取向硅鋼可逆軋制過程中溫度控制方法研究
2018-10-08 02:55:24徐巖松谷春陽賈志偉張海利
鞍鋼技術(shù) 2018年5期
關(guān)鍵詞:變形
徐巖松,谷春陽 ,賈志偉,張海利
(1.鞍鋼股份有限公司,遼寧 鞍山114021;2.鞍鋼集團鋼鐵研究院,遼寧 鞍山 114009)
冷軋是取向硅鋼生產(chǎn)的重要工序,其生產(chǎn)工藝對產(chǎn)品質(zhì)量有著不可忽視的影響。然而,取向硅鋼特有的成分及工藝特點決定了其材具有脆硬特性,在冷軋過程中容易產(chǎn)生邊裂甚至斷帶事故,限制了成材率和生產(chǎn)效率的提高。如何通過調(diào)整冷軋軋制工藝參數(shù)避免或減輕邊裂和斷帶事故成為取向硅鋼冷軋工藝的主要研究方向。文獻[1]指出,冷軋時效軋制工藝已在取向硅鋼生產(chǎn)中得到廣泛應(yīng)用。通過將鋼卷預(yù)熱到80~100℃,前幾道次采用粗面工作輥軋制、大壓下率、軋機出口關(guān)閉乳液及快速軋制等方法提高帶鋼溫度,從而達到改善磁性及成材率的目的。但軋制溫度的提高同時會帶來軋輥磨損加劇、產(chǎn)品表面質(zhì)量和板形惡化等負面影響。因此,合理的軋制溫度應(yīng)在避開軋制脆性區(qū),并保證良好的產(chǎn)品質(zhì)量。通過對取向硅鋼可逆軋制過程中軋件傳熱過程的分析求解,獲得冷軋軋制溫度模型,進而為其時效軋制過程中的溫度控制、軋制工藝參數(shù)優(yōu)化提供理論依據(jù)。
1 取向硅鋼可逆軋制過程中的傳熱模型
圖1為取向硅鋼在可逆軋制過程中的熱交換過程,導(dǎo)致帶鋼溫度變化的主要因素包括:入口帶鋼與空氣、乳液之間的熱交換,變形區(qū)內(nèi)帶鋼所吸收的變形功和摩擦熱,以及出口帶鋼與空氣、乳液之間的熱交換。據(jù)此,可以依照不同階段的換熱特點建立冷軋過程中帶鋼溫度模型。
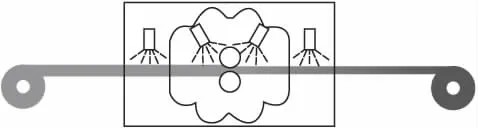
圖1 取向硅鋼可逆軋制過程中的熱交換過程
1.1 帶鋼與空氣、乳液間的熱交換
帶鋼與周圍環(huán)境介質(zhì)之間傳熱的微分方程如式(1)所示:

式中,ρs為帶鋼密度,kg/m3;Cs為帶鋼比熱,J/(kg·K);V 為帶鋼體積,m3;T 為帶鋼溫度,℃;τ為時間,s;K為帶鋼與空氣之間的熱交換系數(shù),W/(m2·K);A為環(huán)境介質(zhì)與帶鋼接觸面積,m2;T為軋件溫度,℃;T∞為空氣溫度,℃;
假設(shè)在冷軋過程中,溫度在帶鋼寬度、厚度及長度方向上均勻分布,且環(huán)境溫度保持不變,則溫度是關(guān)于時間τ的函數(shù)。根據(jù)集總參數(shù)法[2]將式(1)對時間τ進行積分整理,得出帶鋼溫度的方程為式(2):

式中,T∞為空氣溫度,℃;T0為帶鋼入口溫度,℃;KS-A為帶鋼與空氣之間的熱交換系數(shù),W/(m2·K);l為特征長度,m;h為帶鋼厚度,m;v為軋制速度,m/min。
考慮到帶鋼與乳液之間熱交換所導(dǎo)致的乳液溫度變化,對乳液溫度進行如下修正:

式中,z為乳液溫度修正系數(shù);ΔTs為帶鋼溫降,℃;TL為乳液溫度,℃;ΔTL為乳液溫升,℃;ρL為乳液密度,kg/m3;CL為乳液比熱,J/(kg·K);W 為帶鋼寬度,mm;Flow 為乳液流量,L/min。
將式(3)代入式(1),并對時間 τ進行積分處理,得到式(4):

