于焊接路徑插入一個薄鋼片隧道,拍攝的視頻截圖(見圖5、圖6)比較清晰,分辨率尚可。電弧空腔內比較混濁、不干凈。焊劑顆粒、渣粒紛紛下落,混合煙氣彌漫,熔滴爆炸飛濺隨處可見,嚴重阻擋視線。無論是500 A還是1 000 A電流,電弧中呈現的熔滴形狀非常不規則,絕對不是明弧中的球形或變形球狀,熔滴表面很不光滑。500 A電流時熔滴尺寸比較大,大于焊絲直徑;1 000 A電流時熔滴尺寸比較小,小于焊絲直徑。熔滴過渡頻率隨電流增大明顯提高。視頻截圖可以明顯看到非軸向滴狀過渡,盡管在1 000 A時非軸向滴狀過渡傾向有減弱趨勢。但觀察到一種新的熔滴過渡形態和機制。在焊絲尖端逐漸變細處,噴射出熔融的“尾巴”,有點類似于GMAW中的旋轉噴射過渡特征。此即所謂“鞭尾”形熔滴過渡(見圖7、圖8),但它也是噴向渣壁方向過渡的。文獻[8]這樣描述:“噴出的金屬對著(渣壁)側面飛,并撞擊3 638幀圖時的焊劑壁,給出了在焊劑下發生過程的良好表現”。
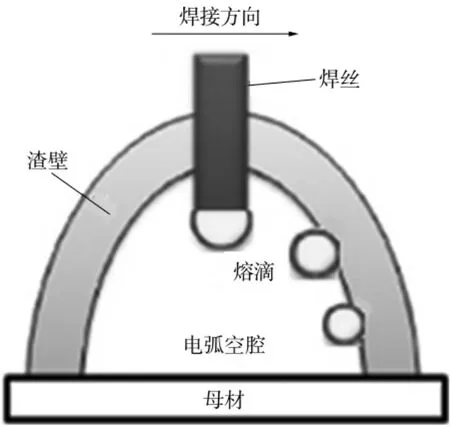
圖4 渣壁過渡示意
綜合分析表1、表2可知:(1)空腔內的熔滴呈滴狀過渡。這是因為埋弧焊所用電流很大,電流密度高,電磁作用力比較強烈。(2)熔滴是否沿渣壁滑落進入熔池,尚需具備兩個條件:①熔渣形成的電弧空腔壁;②熔滴的非軸向脫落。條件①已經具備,條件②因空腔內充滿了焊劑高溫熔化產生的CO和金屬蒸氣,對熔滴有排斥作用,同時還有磁偏吹作用[4],在一定條件下(如電流不太大,但大于或等于400 A時)很可能呈非軸向排斥過渡。此即典型的渣壁過渡形態機制(見圖4)。(3)縱然在近期的研究中,當1 000 A電流時出現了新的過渡形態,即所謂“鞭尾”形過渡,但熔滴最終也要通過渣壁落入熔池。另外,雖然在雙絲串聯埋弧焊中,大電流時可能出現細熔滴滴狀甚至噴射過渡形態,但在單絲埋弧焊中,排除了雙絲電弧的相互作用后,在400~800 A常用電流時,渣壁過渡仍應成為主導過渡形態。

