機器人型TIG焊自動化工作站的設計與研究
2018-08-24 09:33:48
電焊機 2018年8期
(上海航天設備制造總廠有限公司,上海 200245)
0 前言
鎢極氬弧焊(TIG)具有電弧穩定、焊接質量好、無飛濺、焊縫成形美觀等優點[1-2]。航天運載系統中的一些小尺寸薄壁件對焊縫質量要求較高,如膜盒組件的環焊縫、傳感器組件的方焊縫,目前大多采用手工TIG焊,焊縫質量易受人為因素影響,焊工水平的高低直接影響焊縫質量[3-4]。焊接機器人具有故障率低、焊接質量穩定的特點,焊接機器人自動化工作站在汽車領域應用較多,可有效降低工人勞動強度、提高生產效率、降低成本[5-6]。
針對實際生產需求,本研究設計了一款機器人型TIG焊自動化工作站,該工作站能夠實現自動化焊接、焊接參數可調,并具有弧長跟蹤功能,可自動調整焊槍高度,保證焊縫穩定。結合機器人運行軌跡程序,完成直焊縫、環焊縫、方焊縫的焊接實驗,驗證了自動焊接功能和弧長跟蹤功能。
1 設備總體設計
機器人型TIG焊自動化工作站由機器人系統、弧焊電源系統、雙軸變位機組成,機器人系統包括機器人本體和機器人控制柜,弧焊電源系統包括焊接電源、送絲系統、焊槍、水冷機[7],組成框圖如圖1所示。
工作站選用安川焊接機器人MOTOMANMA2010,負載 10 kg,重復定位精度±0.08 mm,控制柜型號為DX200;選擇Fronius焊接電源MW5000,焊接電流500 A。工作站采用機器人作為中央控制系統,協調各組成部分的動作[8]。