式中,KS-L為帶鋼與乳液之間的熱交換系數(shù),W/(m2·K)。
1.2 變形區(qū)內(nèi)的變形熱及摩擦熱
軋件在變形階段吸收的變形熱(Wp)和摩擦熱(Wf)是軋件溫度升高的主要原因,其表達式為[3]:
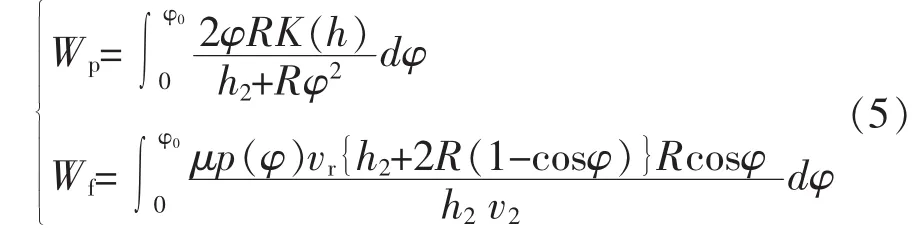
式中,h2為帶鋼出口厚度,mm;R為軋輥半徑,mm;K(h)為軋件變形抗力,MPa;φ表示板厚為咬入角,rad;μ為摩擦系數(shù);vr為軋輥與軋件的相對速度的絕對值,m/min;v2為軋件出口速度,m/min;p(φ)為軋制壓力的法向分量,N/mm。
1.3 模型精度檢驗
表1為鞍鋼某牌號取向硅鋼冷軋工序軋制溫度的計算結(jié)果與實測結(jié)果對比,現(xiàn)場實測其它溫度如下:來料溫度為50℃,乳液溫度為45℃,環(huán)境溫度為32℃。

表1 計算結(jié)果與實測結(jié)果對比
采用Romberg法對式(5)進行求解,結(jié)合式(2)和式(4)帶鋼在環(huán)境介質(zhì)冷卻作用下的溫度方程,對上述生產(chǎn)環(huán)境下各道次帶鋼溫度變化進行了模擬。對比發(fā)現(xiàn):模擬結(jié)果能夠與實測值較好的吻合,其計算誤差均控制在10%以內(nèi),具有較高的計算精度。
2 取向硅鋼冷軋軋制溫度控制方法
在表1工藝條件下,第1道次不同傳熱階段溫度模擬結(jié)果見圖2。
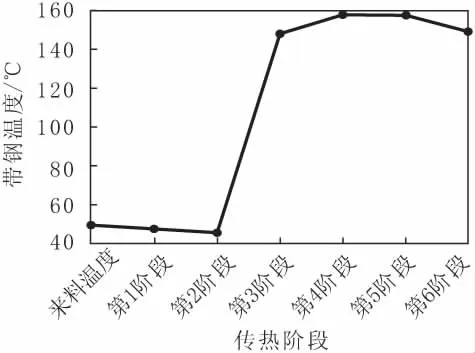
圖2 第1道次不同傳熱階段的帶鋼溫度變化
帶鋼經(jīng)入口空氣和乳液冷卻,溫度由50℃降至46.18℃;變形區(qū)內(nèi)帶鋼溫度驟升至157.07℃,摩擦熱導(dǎo)致的帶鋼溫升僅為9.03℃,可以忽略不計;隨后在空氣的冷卻作用下,其出口溫度降至149.56℃。其他道次帶鋼溫度變化過程與之相似,區(qū)別在于入、出口乳液流量的增加導(dǎo)致了較高的溫降。因此,變形熱是導(dǎo)致帶鋼溫度升高的主要因素,摩擦熱的影響相對較小;就環(huán)境介質(zhì)的冷卻作用而言,乳液冷卻效果明顯強于空氣。
取向硅鋼冷軋壓下率分配除保證軋制溫度之外,還受鋼種、軋機能力、板形調(diào)整、邊裂控制及打滑等因素限制,而乳液流量的調(diào)整導(dǎo)致了壓下率調(diào)整窗口的進一步減小。因此,取向硅鋼冷軋溫度控制方式應(yīng)在固化冷軋壓下率的前提下,以原料溫度、乳液分配及軋制速度的匹配優(yōu)化為主要手段。
2.1 原料溫度的影響
圖3為不同原料溫度對帶鋼出口溫度的影響,在采用“高速、閉乳、大變形量”方式進行軋制的第1道次,原料溫度對第1道次帶鋼出口溫度的影響較為明顯。這是由于在上述軋制方式下,入口乳液冷卻產(chǎn)生的帶鋼溫降較小,影響帶鋼溫度變化的主要因素為變形量及原料溫度,因而出現(xiàn)了帶鋼溫度相差較大的現(xiàn)象。隨著其它道次乳液冷卻作用的不斷增強,原料溫度的影響隨之減弱,這種由不同原料溫度帶來的道次間帶鋼溫度差異不斷減小,并趨于一致。
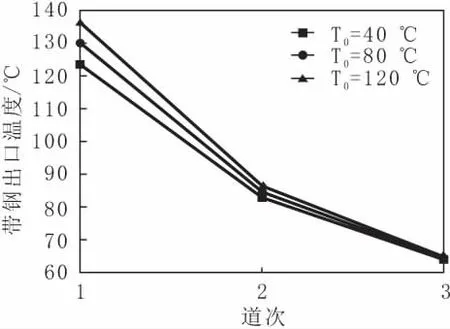
圖3 不同原料溫度對帶鋼出口溫度的影響
2.2 乳液流量的影響
圖4為乳液分配對第1道次帶鋼溫度的影響,圖4(a)中,入口乳液流量由500 L/min增加至2 000 L/min時,帶鋼溫降僅為2℃左右,入口乳液流量對帶鋼溫度影響較小,因為乳液溫度與來料溫度之間的差異較小、入口乳液冷卻段特征長度小等因素導(dǎo)致乳液與帶鋼之間熱交換量偏低。圖4(b)中,出口乳液流量由0(出口閉乳控制)增加至2 000 L/min時,帶鋼溫降高達70℃,此時變形熱、摩擦熱導(dǎo)致的帶鋼溫升增加了帶鋼與乳液之間熱交換量,且乳液流量增加等因素進一步增加了帶鋼溫降。
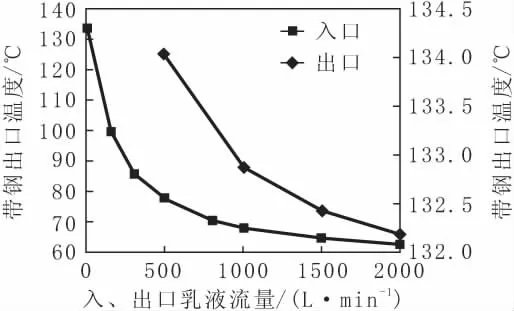
圖4 乳液分配對第1道次帶鋼出口溫度的影響
2.3 軋制速度的影響
軋制速度對帶鋼出口溫度的影響主要通過減少環(huán)境介質(zhì)與帶鋼熱交換量和改善變形區(qū)潤滑條件(即減少摩擦熱)實現(xiàn)的。由圖2可知,摩擦熱對帶鋼溫升的影響較小,因此帶鋼出口溫度隨著軋制速度的提高而增加。圖5為軋制速度對帶鋼出口溫度的影響,如圖5所示,當軋制速度由30 m/min提高至300 m/min時,帶鋼出口溫度由113.89℃升高至147℃,且溫度升高程度逐漸減小。