表2 最近的埋弧焊熔滴過渡觀察結果(焊絲直徑3.2 mm、直流反接)
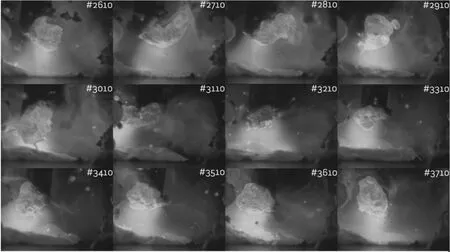
圖5 71號試驗(500 A,30 V)期間SAW中的熔滴過渡
3 電弧空腔內的冶金行為及其影響
3.1 電弧空腔行為與焊絲、熔滴及焊縫中氧含量的關系
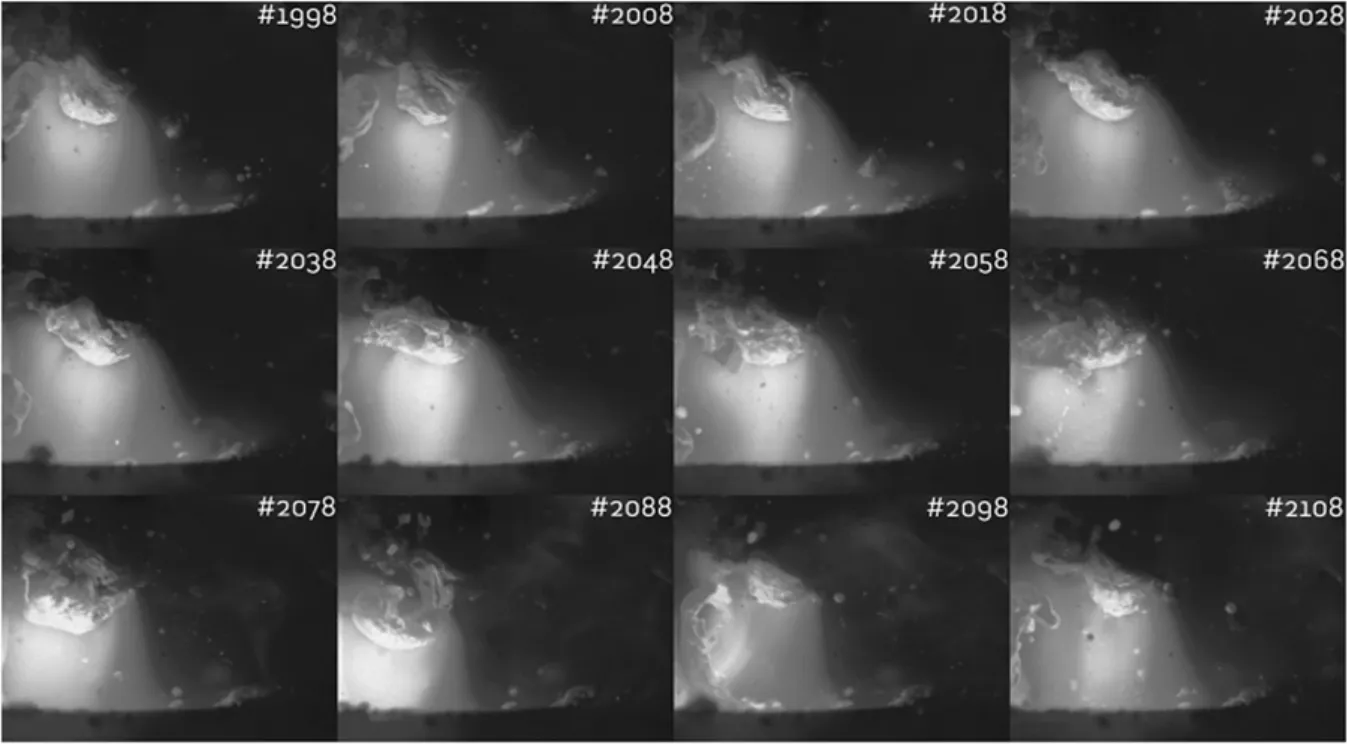
圖6 62號試驗(1 000 A、42 V)期間SAW中的熔滴過渡
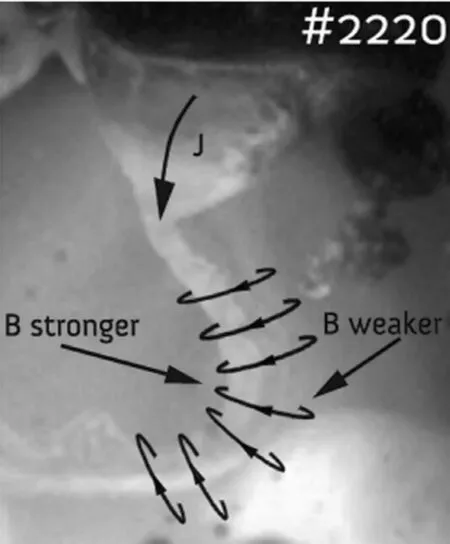
圖7 61號試驗中觀察到的扭結不穩定現象(800 A、38 V、0.914 m/min,焊絲直徑3.2 mm、直流反接)

圖8 X射線成像中觀察到的“鞭尾”特征(箭頭所指)(800A、38 V、0.914 m/min,焊絲直徑3.2 mm、直流反接)
圖9是采用氧氮氫分析儀和載氣熔體萃取法測取的埋弧焊焊絲、熔滴及焊縫金屬中的氧含量[2]。可以看出:(1)在多種試驗條件下,熔滴中的氧含量最高,焊縫中其次,焊絲最低。這是熔滴過渡區的增氧反應所致。焊縫中增氧比熔滴中少是由于焊縫中有硅、鋁脫氧結果。(2)在焊接電流為600 A時,直流反接(DCEP)的熔滴和焊縫中氧含量高于直流正接(DCEN)的。這是由于直流反接時空腔溫度比直流正接時高[1],增氧反應更加劇烈所致。(3)在相同焊接電流(600 A)時,交流電(AC)的熔滴和焊縫中氧含量居中。這是因為電流波形要過零點,空腔溫度居中,增氧反應程度居中,自然氧含量居中。(4)在極性相同時,隨著焊接電流的增大,熔滴和焊縫中氧含量也增大。這是由于電流增大時,空腔溫度增高,增氧反應激烈所致。