焊接功能和焊接參數的調節是通過機器人弧焊基板與焊接電源通訊板ROB5000間的I/O通訊方式實現,接線原理如圖2所示,可更改焊機的操作模式和調取焊接參數工作號。兩個機器人外部軸電機安裝在變位機上,與機器人的6個軸實現8軸聯動。

圖1 機器人型TIG焊自動化工作站組成框圖Fig.1 Block diagram of automation TIG welding robot machine

圖2 機器人弧焊基板與焊接電源通訊板ROB5000接線原理Fig.2 Wiring diagram of robot arc welding base plate and ROB5000
2 焊接功能實現
工作站TIG焊是通過預先在焊接電源面板上設置焊接參數并儲存在相應JOB號中,機器人運行軌跡時調用該JOB號完成焊接工作。因此,需要完成工藝參數的設置和調用、機器人焊接程序編寫。
2.1 工藝參數設置和調用
2.1.1 操作模式選擇
焊接電源有4種操作模式,分別是:2步模式、4步模式、JOB模式、焊條電弧焊。ROB5000通訊板上有3個數字輸入端可用于模式選擇,將此數字輸入端接到機器人IO基板上的3個通用輸出端即可實現通過機器人切換焊接模式。模式切換方法見表1。
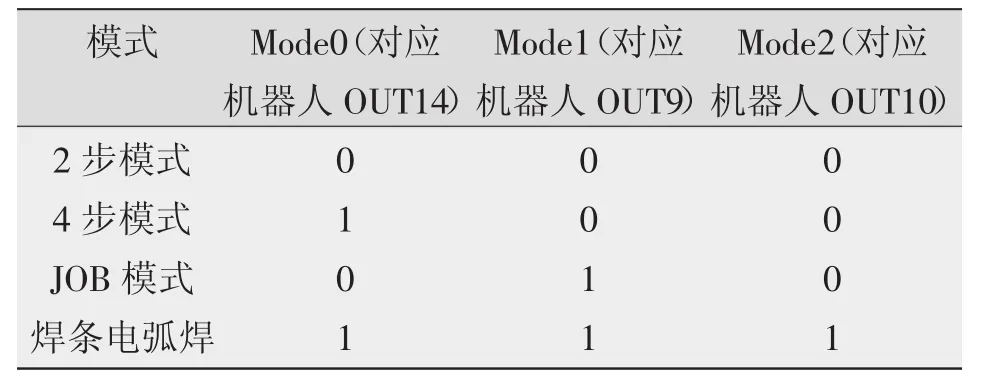
表1 模式切換地址Table 1 Mode switching address
2.1.2 JOB號選擇
