副箱主軸減速齒輪工藝優化
2018-10-16 07:31:46李媛
機電產品開發與創新 2018年5期
李 媛
(陜西法士特齒輪有限責任公司,陜西西安 710119)
0 引言
副箱主軸減速齒輪是變速器中的關鍵零部件,與焊接軸和副箱同步器配合,售后的故障率較高。由于減速輪結構復雜,熱處理后變形較大,尺寸鏈繁多,其碗型結構尺寸全部控制到合格難度較大,本文就減速輪批量生產中存在的問題提出優化方案,提高產品合格率。
1 原因分析及改進方法
通過對不合格品尺寸報告進行分析,發現廢品產生主要有兩大原因:一是軸向尺寸超差,二是熱后車端面帶黑皮,這兩個問題在同類型零件中普遍存在。與此同時,對不同種零件的橫向對比發現超差的軸向尺寸為同一尺寸,由此排除某一零件工藝編制的偶發性錯誤及加工的不穩定性,考慮為現行工藝尺寸鏈不合理或熱變形較大導致,為此將從以上兩方面展開研究。
1.1 工藝尺寸鏈的分析與優化
現以變速器中副箱主軸減速齒輪為例進行工藝尺寸計算,產品圖軸向尺寸要求如圖1,工藝加工尺寸要求如圖2。
將圖1中有軸向尺寸要求的五個面自左向右依次標記為 A、B、C、D、E,由圖 2可看出,現行工藝方案為熱前分別精車五個加工面達到如圖的工藝尺寸,熱后依次車B面和C面達到產品圖要求的尺寸,其中車B面要同時保證36.75和49.5兩個尺寸。但在熱后車工序中定位基準為A面,測量基準為B面,基準并不重合,因此都為間接保證的尺寸。同時圖2所標注的工藝尺寸在形式上也并不合理,B面工藝尺寸重復標注,在加工時只能選擇其一為工藝尺寸,另一尺寸為參考尺寸,不同選擇會影響最終的尺寸。為說明該工藝尺寸存在的問題,先忽略零件熱變形,建立工藝尺寸鏈如圖3。
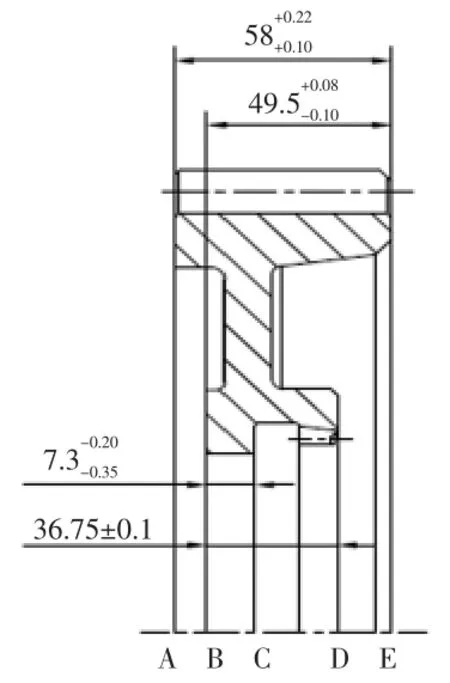
圖1 產品圖軸向尺寸要求Fig.1 Axial size requirements for product drawings
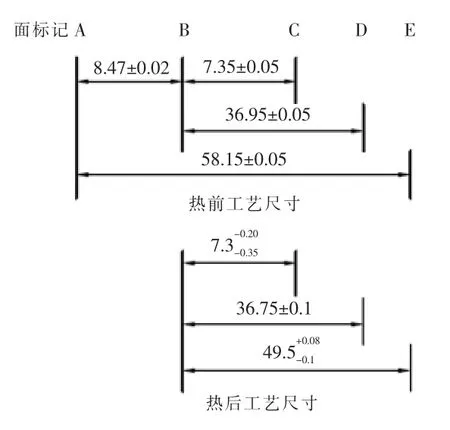
圖2 原工藝尺寸Fig.2 Original process dimensions
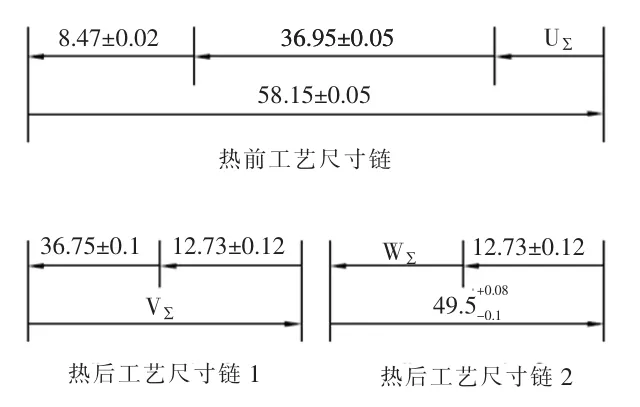
圖3 原工藝尺寸鏈Fig.3 Original process dimension chains
在熱前車工序中ABDE面形成尺寸鏈,DE兩面間尺寸為封閉環 U∑,其余為組成環,由箭頭方向可以判斷出8.47和36.95尺寸為減環,58.15尺寸為增環。由線性尺寸誤差傳遞公式Δ∑=∑Δi-Δi計算可得,