圖9 焊絲、熔滴和焊縫中的氧含量
3.2 熔滴過渡區的氧化還原反應
表3是埋弧焊試樣的焊絲和熔敷金屬化學成分實測結果[3]。可以看出,與焊絲成分相比,熔敷金屬成分中的Mn和C的含量減少了,而Si的含量增加了(P和S含量也有變化)。這是由于焊劑中含有少量的SiO2,在熔滴反應區可能發生了下列反應:

表3 焊絲和熔敷金屬的化學成分%

上述三式均屬于滲硅反應,但式(2)是典型的滲Si增氧反應,式(3)是熔滴中的碳與熔渣中的SiO2反應,可能生成CO氣體。式(1)是焊絲中錳元素的氧化燒損反應,由于焊劑渣中加入MnO較少,錳的過渡系數通常不高,約為0.60,可以反映Mn氧化反應進行的激烈程度。
在熔滴反應區,主要是滲硅氧化和錳元素的氧化燒損反應,而且進行得比較激烈。在熔池反應區,上述反應也可能進行,但反應的激烈程度可能較弱。埋弧焊電弧空腔內充滿了焊絲、焊劑熔化和加熱后產生的氣體(含金屬和非金屬礦物蒸氣)。
圖9直接測試了空腔內焊絲、熔滴和焊縫中的氧含量,而表3和式(2)測試的是焊絲和焊縫的化學成分變化,推演出空腔內確實發生了滲硅增氧反應。兩種方法或兩條途徑指向了同一個結果。
3.3 空腔內的增氧對熔滴過渡的影響
熔滴過渡理論表明,熔滴的表面張力是決定熔滴尺寸的主導作用力之一,而熔滴反應區熔滴的增氧是減小表面張力、細化熔滴的有效方式。如上所述,埋弧焊空腔內熔滴的增氧是明顯的(見圖9),但是否在所有情況下熔滴都能被細化?圖10和圖11分別是空腔內熔滴尺寸和熔滴內含氧量隨焊劑熔渣堿度變化實測結果[9]。可以看出,①當焊劑堿度不變時,直流反接的熔滴尺寸要小于直流正接的。原因是直流反接時熔滴明顯增氧,熔滴被細化;而直流正接時熔滴增氧不明顯,熔滴未被細化。②在直流反接時,隨焊劑熔渣堿度增大,熔滴尺寸減小(見圖10)。這是由于隨焊劑熔渣堿度增大,熔滴中氧含量明顯增高(見圖11),熔滴增氧被細化。③在直流正接時,隨焊劑熔渣堿度增大,熔滴尺寸增大(見圖10)。因為隨焊劑熔渣堿度增大,熔滴中氧含量不升反降(見圖11),熔滴被粗化。