針對不同的焊接工件,可在相應JOB中設置成熟的焊接工藝參數,在焊接不同工件時調用不同的JOB號。焊機共有256個JOB號可選,本項目中配置8個,分別對應ROB5000通訊板的3個數字輸入端,將數字輸入端與機器人的3個通用輸出端進行硬件接線,可通過機器人輸出指令DOUT輸出組2賦值,DOUT指令中輸出組編號和變量B值的選擇參照表2。例如,需要調用JOB2,機器人指令為DOUT OG#(2)B002。

表2 JOB號調用Table 2 JOB call
2.2 機器人焊接程序編寫
機器人焊接程序需要體現運行軌跡(焊縫形狀)、焊接速度、起弧、熄弧、調用JOB號等,因此,機器人程序直接影響最終焊接效果,需結合具體工件、具體工藝參數編輯。
2.2.1 直焊縫
直焊縫的機器人焊接程序如下:
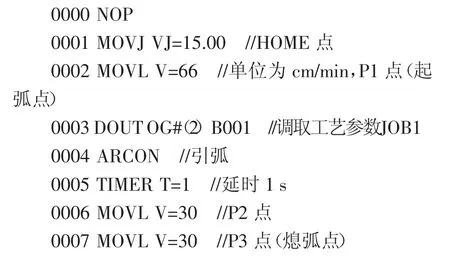
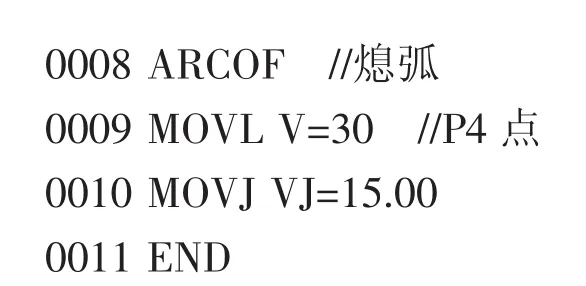
上述程序中,直焊縫的起點是P2,終點是P3,為了便于起弧成功,需要在P2點下方增加一個P1點用于起弧,在該點停留1s,并延遲1s出焊絲。
2.2.2 環焊縫
為了使環焊縫達到平焊效果,采用如圖3所示位姿進行焊接,機器人和轉臺到位后,機器人手臂不動,轉臺帶動工件旋轉,該方式對轉臺同軸度要求較高。采取兩層焊接,先焊接打底,再擺焊蓋面。
(1)環焊縫第一層焊接機器人焊接程序。

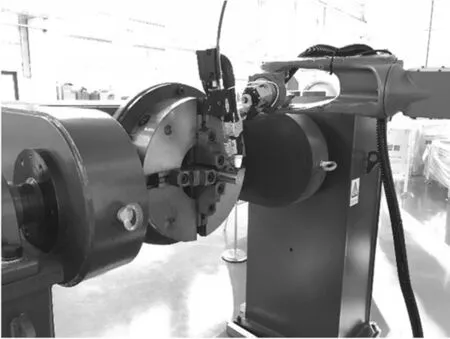
