機器人燃煤制樣系統的設計與應用
2018-09-17 01:33:56魏加棟崔修強
綜合智慧能源 2018年8期
魏加棟,崔修強
(1.江蘇伊維達智能科技股份有限公司 技術研發中心,江蘇 徐州 221116; 2.華電國際電力股份有限公司 技術服務中心, 濟南 250014)
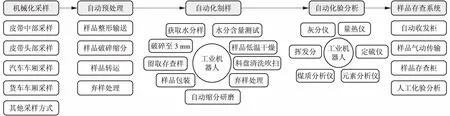
圖1 智能燃料采制化流程
0 引言
工業機器人是近40年發展起來的一種高科技自動化機械設備的典型代表,由于工業機器人具有極強的功能和很高的通用性,工業機器人已經在諸多行業得到廣泛應用。其中,機器人燃煤制樣系統已經在我國冶金、港口、電力等行業有諸多應用案例,機器人燃煤制樣系統具有水分樣制備、水分含量檢測、分析樣制備、樣品稱重、樣品包裝等功能,能夠適應火力發電行業燃料智能化趨勢。
1 系統概述
煤炭是火力發電廠的主要生產原料,如何準確檢測入廠煤炭質量,對于火電企業貿易結算和摻燒摻配具有重要的現實意義。商品煤樣的采制是煤炭質量檢測的重要環節,是檢測誤差的主要來源,不正確的采制樣方式必會導致檢測結果的代表性較差。
自動化制樣系統設計時,其制樣過程既要嚴格按照相關制樣工藝標準又要考慮系統的自動長期穩定運行,因此在自動化制樣系統中應用運行精度高、通用性強、性能穩定、功能強大且具有較高科技含量的通用6軸工業機器人是自動化制樣系統設計重要選項。火電廠燃煤自動化樣品處理流程如圖1所示。
目前入廠煤和入爐煤采樣已經大部分實現了機械化采樣,采樣后,樣品經過初級破碎縮分,即可通過自動轉運裝置進入機器人燃煤制樣系統。
機器人燃煤制樣系統主要完成水分樣制備、水分含量測試、分析樣預干燥、破碎、定量縮分、留取3 mm存查樣700 g、研磨前干燥、研磨到0.2 mm、自動寫碼包裝等功能。
機器人自動分析系統主要完成煤樣的工業分析,測量發熱量、灰分、硫分、揮發分,計算全碳含量,結合前級機器人制樣部分已經完成的水分含量測試,給出煤樣工業分析結果[1]。
樣品的自動存查系統主要管理存查煤樣,對于部分有爭議的煤樣可以進行人工化驗分析,或者人工定期抽檢存查樣,然后跟機器人煤樣分析結果進行比對。
這個系統中,機械化采樣系統單元、機器人制樣系統單元、機器人化驗分析系統單元、樣品存查系統單元,均可以制作成標準功能單元,但根據現場情況,所在地理位置略有不同,這些功能單元之間可以采用靈活樣品轉運方式。
2 設計與實現
2.1 機器人制樣系統功能要求
樣品制備與處理功能。機器人制樣系統主要完成水分樣制備、水分含量測定、分析樣自動快速低溫干燥、破碎、縮分、留取存查樣、研磨、寫碼包裝等功能。
系統自動進行清掃清理作業。制樣完成后,需要對相關容器、設備進行自動清掃作業。
系統除塵功能。考慮系統運行過程中可能產生粉塵,系統需要設計自動除塵功能,滿足環保制樣要求,同時避免樣品污染。
系統安全性設計。機器人制樣系統需要滿足人機安全要求,符合相關安全標準,一般采取系統隔離、入侵報警停機等措施,以保證人員安全。
2.2 機器人制樣系統布局
機器人制樣系統設備包括:工業機器人、樣品稱重裝置、樣品破碎機、樣品定量縮分機、定比縮分機、煤樣干燥裝置、水分測定裝置、研磨機、樣品寫碼包裝裝置、系統清洗裝置、系統除塵裝置等,設備較多,可以根據現場具體情況,以工業機器人為核心,周邊設備可以圍繞工業機器人呈直線型、L型、U型、圓周型布局。目前圓周布置較為常見,如圖2、圖3所示。

