車床數控系統的多邊形加工實現
2018-10-16 07:31:54陳鵬
機電產品開發與創新 2018年5期
關鍵詞:示意圖
陳 鵬
(廣州數控設備有限公司,廣東 廣州 510530)
0 引言
隨著先進制造、自動化技術的快速發展。近年來,在工藝品、機械、電子、航空航天等各個領域扁方體、三面體、四面體、六面體、八面體甚至任意面體等類似多面體類零件應用越來越多,加工這樣的零件通常的加工方法是沖床沖壓成型、車床或銑床上通過多道工序加工完成。這些方式都各有優缺點:如沖床沖壓成型加工一次成型雖加工效率高,但缺點是精度低、產品單一、更換模具成本高;車床加工需使用極坐標插補功能進行加工,雖加工精度高,但加工效率較低;銑床加工雖精度高,但工序多、效率低、綜合成本高。
而在普通數控車床上通過增加刀盤軸和伺服主軸,控制系統增加多邊形加工控制算法可以實現高效率的任意多邊形的加工,并通過軸向移動從而實現多面體的加工。以下以廣州數控設備有限公司生產的980TC3總線式車床數控系統為例來講述如何實現多邊形加工。
1 多邊形加工原理
多邊形加工是指通過使工件與刀具按一定的比率旋轉,將工件的形狀加工成多邊形的加工,如圖1所示。
通過改變工件和刀具的旋轉速度比或刀具的安裝數量,可以把工件加工成三邊形、四邊形、六邊形甚至任意多邊形。
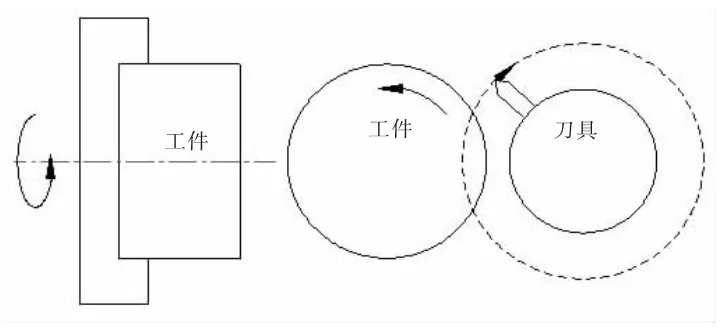
圖1 多邊形加工示意圖Fig.1 Polygon turning diagram