圖3 焊接姿態Fig.3 Welding posture
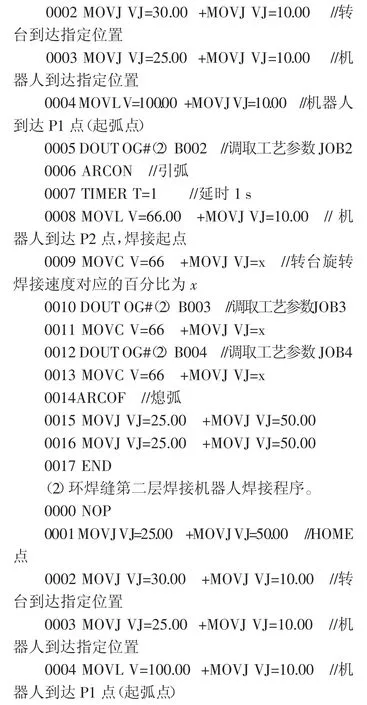
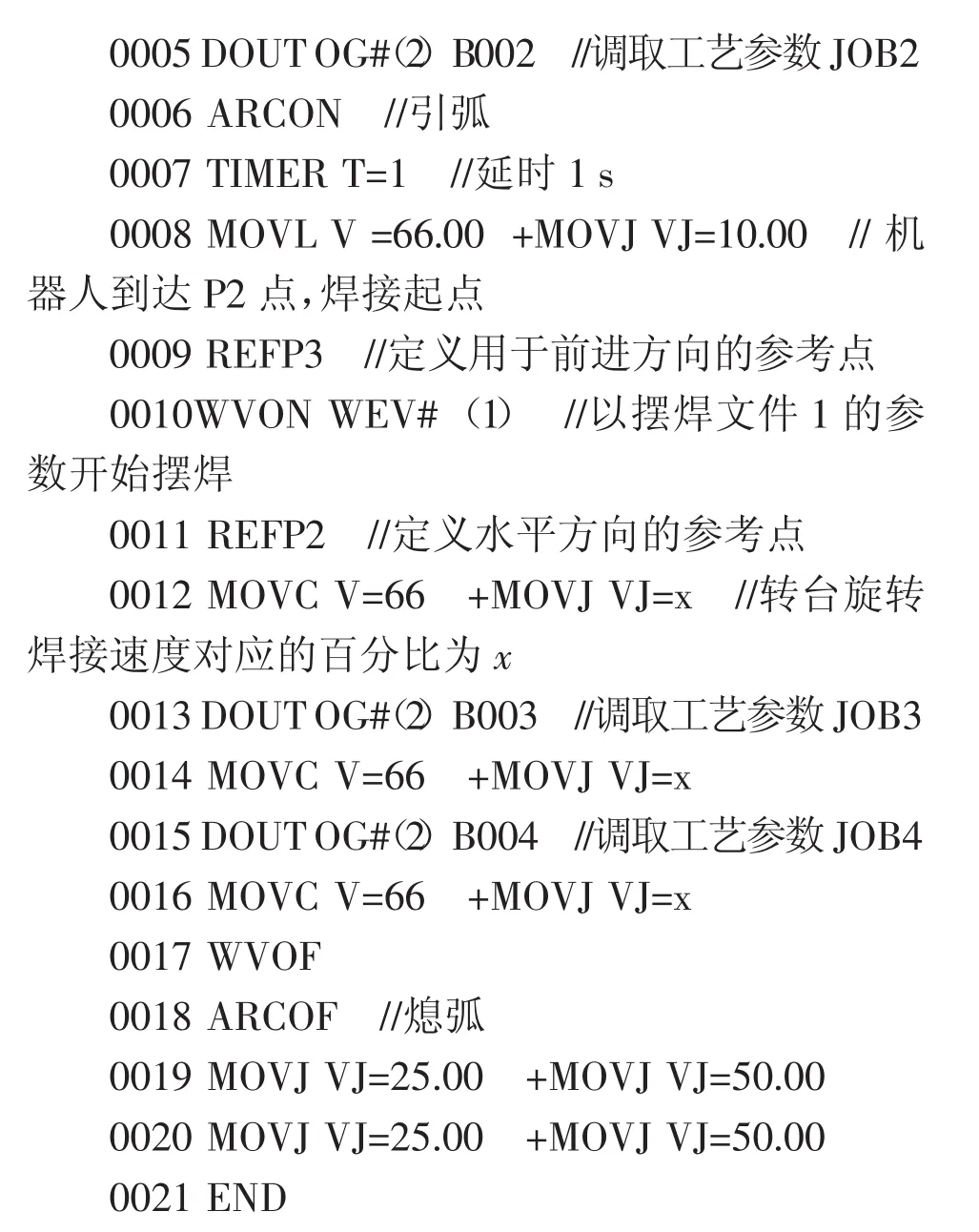
上述程序中,焊接速度v與機器人程序中關節插補的再現速度百分比x的對應關系如下

式中 v為焊接速度(單位:mm/s);x為轉臺速度百
分比;d為焊接工件直徑(單位:mm)。
2.2.3 方管焊縫
方管焊縫可看成由直線和圓弧組成,為達到平焊的效果,機器人單獨走完直線軌跡,方管拐角處機器人與轉臺聯動,該焊接方式對轉臺同軸度要求較高。圖4為機器人軌跡示意,帶箭頭的線條表示機器人運動軌跡,可見機器人與方管在拐角處是繞同一圓心同一方向旋轉的,焊縫長度為兩者相對運動的距離,焊接速度為兩者相對速度。
(1)方管焊縫第一層焊接機器人運行程序。
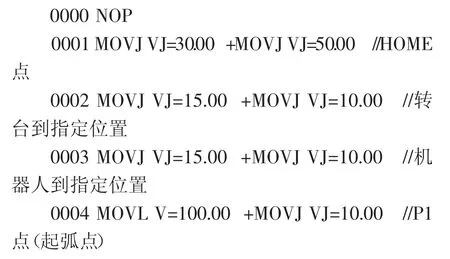
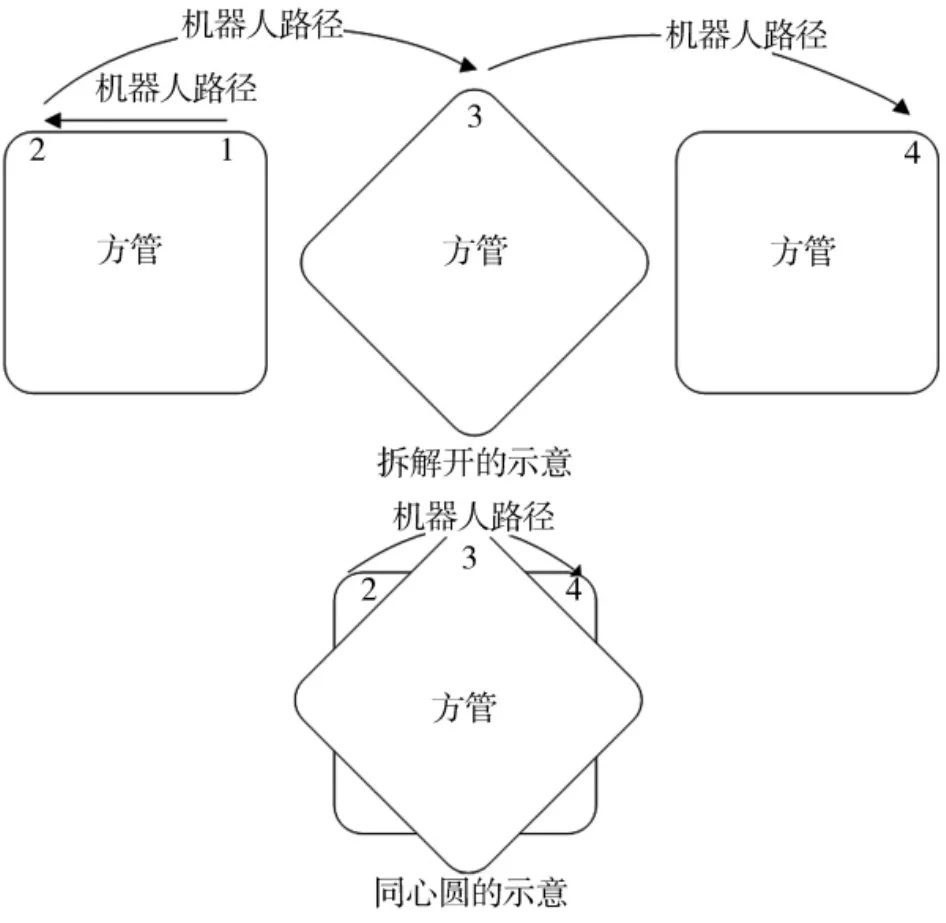
圖4 方焊縫焊接運動軌跡示意Fig.4 Sketch map of welding trail of square weld
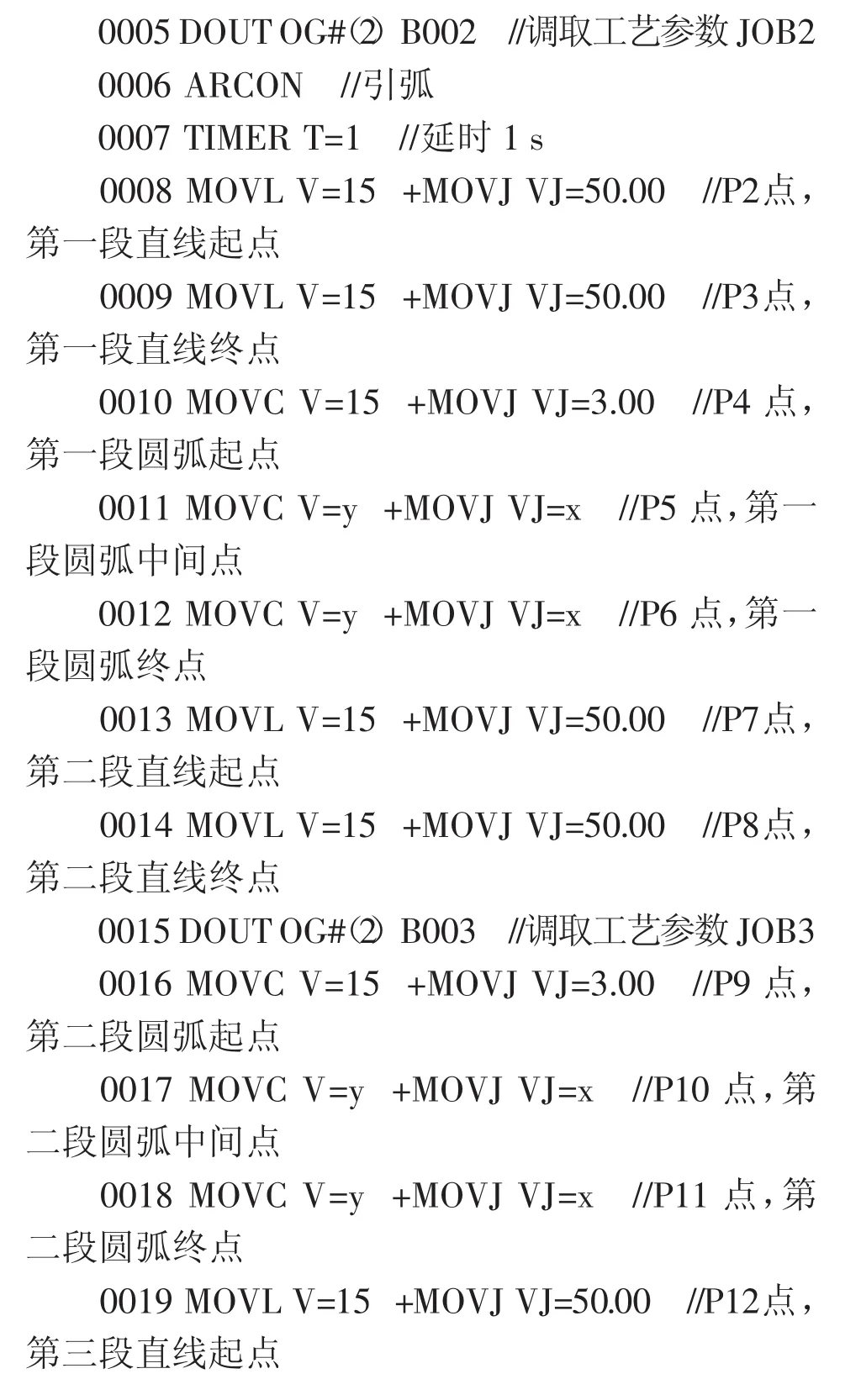
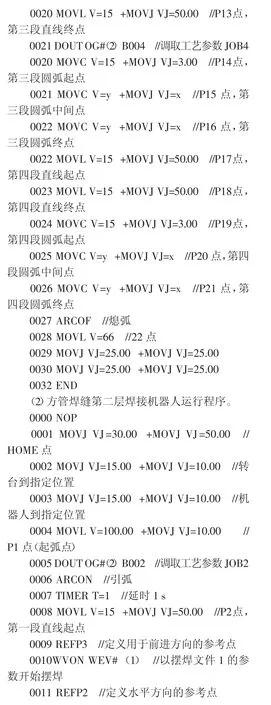
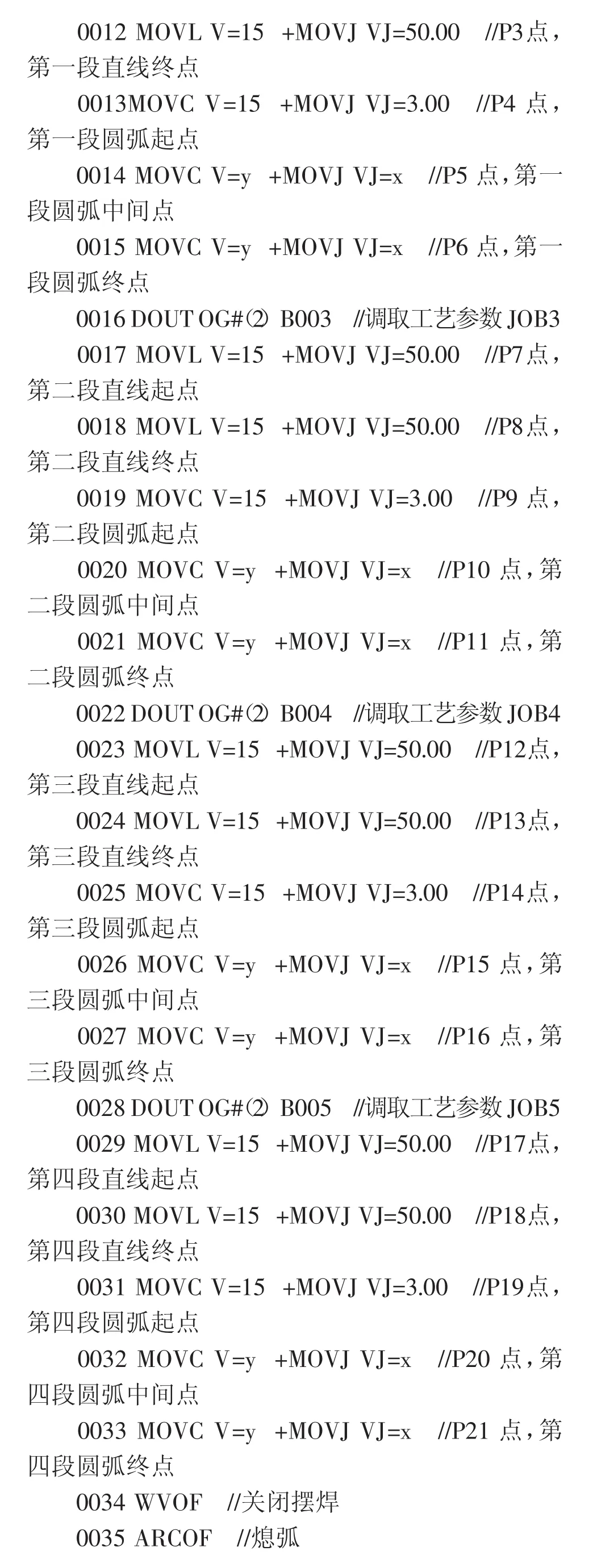
