X90、X100管線鋼用高速焊劑的研究及應(yīng)用
2018-08-24 07:48:44
電焊機(jī) 2018年8期
(四川大西洋焊接材料股份有限公司,四川自貢643010)
0 前言
管線鋼冶金技術(shù)和石油工業(yè)的進(jìn)步帶動(dòng)了我國(guó)石油天然氣管道工程的迅速發(fā)展,我國(guó)管線鋼的終端用戶主要是石油管道和燃?xì)夤艿溃叩燃?jí)管線鋼板是制造高壓長(zhǎng)距離輸送天然氣管道用直縫埋弧焊管的關(guān)鍵材料[1-2]。目前我國(guó)的管線鋼普遍采用X70、X80鋼級(jí),根據(jù)未來(lái)天然氣管道的發(fā)展需求,不同的鋼廠相繼開(kāi)發(fā)了X90、X100和X120等超高強(qiáng)度管線鋼板。選用高鋼級(jí)管材可以大量節(jié)約管道建設(shè)成本,為此,X90、X100、X120級(jí)管線鋼將在未來(lái)幾年得到十分廣泛的應(yīng)用[3]。為了能更好、更快地適應(yīng)高級(jí)別管線鋼的發(fā)展,需開(kāi)發(fā)X90、X100及X120管線鋼配套用焊接材料,以滿足管線鋼高強(qiáng)度、高韌性、較好抗腐蝕性及較低硬度發(fā)展的需求。
1 焊縫金屬合金成分設(shè)計(jì)和分析
在焊縫金屬成分設(shè)計(jì)中,為了保證焊縫金屬具有良好的工藝性能,需通過(guò)調(diào)整焊劑成分、堿度等獲得良好的熔渣流動(dòng)性和脫渣性能。為了保障焊縫金屬具有良好的機(jī)械性能,焊縫金屬采用晶粒細(xì)化等強(qiáng)化方式,合金成分為C-Mn-Si-Ni-Mo-Ti,以得到所需的焊縫強(qiáng)度和良好的塑韌性。
在一定條件下,焊縫金屬?gòu)?qiáng)度越高,低溫沖擊韌性會(huì)相應(yīng)降低,并且在大線能量高速焊接時(shí),焊縫金屬的低溫沖擊韌性更難控制。因此,在提高低溫沖擊韌性的同時(shí),需兼顧焊縫成形和高速焊接工藝性能,在控制焊劑合金和熔敷金屬合金元素的同時(shí),調(diào)整焊劑堿度,降低焊劑雜質(zhì),提高熔敷金屬純凈度,減少金屬夾雜物的生成[4]。為此,需嚴(yán)格控制焊縫金屬S、P、N、Al含量,焊縫金屬的化學(xué)成分如表1所示。