把工件及刀具的半徑分別設為A、B,把工件和刀具的旋轉角速度分別設為α、β。把XY笛卡爾坐標系的原點設定為工件的中心。為了使說明簡單易懂,如圖2,假設刀具軸旋轉中心在工件圓周位置P0(A,0)上,從刀尖在Pt0的位置(A-B,0)出發。
這時,經過時間 t后如圖 3 所示,刀尖位置 Pt(Xt,Yt)可以用式(1)和式(2)來表示:
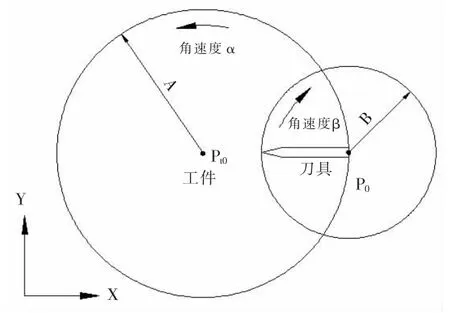
圖2 工件與刀具旋轉示意圖Fig.2 Work piece and tool rotation diagram
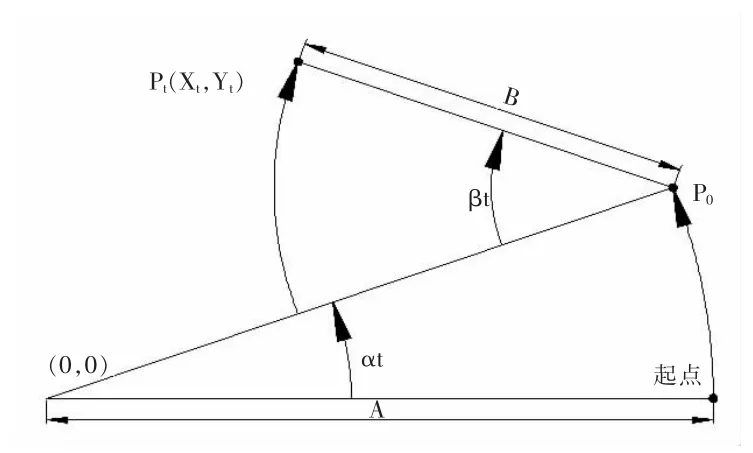
圖3 多邊形加工刀尖運動軌跡圖Fig.3 Tool tip trajectory diagram

因工件和刀具的旋轉速度比 1:2,即:β=2α,所以式(1)和式(2)可以變換為下式:

式(3)和式(4)表示刀具的刀尖是長徑為 A+B,短徑為A-B的橢圓。
這樣,如果在180°的對稱位置各安裝1把刀具,則可以加工如圖4所示的四邊形;如果每隔120°的位置各安裝1把刀具,則可以加工如圖5所示的六邊形。
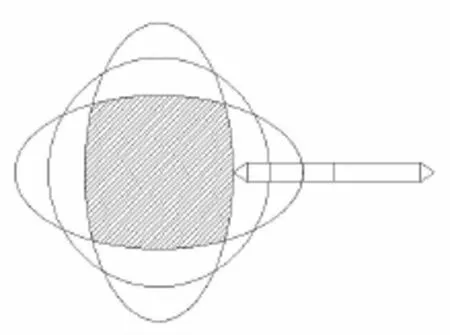
圖4 四邊形加工示意圖Fig.4 Square turning diagram
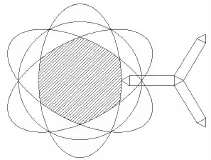
圖5 六邊形加工示意圖Fig.5 Hexagonal turning diagram
2 功能的實現
2.1 多邊形加工的指令格式