上述程序中,y、x分別對應機器人運行速度v1、變位機運行速度v2,v1與v2的差值是焊接速度v。y和x的計算步驟如下:①測量出機器人旋轉角度θ1;②根據公式v=v2-v1,v1=v2·θ1/90°計算出v1、v2(單位:mm/s);③計算 y,x。
2.3 弧長跟蹤功能實現
弧長跟蹤功能實現原理:利用焊接電源的恒電流特性,在焊接過程中焊接電流總是等于設定的電流,而焊機的弧電壓則隨焊槍弧長變化而變化,當焊槍弧長增大時,弧電壓上升,當焊槍弧長減小時,弧電壓下降。機器人弧長檢測板卡通過檢測有效弧壓的變化,調整機器人位姿來控制焊槍與板材的距離,使有效弧壓和弧長保持不變,同時焊槍與板材高度也保持不變。
焊接時如遇工件表面有起伏變化,機器人采集到的弧壓監視值模擬量信號也會相應變化,通過弧壓跟蹤功能處理,可自動調整焊槍高度來保證焊槍與工件表面距離恒定,從而保證焊縫穩定。
弧長跟蹤功能實現步驟如下:(1)安裝弧壓檢測板卡YC02。(2)打開弧壓跟蹤功能:進入維護模式→選擇選項基板→選擇YCP02。(3)YCP02選擇使用→傳感器功能選擇使用感知器→有效傳感數1→機器人傳感器選項選擇有效→回車確認,保存設置。(4)硬件接線如圖5所示。(5)參數設置。修改SIE22→3(初始為 0),表示啟用 CH03 通道,關聯 AIN2;修改S1E28→100,增益補償,單位 0.01mm/V。
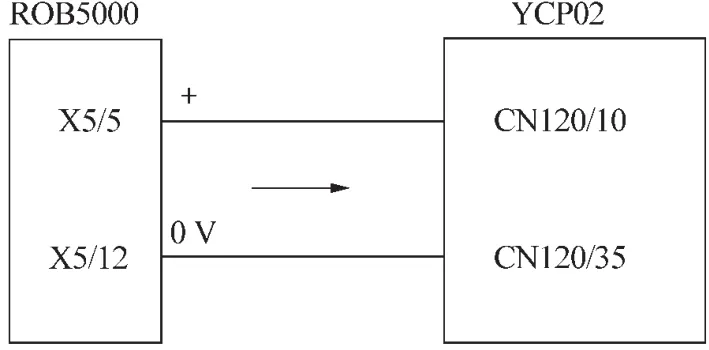