圖2 機器人制樣系統模型

圖3 機器人制樣現場應用
2.3 工業機器人設備選型
工業機器人是該系統核心設備,選型主要考慮性能、品牌、價格等因素,國內外工業機器人本體產品廠商已經很多,技術水平已經比較接近[2]。性能指標是首選因素,其中ABB IRB4600技術指標及環境參數見表1、表2。
從ABB IRB4600工業機器人的技術參數表中可以看到,工業機器人防護等級IP67,運行溫濕度等要求完全可以滿足火電企業燃煤制樣工業環境要求。工業機器人重復定位精度在0.06 mm左右,定位精度和路徑運行精度都非常高,其性能完全可以滿足火電企業燃煤制樣動作性能要求。
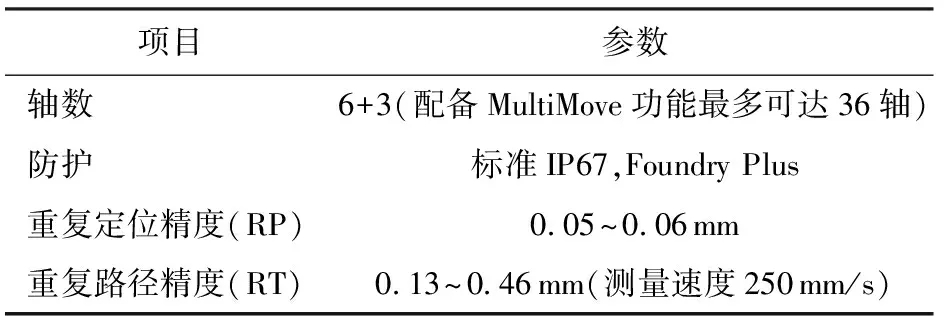
表1 工業機器人性能特點
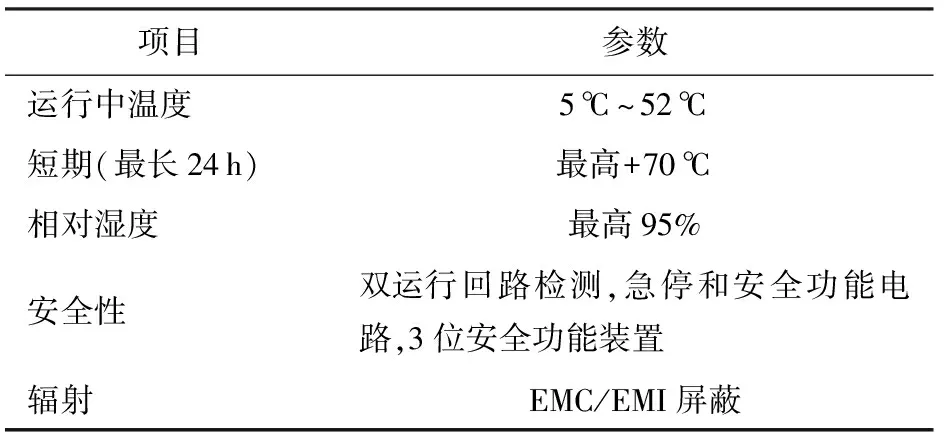
表2 火電企業燃煤制樣工業環境參數
注:上述數據和技術參數參見參考文獻1以及ABB公司官網(www.abb.com.cn)
要重點考慮機器人臂長和載重是否滿足系統設計要求。本案例選用的ABB品牌工業機器人臂長2.05 m,有效載荷60 kg,能夠滿足制樣系統使用要求[3]。
2.4 主要技術實現
2.4.1 樣品盤選擇計算
為滿足單次樣品制樣的需求,單次處理量最大20 kg,煤炭堆積密度通常為0.6~1.0 t/m3,20 kg所需容器體積大于35 L,考慮相應余量最終確定樣品桶尺寸(長×寬×高)為300×300×450 mm。
2.4.2 夾具選擇計算
工業機器人的夾具又稱為末端執行器,它是機器人直接用于抓取和握緊(吸附)工件進行操作的部件。它具有模仿人手動作的功能,并安裝于機器人手臂的前端。由于被握工件的形狀、尺寸、重量、材質及表面狀態等不同,因此工業機器人末端操作器是多種多樣的,大致可分為夾鉗式取料手、吸附式取料手、專用操作器及轉換器和仿生多指靈巧手等。
本文設計對象為搬運機器人,用來搬運樣品桶,并不需要復雜的多指人工指,只需要設計抓取樣品桶的鉗形指。
本次機器人手部最大搬運重量為60 kg,采用氣動方式提供動力,壓力0.6 MPa,根據工作位置和工件尺寸的需要,最終采用結構如圖4所示。
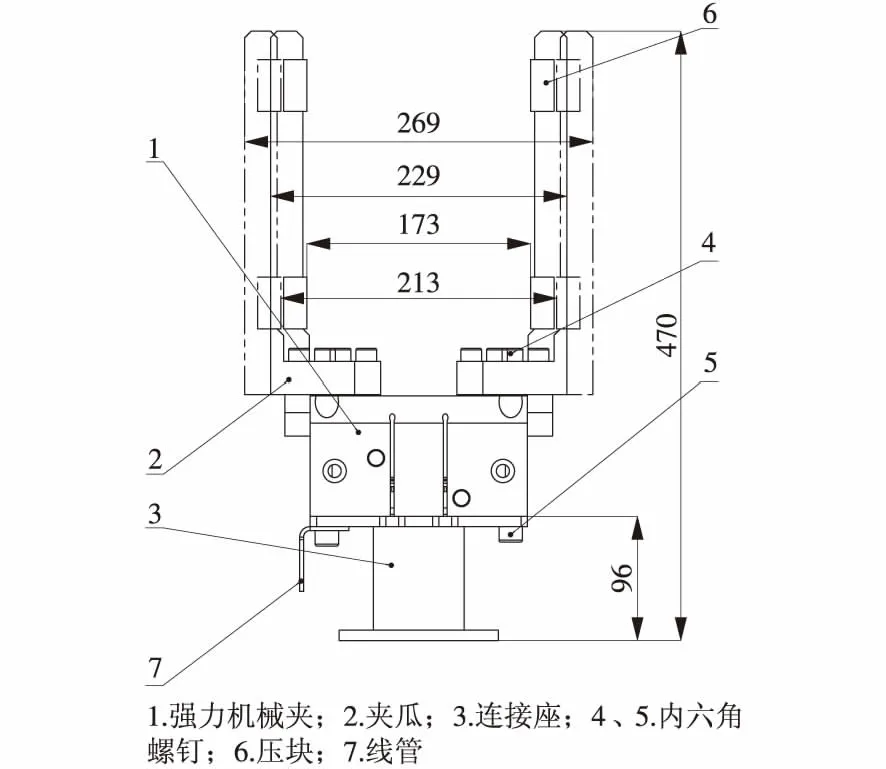
圖4 夾具結構
夾具夾爪采用鑄鋼鑄造或者鋁型材加工制作,其摩擦系數μ=0.2,重力加速度取g=9.8 m/s2。夾緊力FN=mg/2μ=(25 kg×9.8 m/s2)/(2×0.2)=612.5 N。
若需要提供612.5 N的夾緊力,應對氣缸的缸徑進行計算選擇,根據公式
F=nPS;S=π(D/2)2,
式中:F為所需要的輸出力,N;P為系統壓力,0.6 MPa;S為活塞面積,m2;n為安全系數,水平使用取值0.7,垂直使用取值0.5;D為氣缸直徑,m。
計算得出D=0.051 m,即51 mm,根據標準型號對照選擇60 mm缸徑標準氣缸。
2.4.3 機器人部分程序
MODULE MainModule
PROC main() //主程序
initall; //初始化部分參數和動作
While TRUE DO
IF DI6_Empty=1 THEN
……
Set DO12_reset_empty;
WaitTime 1;
