航空小零件加工夾具設計的研究
2018-10-26 01:42:24王會
時代農機 2018年8期
關鍵詞:研究
王 會
(中國航發南方通發公司,湖南 株洲 412002)
1 存在的主要問題
(1)小零件價值低,如制造專用夾具拉升制造成本。
(2)零件體積小,若采用拼裝夾具。
(3)零件加工批量大,需要快速裝夾與拆卸。
2 原因分析
(1)小零件需求量大,但價值低,制作專用夾具拉升制造成本。
(2)小零件加工特點:批量大、加工較簡單,一般需要快速裝卸。
(3)零件體量小,裝夾區域有限,不易裝夾。
3 改進狀況
為解決以上問題及工作以來對小零件加工時裝夾的研究,總結出以下幾種解決方案:
方案一:回旋成型的小零件,一般采用車工加工,這時解決裝夾問題較簡單,可采用硬爪或三爪卡盤,但原材料及工藝路線應采用棒型材料,一次成型后切斷來實現零件的加工。
例如以下零件的加工:
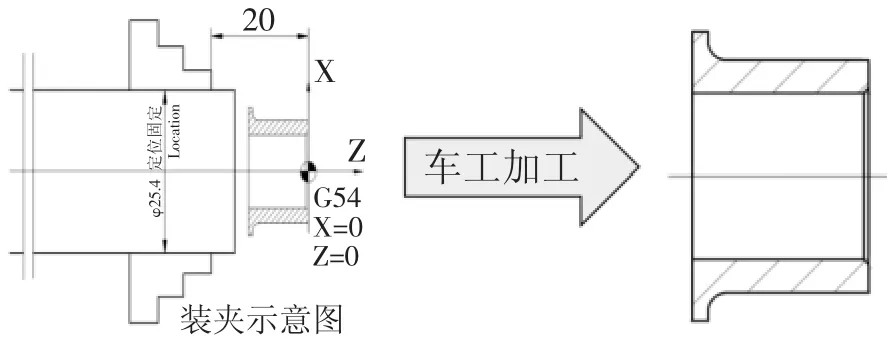
圖1
方案二:回旋成型后去除部分區域形成的小零件,此情況一般先采用方案一的加工方式,得到回旋成型的零件后,再使用數銑去除部分區域材料,但此時需考慮數銑時零件的裝夾,零件較規則的則采用通用的小虎口卡鉗來固定加工,此方法在加工時可利用卡鉗的松夾便利實現零件的快速裝夾,但往往零件都是有角向或是不規則的形狀,此時則需要使用設備自制配套塊,配合卡鉗一同使用,能很好解決小零件裝夾問題。
例如以下零件的加工:

圖2
方案三:車工加工完后,需要數銑成型的小零件,但壁厚較薄,高度較小,無法使用虎口卡鉗定位固定,夾緊力也不易控制,此時可采用自制夾具的方法解決裝夾問題,比如在零件上車臺階孔(定位),采用螺釘壓緊,選用螺釘時需避免加工刀具與螺釘干涉。例如下列零件的加工:

圖3
4 推廣
通過對小零件裝夾的研究,共給出3種加工方案,其加工特點為:快速裝夾、制造低廉、操作簡單,這些特點也比較符合大零件“開粗”的特點,如此不僅可以降低加工成本,還可以提高加工效率。
5 總結及下一步工作計劃
通過對小零件裝夾的研究,針對不同類型的零件總結出不同的加工裝夾方法,能很好滿足遇到的小零件的加工裝夾,降低加工成本,提高生產效率,下一步計劃對大零件的裝夾進行研究,尤其是對于去除大余量的工序。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19