熱后車工序中,將兩種工藝尺寸選擇分別計算。尺寸鏈1以36.75為工藝尺寸,BDE三面形成尺寸鏈,則參考尺寸49.5為封閉環V∑,由公式計算得V∑=49.48±0.22。同樣,尺寸鏈2以49.5尺寸為工藝尺寸,同理得封閉環尺寸W∑=36.76±0.21。顯然,兩種工藝尺寸的選擇都不能保證產品圖的尺寸要求。
抽檢20件熱后車工序完成的零件測量軸向尺寸 ,所得部分數據見表1。表中數據顯示,6個零件49.58/49.4尺寸全部超差,而實際上抽檢的20個零件該尺寸不合格率為100%。實際加工中36.75和49.5尺寸并不能同時滿足要求,由此可驗證以上工藝尺寸不合理的推論。

表1 副箱主軸減速齒輪熱后軸向尺寸記錄(1)Tab.1 Axial size records of the auxiliary box main shaft reduction gear after heat treatment(1) 單位 unit:mm
要解決以上問題,需重新確定工藝方案,建立合理的工藝尺寸鏈。經過反復計算,重新確定工藝方案如圖4,該方案的工藝尺寸鏈如圖5。熱前工序中分別車ABCDE五面至工藝尺寸,熱后先車B面達到8.67±0.04尺寸,36.75和49.5尺寸為參考尺寸,再車C面保證7.1/6.95尺寸。熱前工序中ADE面形成尺寸鏈,DE面尺寸為封閉環X∑,計算得X∑=12.74±0.07。熱后工序形成兩個尺寸鏈,尺寸鏈1得封閉環Y∑=49.47±0.07,尺寸鏈2得封閉環Z∑=36.73±0.08。因此,熱后工序通過8.67±0.04尺寸可同時保證36.75和49.5兩個軸向尺寸都在公差范圍內,新的工藝方案理論上更為合理。
為驗證更改后的工藝尺寸在加工中的合理性,抽檢20件按新工藝加工的零件測量軸向尺寸并記錄,部分數據見表2,測得抽檢的20件零件的軸向尺寸全部合格。可見,調整后的工藝尺寸能同時保證36.75和49.5兩個尺寸都在產品圖要求的公差范圍內,其合理性得到驗證。
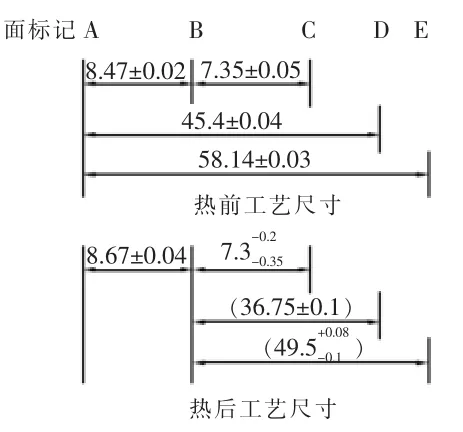
圖4 調整后工藝尺寸Fig.4 Adjusted process dimensions

圖5 調整后工藝尺寸鏈Fig.5 Adjusted process dimension chains
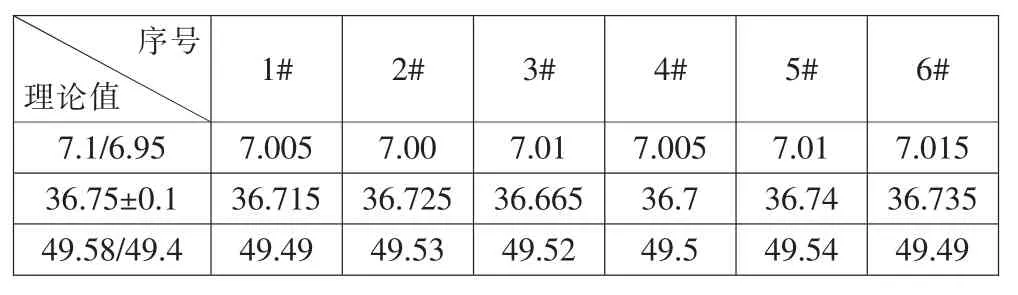
表2 副箱主軸減速齒輪熱后軸向尺寸記錄(2)Tab.2 Axial size records of the auxiliary box main shaft reduction gear after heat treatment(2) 單位 unit:mm