G250:多邊形加工取消;
G251 P_Q_:多邊形加工開始。
指令范圍:

表1 多邊形加工功能參數表Tab.1 Parameter table of polygon turning
|P|:1.0~999.0, 其中 P 為正時,工件軸的旋轉方向為正方向;P為負時,工件軸的旋轉方向為負向。
|Q|:1.0~999.0,其中 Q 為正時,刀具軸的旋轉方向為正方向;Q為負時,刀具軸的旋轉方向為負向。
2.2 多邊形加工參數定義
在使用多邊形加工功能時,由于不同的機床廠商選擇的主軸電機及刀具軸電機的性能參數各不相同,為了適配各型主軸及刀具軸電機,需要定義一些參數來設定電機數據。具體定義如表1所示。
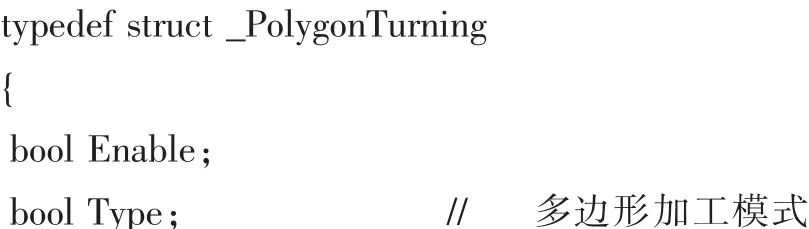
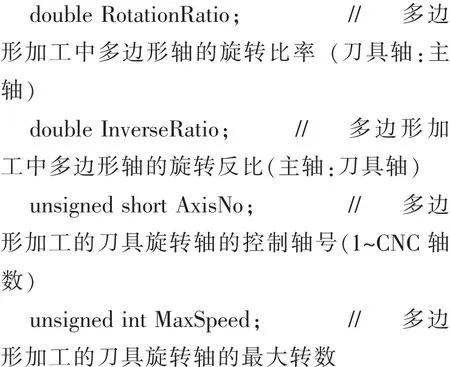
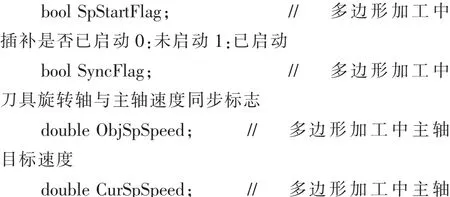
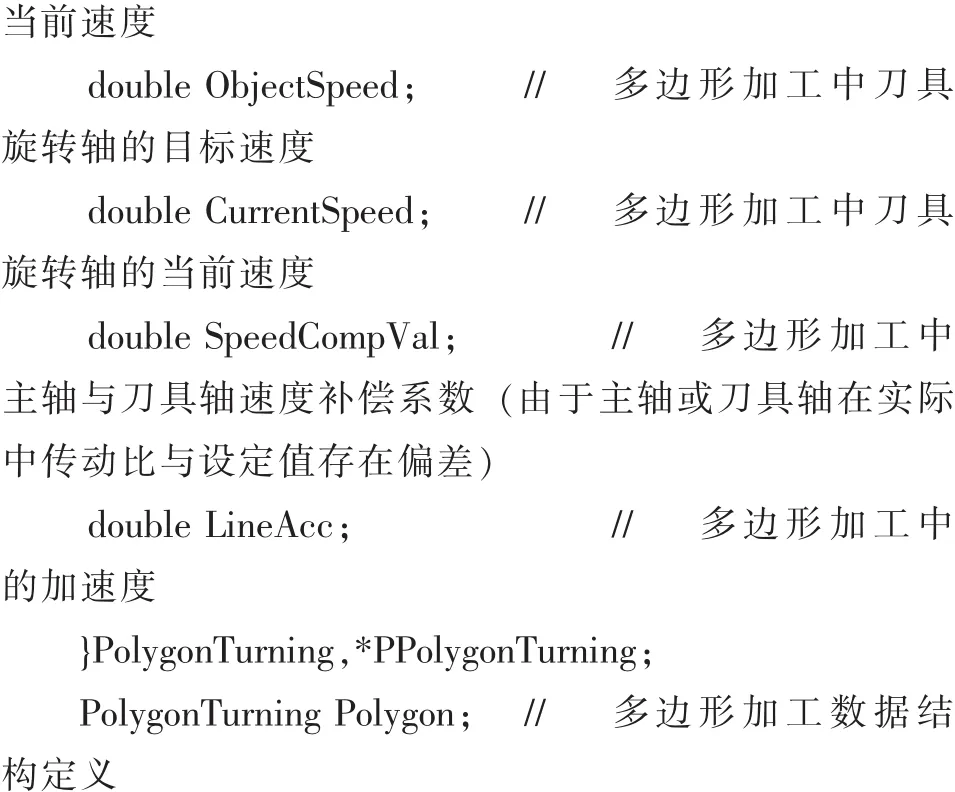
2.3 多邊形加工數據結構
在執行多邊形加工插補過程中需定義一個數據結構來集中存儲多邊形加工的相關數據參數,以便在插補時直接使用這些數據而不用重復去判斷數據是否合法,以此簡化插補流程、提高運行效率。結構定義如下:
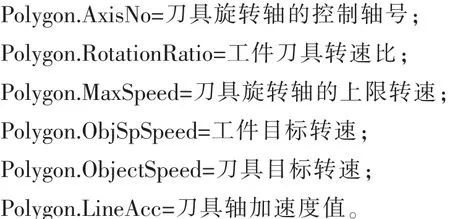
2.4 多邊形加工數據初始化
多邊形加工啟動前需對多邊形加工數據進行初始化,如下所示:
2.5 多邊形加工算法及實現