圖5 ROB5000與弧壓檢測板卡的硬接線
在實際使用弧長跟蹤功能時,根據具體加工工件設置增益補償、最大電壓、最小電壓。
(1)選擇一組合適的工藝參數,觀測到該工件正常加工時的弧壓變化范圍,例如:正常加工時弧壓在2V附近變化,此時可選擇基準電壓為2V,最小電壓為1 V,最大電壓為3 V。
(2)將焊槍在Z軸方向抬高或降低,改變鎢針與工件的距離,并測得該高度下的弧壓值,計算弧壓變化與距離變化的比例關系。如,鎢針高度與弧壓之間的線性關系如圖6所示,可計算出鎢針高度每變化1mm,弧壓改變0.5 V,因此需要將增益補償值設為200,該值單位為0.01 mm/V,相當于機器人每接收到1 V弧壓變化補償2 mm。

圖6 鎢針高度與弧壓的比例關系Fig.6 Relation between the height of the tungsten needle and the arc pressure
3 實驗驗證
結合上述機器人運行軌跡程序,完成直焊縫、環焊縫、方管焊縫的焊接實驗,驗證自動焊接功能和弧長跟蹤功能[9-10]。
3.1 直焊縫
不銹鋼件的工藝參數:鎢極直徑3.2 mm,焊接電流120A,送絲速度1.7m/min,占空比76%,焊接速度30cm/min;鋁合金件的工藝參數:鎢極直徑4mm,焊接電流220A,送絲速度1.7m/min,焊接速度30cm/min。焊接效果如圖7所示。
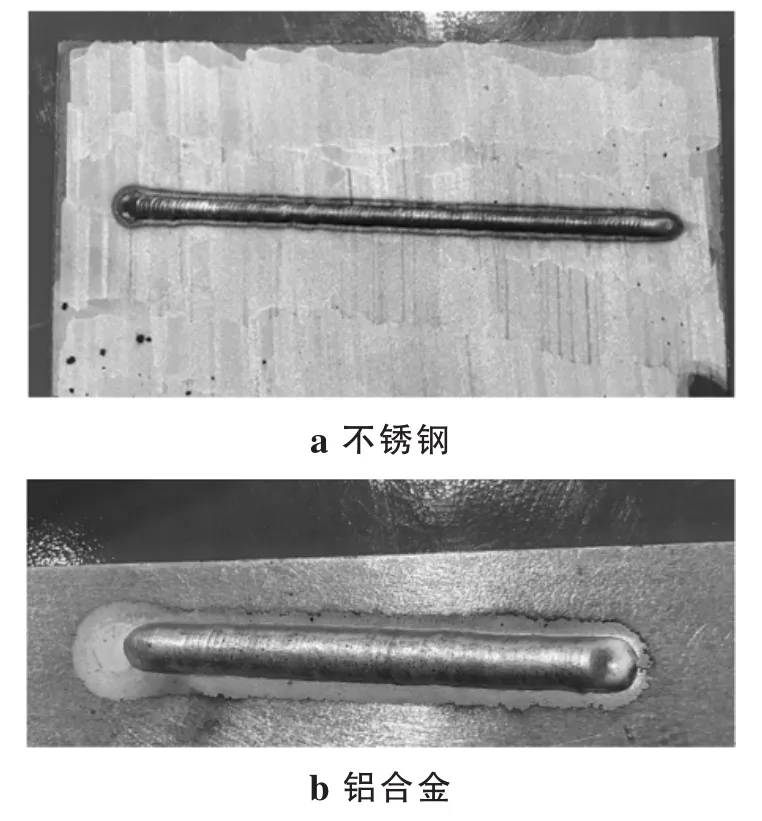