圖5 軋制速度對帶鋼出口溫度的影響
3 軋制溫度控制措施及實施效果
在不改變道次壓下率分配的前提下,通過來料溫度、軋制速度以及乳液流量的優(yōu)化調(diào)整,亦能避免取向硅鋼的脆性區(qū)軋制,同時提高冷軋成材率和產(chǎn)品質(zhì)量。據(jù)此,取向硅鋼冷軋軋制溫度控制的基本方法如下:
(1)原料溫度的選擇應(yīng)從保證軋制過程穩(wěn)定性和改善產(chǎn)品質(zhì)量的角度出發(fā),并在設(shè)備能力允許的前提下,盡量提高原料上線溫度,進而保證帶鋼的韌性區(qū)軋制。若原料溫度低于韌脆轉(zhuǎn)變溫度,則易導(dǎo)致產(chǎn)生邊裂,甚至斷帶事故,破壞了整個軋制過程的穩(wěn)定性;反之,帶鋼溫度過高容易造成軋制設(shè)備燙傷、軋輥磨損加劇、板形惡化等不良后果。考慮現(xiàn)場鋼卷加熱設(shè)備的實際能力以及生產(chǎn)過程中帶鋼邊部溫降較快等情況,將原料溫度控制在80~90℃較為合理。
(2)適當增加乳液流量是提高軋制溫度的有效方法之一。增加乳液流量會在一定程度上降低帶鋼溫度,但是改善潤滑條件以及減輕軋輥磨損程度,會使板形控制效果得以改善,抑制邊部裂紋的萌生與擴展,有利于保持軋制過程穩(wěn)定性和提高軋制速度。
(3)結(jié)合板形、邊裂控制情況,在不破壞軋制穩(wěn)定性的前提下適當提高軋制速度,有利于提高帶鋼溫度以及生產(chǎn)效率。
表2為取向硅鋼冷軋軋制溫度控制方案及實施效果,其中原料溫度選定為80℃,環(huán)境介質(zhì)溫度如前所述。現(xiàn)場實際應(yīng)用效果表明:各道次帶鋼出口溫度計算結(jié)果與實測值相吻合,且優(yōu)化后的帶鋼溫度高于軋材韌脆轉(zhuǎn)變溫度,保證了軋制過程穩(wěn)定性。與此同時,由于軋制速度的提高,相應(yīng)累計軋制時間約減少15 min,提高了生產(chǎn)效率。

表2 取向硅鋼冷軋軋制溫度控制方案及實施效果
4 結(jié)論
(1)利用集總參數(shù)法建立了帶鋼與周圍環(huán)境介質(zhì)間的熱交換模型,并對冷軋過程中變形熱、摩擦熱導(dǎo)致的帶鋼溫升進行了近似求解。模型具有較高的計算精度,可以為工藝制定及優(yōu)化提供理論依據(jù)。
(2)取向硅鋼可逆軋制過程中的溫度調(diào)整應(yīng)結(jié)合現(xiàn)場生產(chǎn)實際情況,以原料溫度、乳液分配及軋制速度的匹配優(yōu)化為主要手段。
(3)冷軋原料溫度為80~90℃情況下,適當提高乳液流量和軋制速度能夠有效避免在脆性區(qū)軋制,有利于提高該牌號取向硅鋼冷軋成材率及生產(chǎn)效率。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36