假設多邊形加工指令中工件軸旋轉速度為S(r/min),工件軸與刀具軸的旋轉速度比為1:4,數控系統的插補周期為T(ms),各軸旋轉一圈為360°則在多邊形加工時:
工件軸的旋轉速度:Vwork=S(r/min);
刀具軸的旋轉速度:VTool=Vwork×4=4S(r/min);
每周期的移動系數:DT=(T×1×360)/(60/1000)(度·min/r)。
由此可得出:
工件軸每周期的移動量:Deltawork=S×DT(度);
刀具軸每周期的移動量:DeltaTool=4S×DT(度)。
2.6 多邊形加工示例
使用1把刀具加工四邊形示例程序,如表2所示。
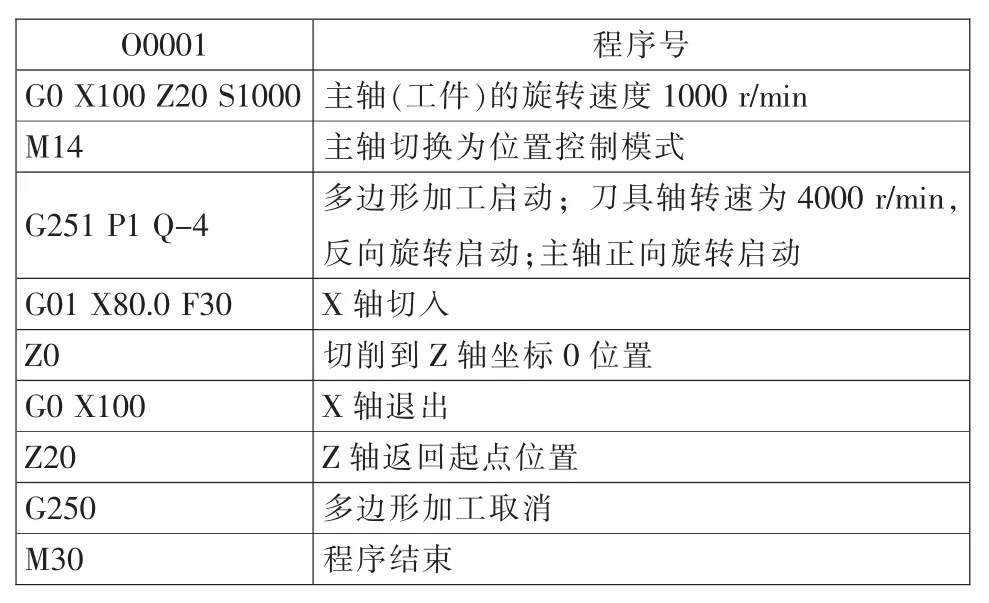
表2 多邊形加工示例程序Tab.2 Program of polygon turning
圖6所示為使用多邊形指令加工的幾種零件。
3 結論
以上簡述了多邊形加工的原理和軟件實現方法。從實際使用情況看,具有多邊形加工功能的數控車床結構簡單、使用方便、設備成本低;可加工多種正多邊形零件,且速度快、效率高且操作方便的優點。尤其是在生產非標螺栓、螺母、帶方零件、多邊形工藝品、螺旋多邊形工藝品等類型的零部件應用上優勢明顯。
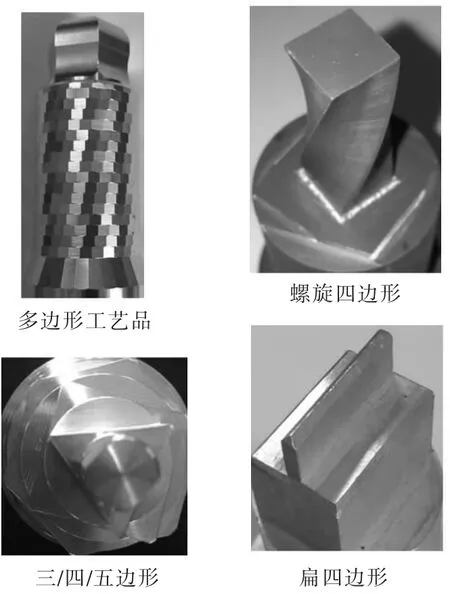
圖6 多邊形加工樣品Fig.6 Sample of polygon turning
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