圖7 直焊縫焊接效果Fig.7 Welding effect of straight weld
3.2 環焊縫
鋁合金件環焊縫焊接工藝參數如表3所示,根據式(1)計算可得鋁合金件機器人再現速度百分比x=5.4%。環焊縫焊接效果如圖8所示,焊縫均勻,無明顯表面缺陷。

表3 鋁合金件環焊縫焊接工藝參數Table 3 Welding process parameters of circumferential welds for aluminum alloy parts
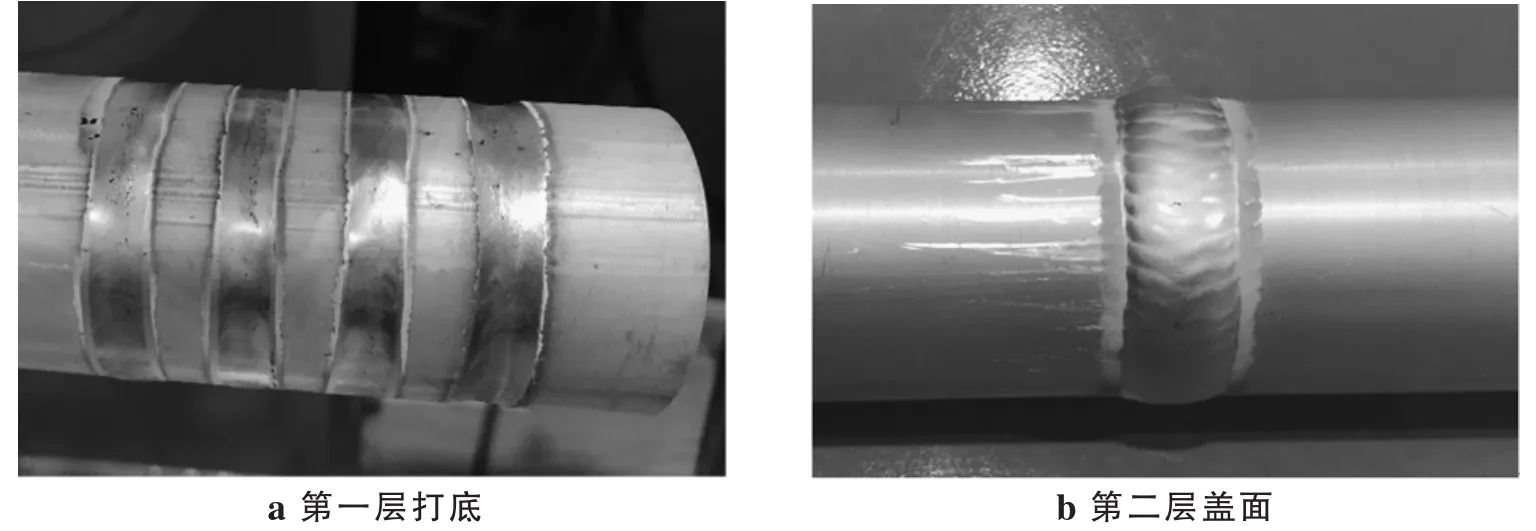
圖8 鋁合金環焊縫焊接效果Fig.8 Welding effect of aluminum alloy parts in the circumferential weld
3.3 方管焊縫
方管上鋁合金環焊縫焊接工藝參數如表4所示,拐角處焊接速度為 7 cm/min,θ1=80°,計算得 v1=9.44mm/s,v2=10.6mm/s,則 y=57cm/min,x=18cm/min,拐角處程序為 MOVC V=57+MOVJ VJ=18,焊接效果如圖9所示,焊縫均勻,無明顯表面缺陷。

表4 鋁合金方管焊縫焊接工藝參數Table 4 Welding process parameters of square pipe welds for aluminum alloy parts