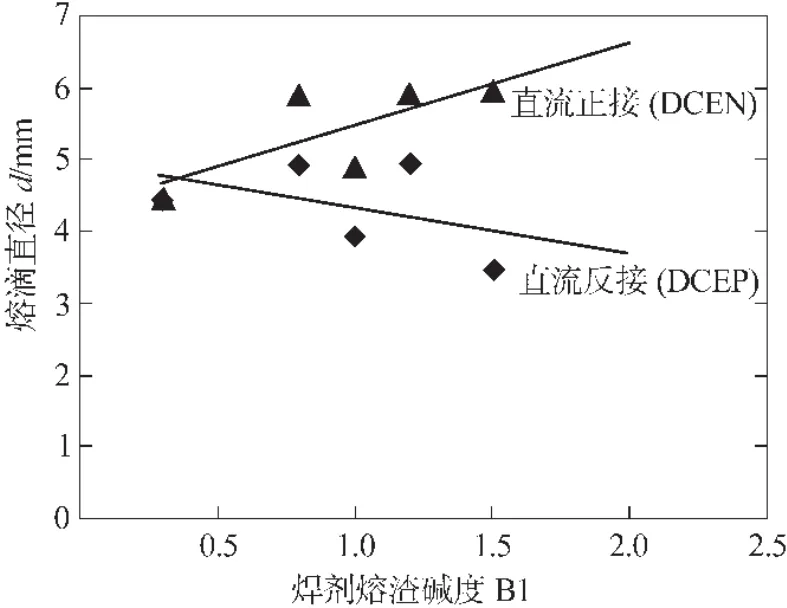
圖10 焊劑熔渣堿度與熔滴直徑的關系(焊絲直徑:φ4mm,焊接電流:400 A)
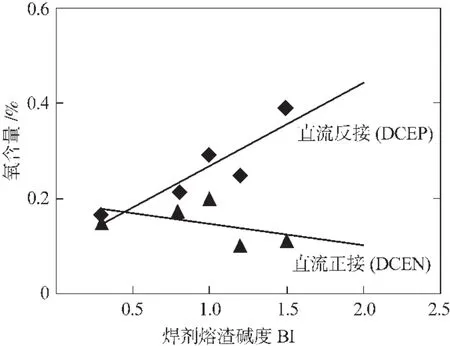
圖11 焊劑熔渣堿度與熔滴中含氧量的關系(焊絲直徑:φ4 mm,焊接電流:300 A)
綜合分析圖9、圖10和圖11可知,盡管在電弧空腔內增氧反應是不爭的事實,但是與焊絲直徑相比,實測的熔滴尺寸變化不是太大,尤其在直流反接、熔滴被細化時,沒有觀察到焊絲變尖、熔滴特細,發生噴射過渡現象(這可能與圖10試驗電流較小有關)。也就是說,空腔內的增氧反應不可能改變埋弧焊渣壁過渡這一典型熔滴過渡形態,電弧的形態也不會受到大的影響。至于焊接熔渣堿度對熔滴尺寸的影響,取決于熔滴增氧的程度。遺憾的是沒有試驗表明熔滴能被細化到改變渣壁過渡形態。
4 結論
(1)電弧空腔是由半熔化焊劑壁組成的、內部充滿金屬蒸氣和焊劑分解物混合煙氣的、頂部圓球形底部熔池的一個三維電弧空間,受控于焊劑和工藝參數。
(2)空腔內電弧形態屬于連續、非活動型;在單絲埋弧焊中,渣壁過渡是熔滴的主導過渡形態。
(3)在空腔內熔滴和焊縫中有增氧現象發生,其中熔滴的增氧最大,電源極性和電流變化對增氧量有影響。熔滴反應區的滲硅增氧反應佐證了空腔內的增氧事實。
(4)電源極性和焊劑熔渣堿度有可能使熔滴增氧、細化熔滴,但不至于改變熔滴的渣壁過渡形態。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