Reset DO12_reset_empty;
ENDIF
IF DI16_full=1 THEN
……
Set DO13_Resetfull;
WaitTime 1;
Reset DO13_Resetfull;
ENDIF
IF DI26_Grind=1 THEN
grind;
ENDIF
WaitTime 0.3;
ENDWHILE
ENDPROC
PROC initall()
……
WaitTime 2;
Reset DO16_Toolopen2;
WaitTime 1;
Set DO17_Toolclose;
……
ENDPROC
PROC empty_s()
……
……
ENDPROC
PROC full_s()
……
……
ENDPROC
PROC poss_set()
……
WaitTime 2;
MoveL Offs(p11,0,0,50), v50, z10, mytool;
MoveL Offs(p11,-400,400,50), v200, z50, mytool;
MoveJ home, v500, z50, mytool;
ENDPROC
PROC empty_z1()
……
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC full_z1()
……
MoveJ phome_sfq1, v300, z20, mytool;
MoveJ home, v300, fine, mytool;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC full_z2()
……
GripLoad load0;
MoveL Offs(psfq2,0,500,0), v100, fine, mytool;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC empty_z2()
……
GripLoad load0;
MoveL Offs(pfpq2,0,550,0), v100, z15, mytool;
MoveJ hometp, v400, fine, mytool;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC empty_z3()
……
Movel home, v300, fine, mytool;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
Reset DO17_Toolclose;
ENDPROC
PROC empty_z4()
……
Reset DO7_Open_HX1;
Movel home, v500, fine, mytool;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC full_z3()
……
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC full_z4()
……
Movel home, v300, fine, mytool;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
PROC grind() //研磨控制