表1 焊絲焊劑組合焊縫金屬化學(xué)成分 %
2 焊劑CHF105GX的研制
2.1 渣系選擇
根據(jù)工藝特點(diǎn)及性能要求,焊劑采用氟堿性CaF2-MgO-CaO-Al2O3-SiO2渣系,通過(guò)原材料的選用和控制加入量,有利于得到低氫、低硫的焊縫金屬,為獲得良好的工藝性能和低溫沖擊韌性創(chuàng)造了條件。
2.2 堿度控制
根據(jù)管線鋼的焊接特點(diǎn)——高速多絲焊接,熱輸入大、熔池反應(yīng)劇烈,熔渣的流動(dòng)性對(duì)焊接工藝性能有很大的影響。為此,在焊劑的保護(hù)作用下,為了保證在埋弧焊中焊縫金屬具有良好的工藝性能,焊縫金屬需具有良好的粘度、表面張力、凝固溫度等[5]。焊劑堿度對(duì)焊接工藝性影響很大,焊劑堿度過(guò)大,焊縫金屬流動(dòng)性變差,焊縫容易出現(xiàn)咬邊、夾渣等缺陷;焊劑堿度過(guò)低,導(dǎo)致低溫沖擊韌性變差。在CHF105GX焊劑的研制中,為了得到良好的焊接工藝性能、低溫沖擊韌性、抗拉強(qiáng)度和較低的硬度,焊劑采用氟堿性渣系,控制焊劑堿度(BⅡW)在1.8~2.4范圍內(nèi),使得焊劑易于獲得良好的焊接工藝性及優(yōu)異的低溫沖擊韌性[4]。
2.3 焊劑成分控制
MgO是一種強(qiáng)堿性物質(zhì),也是一種優(yōu)良的造渣材料,對(duì)控制焊縫形狀非常重要。對(duì)于堿性渣系,MgO能提高焊縫金屬的沖擊韌性,但MgO熔點(diǎn)較高,且會(huì)增大熔渣粘度,提高熔渣凝固溫度,抑制渣的流動(dòng)性使焊縫成形變差,為了保證焊縫性能,選擇合適的加入量尤為重要。ΣCaO在焊劑中起造渣和提高焊劑堿度作用,ΣCaO主要來(lái)源為含CaO或通過(guò)分解合成的螢石等,CaO能有效提高焊劑抗大電流能力,改善焊縫力學(xué)性能,具有脫S、P雜質(zhì)元素的效果。SiO2是一種酸性物質(zhì),降低焊劑堿度,SiO2參與造渣,調(diào)整渣的凝固點(diǎn)、表面張力及熔渣高溫粘度,對(duì)焊縫成形的控制非常重要[6]。焊劑中一般采用高SiO2與低CaF2配比,反之,低SiO2采用高CaF2可使焊劑具有優(yōu)良的抗氣孔性能。Al2O3是兩性氧化物,具有增大熔渣表面張力的作用,是熔渣粘度的調(diào)整劑,增加一定量的Al2O3可減少壓坑及其傾向,但過(guò)高的Al2O3含量會(huì)使焊縫弧度更尖且不平滑,易產(chǎn)生氣孔和麻點(diǎn),渣殼變硬。MnO在焊接過(guò)程中與SiO2結(jié)合成復(fù)合的硅酸鹽,形成良好的焊渣,保護(hù)熔敷金屬,使其不受空氣中N、O的影響,而且被還原的Mn元素是焊縫中主要合金成分,能提高焊縫強(qiáng)度和沖擊韌性,同時(shí),被還原的Mn與焊縫中的S化合形成MnS,起到脫S作用,減少焊縫熱裂紋傾向,但是MnO過(guò)高導(dǎo)致焊縫成形變差。
經(jīng)過(guò)大量試驗(yàn),合理匹配 MgO、SiO2、CaO、Al2O3等元素比例,調(diào)整熔渣粘度、精選原材料,設(shè)計(jì)CHF 105GX焊劑的主要化學(xué)成分如表2所示。

表2 焊劑主要化學(xué)成分 %
3 焊接試驗(yàn)
焊接設(shè)備采用成都焊研威達(dá)自動(dòng)焊接設(shè)備有限公司制造的四絲埋弧焊機(jī),型號(hào)AGWH-2,電機(jī)功率1.5 kW,升降調(diào)節(jié)行程0~1 300 mm。
3.1 試驗(yàn)?zāi)覆?/h3>
X90與X100板材,U型坡口,坡口角度10°+10°,根部間隙16 mm。
3.2 焊絲焊劑組合
采用CHW-S90GX、CHW-SG10兩種焊絲,焊絲規(guī)格φ5.0mm;一種焊劑CHF105GX;CHW-S90GX/CHF105GX組合采用X90板材,CHW-SG10/CHF 105GX組合采用X100板材,多層多道焊。
3.3 焊接工藝參數(shù)及力學(xué)性能試驗(yàn)
3.3.1 雙絲焊接工藝參數(shù)及力學(xué)性能試驗(yàn)
雙絲焊接時(shí),焊劑堿度BⅡW=2.4;試板尺寸1 000 mm×200 mm×18.6 mm×2,試驗(yàn)時(shí)加引弧板,采用直流和交流兩種電源,直流電源為ZD5-1600晶閘管直流電源,交流電源為BXL-1200(采用斯柯特接線法),電極排列DC/AC。雙絲埋弧焊接時(shí),為減小雙絲間距,采用雙絲單熔池焊接效果,共焊接4層8道,其焊接規(guī)范見(jiàn)表3,焊縫金屬力學(xué)性能見(jiàn)表4,橫向彎曲性能見(jiàn)表5,焊縫金屬硬度見(jiàn)表6。