1.2 熱處理變形的分析與優化
副箱主軸減速齒輪在熱后車工序中除了軸向尺寸不達標外,還往往出現車完端面(圖4中C端面)帶黑皮的現象,并因此產生大量廢品。同樣以12JSD200T-1707106-3為例,由圖2和圖4可看出,B面和C面在熱前車工序中為熱后車工序共預留0.325mm余量,即單面余量超過0.16mm,即使留量富余仍不能保證熱后C端面有足夠車量。因此考慮可能為熱處理變形較大或變形不均勻,B面熱后車掉過多余量導致C面余量不足。為證實此問題做了大量熱變形試驗,記錄AB面臺階尺寸8.47±0.02熱處理前后的變化量,其中18件零件熱處理變形量如圖6,部分數據見表3。數據顯示,臺階尺寸在熱處理前后普遍減小,B面加工量明顯超過預留加工量0.16mm。而實際測得的變形量從0.02~0.13mm不等,且多數變化量在0.03~0.09mm之間。說明熱處理后B面向靠近A面的方向平移變形,熱前預留的余量隨之偏向B面方向,導致C面熱后余量不足車不上而出現黑皮。

圖6 臺階尺寸熱變形量對比Fig.6 Comparison of the heat treatment deformation of step dimensions
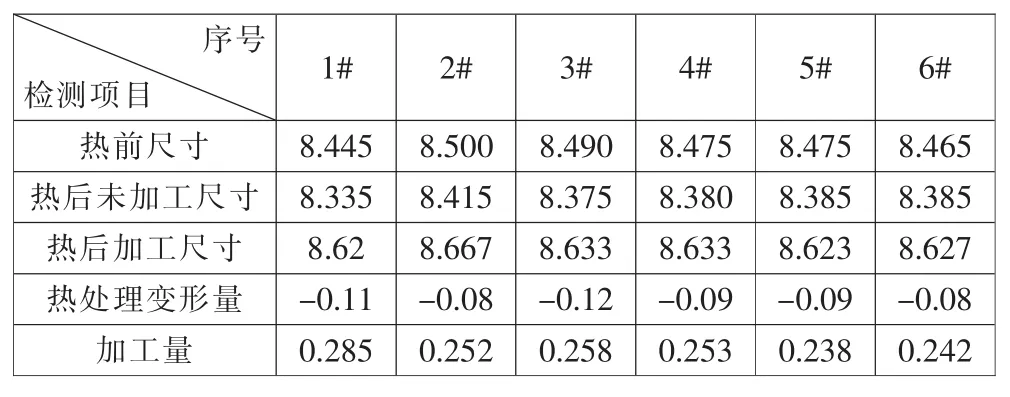
表3 臺階尺寸熱處理變形量Tab.3 The heat treatment deformation of step dimensions 單位 unit:mm
在熱變形試驗得到的數據基礎上,對熱前工藝尺寸進行調整如圖7,將臺階尺寸8.47±0.02改為8.52±0.02,即在熱前給予熱變形0.05mm補償量以保證熱處理變形后余量仍能在BC兩面均勻分布,同時將7.35±0.05 尺寸改為 7.4±0.05,增加預留余量。
2 工藝優化的效果
通過車工序工藝方案的重新設計,合理調整工藝尺寸,并配合熱處理變形實驗數據分配預留余量,有效解決了副箱主軸減速齒輪軸向尺寸超差、熱后車端面帶黑皮的問題。經過多批次跟蹤檢測,軸向尺寸穩定且符合性明顯提高,合格率達到99%以上,帶黑皮零件數量也大大減少,報廢數量由每月20~30件減少到2件以下,副箱主軸減速齒輪工藝優化的合理性由此得到有效驗證。此外,將以上工藝優化方法推及其他箱型的副箱主軸減速齒輪,有效提高了該類產品的加工質量。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