……
MoveJ pclear2_grind, v100, fine, mytool;
MoveJ Offs(pbowl,0,-600,15), v150, fine, mytool WObj:=wobj0;
Movel Offs(pbowl,0,-30,15), v50, fine, mytool WObj:=wobj0;
Movel Offs(pbowl,0,3,8), v20, fine, mytool WObj:=wobj0;
MoveL pbowl, v50, fine, mytool;
reSet DO17_Toolclose;
WaitTime 1;
Set DO16_Toolopen2;
WaitDI DI30_jjkx, 1;
Reset DO16_Toolopen2;
GripLoad load0;
Movel Offs(pbowl,0,0,50), v80, fine, mytool WObj:=wobj0;
Movel Offs(pbowl,0,-600,50), V200, fine, mytool WObj:=wobj0;
MoveJ pgrind_home, v300, z30, mytool;
MoveJ home, v500, fine, mytool;
Set DO14_Resetgrind;
WaitTime 1;
reSet DO14_Resetgrind;
Set DO17_Toolclose;
WaitDI DI29_jjgx, 1;
reSet DO17_Toolclose;
ENDPROC
ENDMODULE
2.4.4 控制系統設計和通信
本系統的控制系統由工業計算機,可編程控制器(PLC)等組成,制樣中計算機需要與電子天平實時通信,以獲得準確的樣品重量。本系統選用了METTLER TOLEDO電子天平,在分析電子天平RS-232通信接口的條件下,圖5給出了電子天平和計算機RS-232串行通信線纜連接方法,利用可視化編程語言VB6.0或者Visual Studio設計了電子天平和計算機通信接口程序,實現了電子天平與計算機之間的雙向數據傳輸,把稱量信息輸入計算機、進行數據處理和遠程顯示。
在編寫基于串口的計算機通信軟件時,通常需要由計算機向電子天平(下位機)發送命令和有關數據,以控制電子天平的操作,具體的操作指令應根據不同型號電子天平的相關指令。本例通過利用VB6.0里面的MSComm串口控件向電子天平發送數據131B500D0A11,電子天平執行去皮命令,輸出電子天平的測量結果。機器人燃煤制樣系統已經反復實際運行測試,完全達到了預期效果。
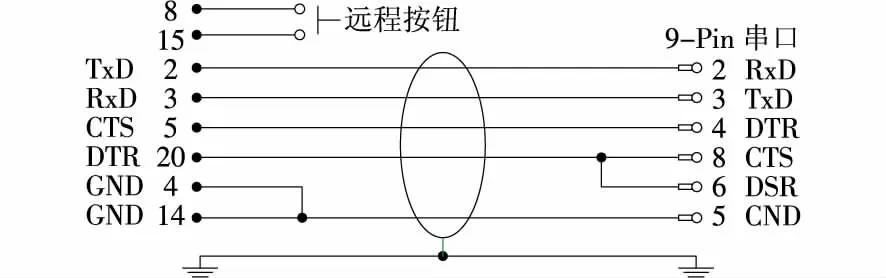
圖5 電子天平和計算機串口的數據連線
3 結束語
由于傳統自動制樣系統的工藝存在著自身無法解決的一些缺陷,以及機器人性能不斷提高、功能不斷擴展、單機價格不斷下降,人工成本的不斷上漲,使得越來越多的用戶在選擇煤炭制樣系統時,越來越傾向于機器人燃煤制樣系統這種技術先進的制樣方式。機器人燃煤制樣系統設計綜合考了慮實用性、先進性、安全性、符合標準工藝要求、快速高效等各個方面,已經可以廣泛應用于火力發電企業智能燃料系統中。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
