如何解決薄壁零件車削加工中的變形
2018-08-12 03:57:12秦維剛
商情 2018年36期
關(guān)鍵詞:變形
秦維剛

【摘要】隨著現(xiàn)代制造技術(shù)的發(fā)展,機(jī)械加工產(chǎn)品的尺寸精度、位置精度越來越高,對成本的控制也越來越嚴(yán)格,工業(yè)產(chǎn)品的設(shè)計也朝著更輕更薄的方向發(fā)展。薄壁零件的加工因其剛性差、變形大、同時還容易產(chǎn)生切削加工振動,使其加工質(zhì)量難以保證,很容易產(chǎn)生批量報廢。
【關(guān)鍵詞】薄壁零件 變形 機(jī)械加工 精度
薄壁零件在車削加工是很常見的種類,因其剛性差、受夾緊力和熱變形大、如果切削參數(shù)選擇不合理還容易產(chǎn)生振動,加工尺寸精度和位置精度都不易保證,正確的裝夾方式和合理的切削參數(shù)是減小薄壁零件加工變形的有效方法。
一、薄壁零件的裝夾方式
1.徑向夾緊變軸向夾緊
在車削加工中通常使用三爪卡盤夾持工件,
為三點(diǎn)徑向夾緊。夾緊后工件非常容易產(chǎn)生三角形,
產(chǎn)生報廢。如圖一。
在工件形狀準(zhǔn)許的情況下如果使用軸向夾緊,此時夾緊力的方向與切削力的方向一致,徑向受力很小,而且軸向夾緊為面接觸,能以較小的夾緊力起到較大的夾緊作用,能大大減少工件的夾緊力變形。通常使用的軸向夾緊方式有短圓柱芯軸配合扇形頂尖和長圓柱芯軸配合螺紋墊圈方式,如圖二、圖三。
2.改變夾具形狀分散受力點(diǎn)
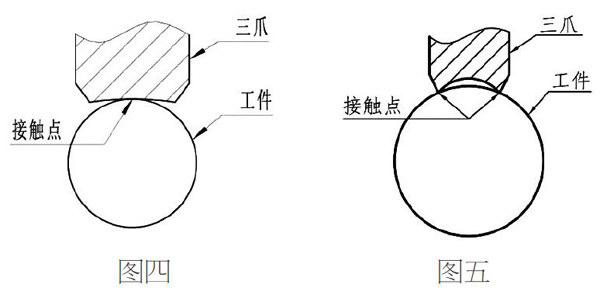
當(dāng)工件壁厚比例不是很大的情況下,可以采用增大工件受力面積分散受力的方式進(jìn)行夾緊,如使用扇形軟爪、開口套等輔助夾具。在制作扇形軟爪時,其扇形軟爪內(nèi)圈直徑應(yīng)和被加持工件表面直徑相當(dāng),如果軟爪內(nèi)圈直徑過大會產(chǎn)生三點(diǎn)受力的現(xiàn)象,如圖四,而軟爪內(nèi)圈直徑過小會產(chǎn)生六點(diǎn)受力的現(xiàn)象,如圖五。兩者都會因受力面積過小而造成夾緊力變形。在加工軟爪時應(yīng)保證內(nèi)圈直徑比被加持外圓直徑大0.01-0.04mm,并且保證軟爪表面粗糙度在Ra1.6以內(nèi)。
制作開口套時開口套的壁厚應(yīng)盡可能厚,內(nèi)圈直徑應(yīng)比加持外圓直徑大0.05-0.1mm,如果開口套內(nèi)圈過小在裝夾工件時容易刮傷工件表面造成被加工工件表面質(zhì)量不合格。
二、薄壁零件加工工藝編排
薄壁工件加工時很容易受切削力和切削熱的影響。當(dāng)粗加工余量較大時,應(yīng)盡可能做到粗加工、半精加工、精加工分開,并且粗加工后應(yīng)對工件進(jìn)行去應(yīng)力處理,以減少切削應(yīng)力對工件產(chǎn)生的變形。另外在加工過程應(yīng)充分冷卻,減少工件的熱變形。從而提高加工精度。
三、合理選擇刀具及切削參數(shù)
1.刀具的選用
在車削薄壁零件時,刀具的主偏角應(yīng)盡可能為90-95度,刀刃
傾角取正值,刀尖應(yīng)保持鋒利。目前車削加工一般使用機(jī)架刀片,刀片的刀尖半徑值應(yīng)盡可能小,通常使用R0.2或者R0.4。另外刀具的副偏角盡可能選擇較大的刀片,減少修光刃的長度,降低加工振動。推薦使用DCMT型、TBMT型和VBMT型為精加工刀片。
2.切削參數(shù)的選擇
薄壁零件的剛性差,受切削力影響變形較大,在加工時應(yīng)選擇高切削速度,小被吃刀量的方法。雖然高速切削會提高切削溫度,但因高速切削切屑與工件分離速度較快,熱量被切屑帶走,大部分切削熱還沒有傳遞到刀具和工件上。采用高速切削方式不僅解決低速切削生產(chǎn)效率低的問題,也解決了中速切削易產(chǎn)生積屑瘤的問題。
四、結(jié)束語
切削加工薄壁零件時,還可以根據(jù)工件形狀使用橡皮筋對工件進(jìn)行包裹;使用橡膠軟管、濕布條、橡皮泥等對工件進(jìn)行填充后在進(jìn)行加工。另外,應(yīng)根據(jù)工件的精度形狀等選擇適合的設(shè)備和裝夾方式,精加工時應(yīng)遵循內(nèi)外交替加工的方式,嚴(yán)格控制刀具加工工件數(shù)量等。
參考文獻(xiàn):
[1]趙家齊.機(jī)械制造工藝學(xué)課程設(shè)計指導(dǎo)[M].機(jī)械工業(yè)出版社,2004
[2]彭效潤.國家職業(yè)標(biāo)準(zhǔn)·數(shù)控車工[M].中國勞動社會保障局出版社,2008
[3]顧京.數(shù)控機(jī)床加工程序編制[M].機(jī)械工業(yè)出版社,2005
[4]王愛玲,李清.數(shù)控機(jī)床加工工藝[M].機(jī)械工業(yè)出版社,2007
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36