高速切削條件下提高單位功率材料切除率的切削用量選擇研究
2018-08-20 08:28:56趙向前
機械工程師 2018年8期
趙向前
(鞏義市第一中等專業學校,河南鞏義451200)
0 引言
高速切削(High Speed Machining,HSM或High Speed Cutting,HSC)理論是1931年4月德國物理學家Carl.J.Salomon[1]所提出的。經過近一個世紀的研究,到目前為止,其作用機理還不很清楚[2],但關于高速切削的應用隨著高速切削機床的發展,越來越廣泛。
近年來,由于節能減排的要求,對高速加工的能源消耗提出了更高的要求,本文就高速切削中切削參數的變化對單位功率材料切除率的影響作以分析,提出了選用切削用量的原則。
1 單位功率材料切除率
切削加工就是用刀具從毛坯上去除多余材料,從而獲得在尺寸精度、形位精度和表面粗糙度等方面均符合工藝要求的一種加工方法[3]。在加工中,要取得最大效益,應盡可能地提高生產效率。在一定程度上,提高切削加工效率,也就提高了生產效率。要提高切削加工效率,除了要減少輔助時間外,還應盡量減少切削加工時間,減少能量消耗,即利用最小加工功率和最短時間取得最大的材料切除,也就是要提高單位功率材料切除率,即單位時間單位功率切除材料的體積。
單位功率材料切除率與切削用量間的關系可表示為

式中:v為切削速度,mm/min;ap為背吃刀量,mm;fz為每齒進給量,mm/z;P為加工時所消耗的功率,kW。
由式(1)可以看出,要提高單位功率材料切除率,最明顯的方法是增大切削用量,減小切削功率,但切削功率直接受到切削用量的影響,切削用量增大,會使切削功率同樣增大,同時由于刀具耐用度、機床功率、極限切削用量等的影響,切削用量又不可能無限制地增大,因而應該存在一個最優的切削用量,可以使單位功率材料切除率最大。本文通過試驗的方法確定出此最優切削用量,以提高單位功率材料切除率,從而提高生產效率。
2 單位功率材料切除率試驗分析
2.1 試驗設備
1)試件。試件為長方體,尺寸為652 mm×135 mm×80 mm,試件材料為鋁合金6063,σb=290 MPa,δ=12%,硬度為95 HB。試件加工部位為支架零件前面內腔,如圖1所示。
2)刀具。整體硬質合金立銑刀,牌號為K10。結構尺寸為:d=10 mm,刀尖圓角半徑r=2,γo=15°,αo=12°,λs=25°,rε=0.01~0.02 mm。
3)機床。采用HERMLEC1200U高速銑削中心。
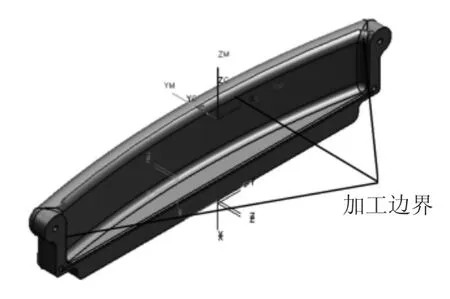
圖1 實驗用零件的切削部位
2.2 試驗方法
本試驗采用在UG NX軟件中進行仿真試驗的方法進行切削用量的優化試驗,并且采用單因素方式改變切削用量,分別測試加工內腔所用時間,計算出單位功率材料切除率,并對結果進行分析,最后在機床上進行實際切削驗證。