圖9 方管上鋁合金方焊縫焊接效果Fig.9 Welding effect of aluminum alloy parts in the square pipe weld
3.4 弧長跟蹤功能
在需打開弧長跟蹤功能的點插入指令ACRON TF SCF#(1)TCH#(3)TV=2,在需關閉弧長跟蹤功能的點插入程序段ACROF。焊接效果對比如圖10所示,SIE28設為200,最小電壓設為1 V,最大電壓設為3.5 V,基準電壓設為2 V。機器人從起點到終點上升約7 mm,1號比2號的焊縫更加均勻穩定。
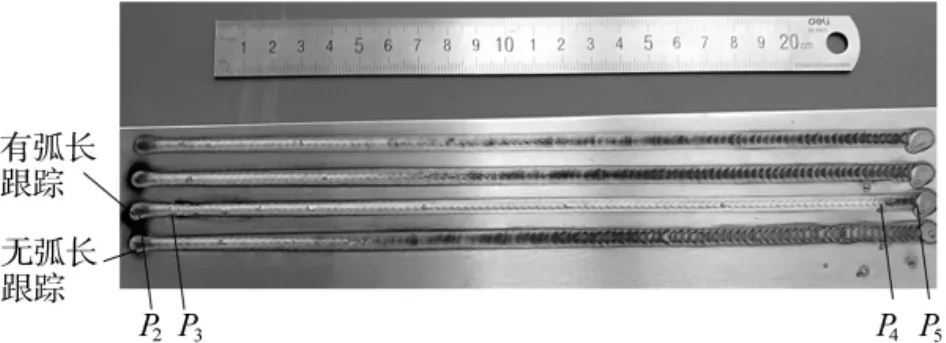
圖10 弧長跟蹤焊接效果對比Fig.10 Comparison of arc length tracking welding effect
4 結論
針對航天運載系統中的一些小尺寸薄壁件手工TIG焊焊縫質量不穩定等問題,設計了一種機器人型TIG焊自動化工作站,該工作站能夠實現自動化焊接、焊接參數可調,并具有弧長跟蹤功能,能夠自動調整焊槍高度,保證焊縫穩定。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國科技論壇(2017年7期)2017-07-25 08:49:53
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
設備管理與維修(2015年12期)2015-04-09 06:57:24