表3 雙絲埋弧焊接規(guī)范

表4 焊縫力學(xué)性能
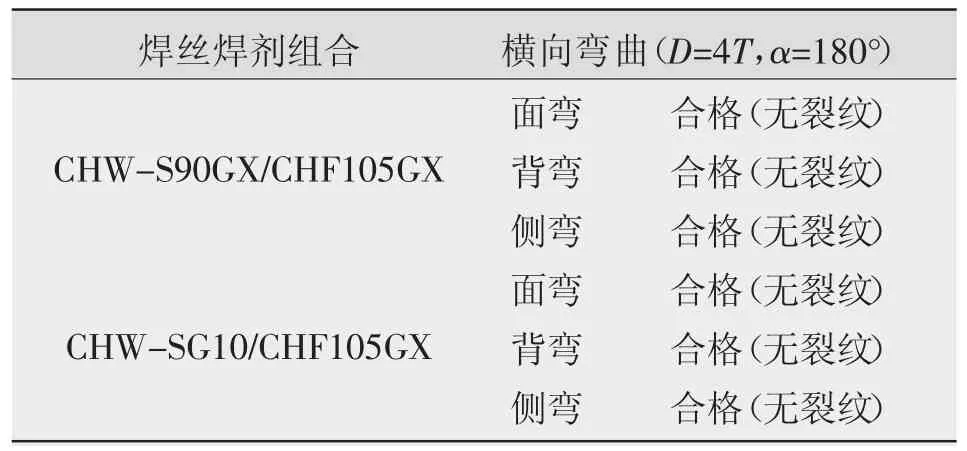
表5 焊縫金屬橫向彎曲性能
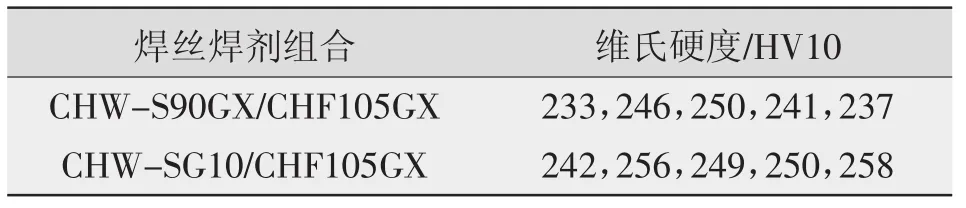
表6 焊縫金屬硬度
3.3.2 三絲焊接工藝參數(shù)及力學(xué)性能試驗(yàn)
三絲焊接時(shí),焊劑堿度BⅡW=1.8;試板尺寸和焊接設(shè)備與雙絲焊相同,電極排列為DC/AC/AC。三絲埋弧焊接時(shí),為減小三絲間距,共焊接3層5道,其焊接規(guī)范見(jiàn)表7,焊縫金屬力學(xué)性能見(jiàn)表8,橫向彎曲性能試驗(yàn)見(jiàn)表9,焊縫金屬硬度見(jiàn)表10。