由于背吃刀量主要取決于加工余量,沒有多少可選擇的余地,一般都事先選定,而不參與優化,因此切削用量優化主要是指切削速度和進給量的優化。
試驗中,背吃刀量確定為ap=1 mm。由于切削速度與主軸轉速直接相關,而機床上一般所標的均為主軸轉速,所以本文使用主軸轉速間接表示切削速度。受到機床主軸極限轉速的限制,實際試驗的轉速確定在12 000~18 000 r/min之間變化,每次遞進1000 r/min;進給量使用每齒進給量,在0.05~0.25mm/z之間變化,每次遞進0.05 mm/z。
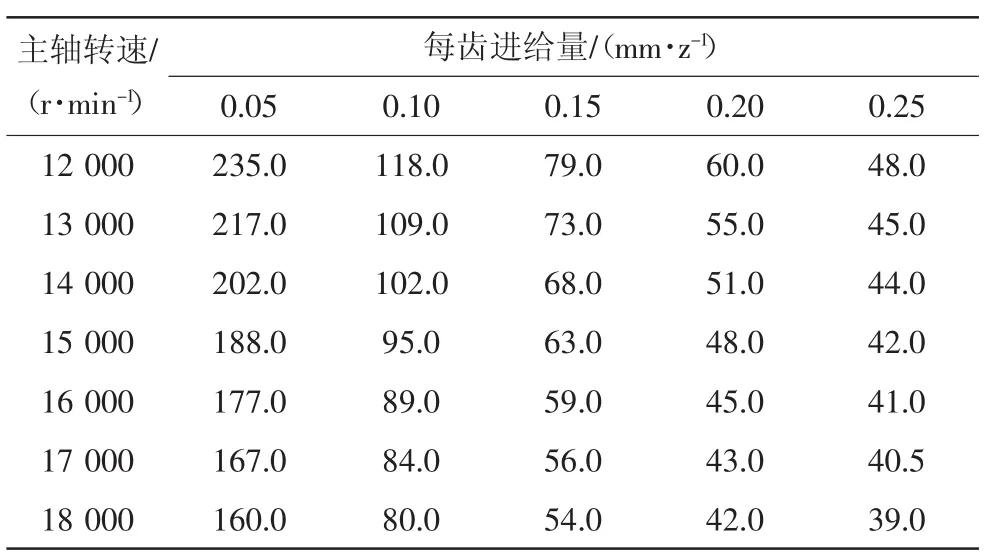
表1 改變切削用量時切削內腔所用時間 min
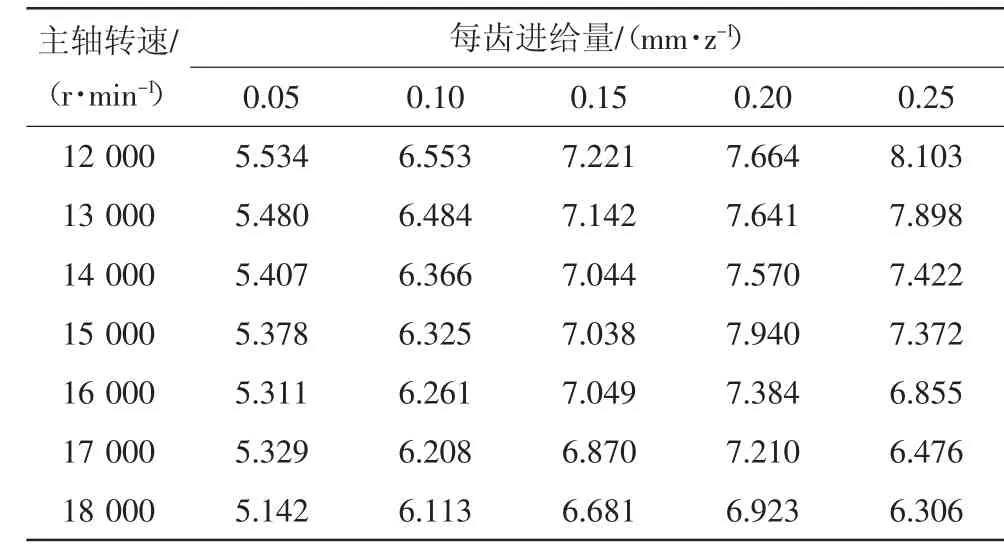
表2 改變切削用量時材料切除率cm3/(min·kW)

圖2 單位功率材料切除率與切削用量關系
試件加工方法,采用刀軸垂直于底面的平面銑削方法,跟隨工件的切削方式,為保證整個內腔全部加工,把切削邊界向外延伸5 mm。
3 試驗結果及分析
支架零件內腔體積經計算為V=1633.88 cm3。
表1為分別改變主軸轉速和進給量時,試件實際加工所用的時間。根據式(1)和文獻中切削功率的計算公式,計算所得的單位功率材料切除率見表2。根據表2作出單位功率材料切除率與每齒進給量的關系曲線,如圖2(a)所示。單位功率材料切除率與主軸轉速之間的關系曲線如圖2(b)所示。
由圖2(a)中可以看出,每齒進給量在0.15~0.25 mm/z范圍內,單位功率材料切除率出現峰值,因而對于支架零件粗加工的進給量選擇在圖中材料切除率最大的范圍內,即0.15~0.20 mm/z之間最為合適。但是由于進給量的增加會加快刀具的磨損,而刀具磨損直接影響到零件被加工表面質量,在精加工中,應避免刀具過度磨損而造成零件表面質量下降,應適當降低精加工的進給量,可選擇為0.05~0.10 mm/z,以保證零件精度。
從圖2(b)中可以看出,在進給量不變的情況下,改變主軸轉速(即改變切削速度),單位功率材料切除率呈現下降趨勢,也就是說單位功率材料切除率隨切削速度的增大反而減小,但單位功率材料切除率變化相對很小,可以認為其基本不受切削速度的影響。因而在選擇切削用量時,首先在單位功率材料切除率最大的范圍內確定進給量,然后根據刀具耐用度選擇合適的切削速度。
4 結論
通過研究得出,在高速切削過程中,切削速度對單位功率材料切除率影響不大,可以根據機床功率,選用較大的切削速度;而銑刀的每齒進給量在0.15~0.25 mm/z之間時,單位功率材料切除率出現峰值,因而,在粗加工中,每齒進給量在該范圍內選用較為合適。