表7 三絲埋弧焊接規(guī)范

表8 焊縫金屬力學(xué)性能

表9 焊縫金屬橫向彎曲性能
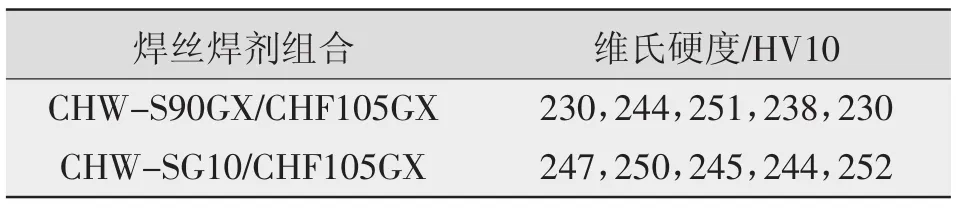
表10 焊縫金屬硬度
4 產(chǎn)品工藝評(píng)定試驗(yàn)
在巨龍鋼管廠進(jìn)行CHF105GX焊劑產(chǎn)品工藝評(píng)定試驗(yàn),配合焊絲,采用雙絲焊接,其工藝性能優(yōu)良,力學(xué)性能良好。
4.1 試驗(yàn)?zāi)覆?/h3>
X100管材,管材直徑及厚度為φ1 016 mm×20.6 mm;X 型坡口,坡口角度 30°+30°,根部間隙1~2 mm,鈍邊 2~3 mm。
4.2 焊絲焊劑組合
焊絲選用CHW-SG10,規(guī)格φ5.0 mm;焊劑CHF 105GX,焊劑堿度BⅡW=1.8;焊絲焊劑組合配套X100管材進(jìn)行雙絲單道焊。
4.3 焊接工藝參數(shù)及力學(xué)性能評(píng)定試驗(yàn)
雙絲工藝評(píng)定對(duì)接焊規(guī)范見(jiàn)表11,焊縫金屬力學(xué)性能見(jiàn)表12,橫向彎曲性能試驗(yàn)見(jiàn)表13,焊縫金屬硬度見(jiàn)表14。
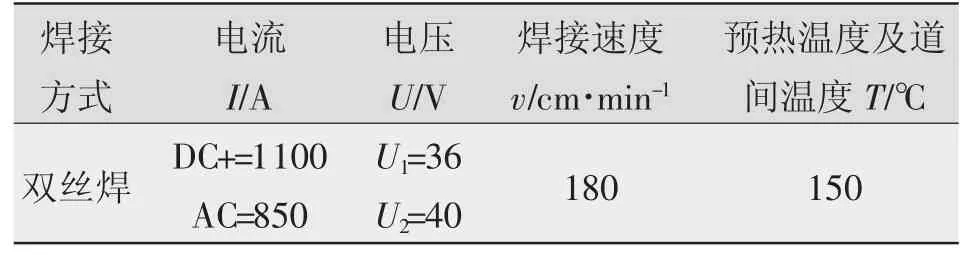
表11 雙絲埋弧焊接規(guī)范

表12 焊縫金屬力學(xué)性能

表13 焊縫金屬橫向彎曲性能

表14 焊縫金屬硬度
5 試驗(yàn)及工藝評(píng)定結(jié)果
CHF105GX焊劑配合專用焊絲CHW-S90GX、CHW-SG10在試驗(yàn)室進(jìn)行相關(guān)性能試驗(yàn),試制的CHF105GX焊劑產(chǎn)品在巨龍鋼管廠進(jìn)行了工藝評(píng)定試驗(yàn)。結(jié)果表明,在多絲焊接中,焊劑具有良好的焊接工藝性,拉伸性能、低溫沖擊韌性、彎曲、硬度試驗(yàn)等各項(xiàng)指標(biāo)均滿足管線鋼及API 5L技術(shù)要求。
6 結(jié)論
(1)焊劑CHF105GX渣系及成分設(shè)計(jì)合理,配合專用焊絲,力學(xué)性能穩(wěn)定可靠。
(2)焊劑成分和堿度設(shè)計(jì)對(duì)高速焊工藝性及力學(xué)性能影響較大,在本渣系中合理設(shè)計(jì)焊劑成分并控制焊劑堿度在1.8~2.4是合理的。
(3)CHF105GX焊劑配合專用配套焊絲,在160 cm/min、180 cm/min高速焊接條件下進(jìn)行焊接,其焊縫金屬具有良好的焊接工藝性和優(yōu)良的力學(xué)性能,焊縫金屬拉伸性能、低溫沖擊韌性均滿足管線鋼API 5L的設(shè)計(jì)要求。
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
