壓制成形工藝對陶瓷研磨體質(zhì)量影響因素的探討*
2018-07-30 06:26:42李先奎朱文沛郭寶軍
陶瓷 2018年7期
李先奎 朱文沛 郭寶軍
(山東天匯研磨耐磨技術(shù)開發(fā)有限公司 山東 聊城 252200)
前言
在陶瓷研磨體的生產(chǎn)中,成形工藝過程的差異將會導(dǎo)致燒結(jié)后的陶瓷研磨體內(nèi)部晶體結(jié)構(gòu)不同,密實度和抗沖擊的能力也不一樣。在生產(chǎn)實踐中,我們通過多次、反復(fù)的試驗,發(fā)現(xiàn)相同材質(zhì)、相同規(guī)格的陶瓷研磨體,在粉磨水泥的過程中的破損率和磨耗,壓制球均低于滾制球。多年來,我們做了大量的實驗,在成形用料與成形設(shè)備方面進行了深入地研討,就“壓制成形對陶瓷研磨體質(zhì)量影響”的認識如下:
陶瓷坯體壓制成形技術(shù)是將陶瓷粉體轉(zhuǎn)變成具有一定形狀、體積和強度的坯體的過程。具體來說,粉料起初受到壓力后,顆粒產(chǎn)生位移流動,小顆粒受壓鉆入大顆粒的空隙,形成大小顆粒緊密結(jié)合,相互交錯的顆粒分布,使粉料中的氣體排出,繼續(xù)加壓,料粉顆粒由變形到破碎成形,最終形成具有一定致密度和強度的坯體。

圖1 不同形狀的陶瓷研磨體Fig.1 Ceramic grinding media with different shapes
1 成形用料對坯體質(zhì)量的影響因素
1.1 粉料的流動性
粉體的流動性與粉料顆粒的形狀、粒徑大小、密度、孔隙率、顆粒之間的摩擦力等因素有關(guān)。粉體的流動性對粉料顆粒的流動以及在模腔中的填充性能有重要影響,這是造成不同坯體之間及坯體的不同部位致密度產(chǎn)生差異的重要原因。一般球形度較好的粉料流動性較好,細粉含量較少的粉料流動性好,密度較大的粉料流動性較好;反之粉料的流動性較差。在坯體壓制過程中一般加入適量的硬脂酸鋅等潤滑劑可有效地改善料粉的流動性。
流動性好的粉料才能保證小顆粒順利流動到大顆粒的間隙,保證填模的均勻性達到大小顆粒緊密結(jié)合、相互交錯的粉料排布。加壓后的坯體致密度高,密度均勻,燒結(jié)后的成品抗壓強度高,破碎率低,磨耗較小。如果料粉流動性不好,顆粒間交錯咬合力大大降低,就會導(dǎo)致生坯強度降低,有時用手輕輕一掰就出現(xiàn)斷裂,嚴重時根本無法成形。實踐證明生坯強度太低就容易出現(xiàn)裂紋、破碎等缺陷。
為了研究粉料流動性對坯體質(zhì)量的影響,應(yīng)從不同角度反復(fù)進行實驗。下面介紹一個比較典型的實驗過程:
所用壓機保持不變,壓制條件相同,保證因變量不變。實驗步驟為:取2種顆粒級配和含水率相同流動性不同的料粉;第一種粉料流動性好,第二種粉料流動性比較差,用第一種粉料壓制成形的毛坯強度好,致密度很好,用手掰不開;用第二種粉料壓制成形的毛坯強度一般,致密度一般,手易掰開;在同一模腔中把第一種料裝在下半模,第二種料裝在上半模進行多次壓制,發(fā)現(xiàn)在同一只毛坯中都是下半部分強度、致密度高于上半部分,呈現(xiàn)出涇渭分明的現(xiàn)象。
1.2 料粉的顆粒組成
合理的顆粒組成才能保證粉料的最佳堆積密度,降低了顆粒間的空隙率,提高了粉料流動性,使顆粒間排氣更快速、順暢,保證了填模的密實度,增強了顆粒間的粘合力,生坯強度相應(yīng)提高。
為了研究粉料的顆粒組成對坯體的影響,我們做了以下兩組對比實驗:
取A、B兩組不同顆粒組成、混合均勻的粉料10 kg(見表1),在同等條件下使用同一臺壓機壓制直徑為25 mm的坯體進行檢測。

表1 顆粒組成調(diào)整前后物料占比實驗數(shù)據(jù)對照表Tab.1 Comparison table of material proportion test data before and after adjustment of particle composition
經(jīng)檢測,粉料松裝密度:A組0.95 g/cm3,B組1.12 g/cm3,坯體密度:A組2.12 g/cm3,B組2.41 g/cm3,流動度:A組0.58 g/s,B組0.68 g/s,B組粉料所壓制的坯體致密度、強度和流動度,明顯高A組顆粒組成的粉料所壓制的坯體。因而要控制<80目和大于160目顆粒含量,集中80~160目顆粒組成,有利于提高坯體成形質(zhì)量。
同時,為了改善粉料的流動性,應(yīng)保證粉料的球形度和合理均勻的顆粒分布組成,從而均勻地填充模具,以提高坯體的密度和成品的燒結(jié)致密度。不均勻的粉料顆粒組成明顯影響坯體壓制成形和燒成(如圖2所示),致使坯體內(nèi)顆粒密實度不均勻,由于顆粒形貌和粒度分布不合理,流動性較差,壓制成形時容易造成坯體分層或者開裂(如圖3所示),燒成后的成品因干燥收縮和排焦速率不同造成冷卻中受到拉應(yīng)力作用,在坯體密實度不一致的交界位置產(chǎn)生明顯的開裂現(xiàn)象(如圖4所示)。

圖2 不均勻的粉料粒度分布Fig.2 Particle size distribution of uneven powder

圖3 開裂的坯體Fig.3 Cracked green bodies
1.3 粉料的水分
為了提高粉料的流動性,改善瘠性粉料的塑性,在噴霧造粒的過程中通常需要加入一定的塑化劑(通常使用PVA)提高成形性能。若粉料的水分太低時,顆粒表面包覆的有機塑化劑呈現(xiàn)脆性,顆粒硬度增加,塑性降低,顆粒間的粘合力較差,坯體容易出現(xiàn)層裂現(xiàn)象(俗稱掉底)。若粉料的水分太大,隨著粉料中水分含量的增加,顆粒間的毛細管力增大,粉料容易產(chǎn)生二次團聚,形成較大的假顆粒,降低了粉料的流動性,造成粉料填充密度小且不均勻,收縮比較大;導(dǎo)致坯體致密度小而且不均勻,后續(xù)燒成過程中就會出現(xiàn)裂紋等缺陷。為了研究粉料水分大小對成形坯體的影響,我們做了以下實驗:取水分為0.4%的粉料30 kg,混合均勻后分成3份,每份各10 kg:

圖4 開裂的研磨體Fig.4 Cracked grinding media
1)第一份料維持原有的水分0.4%;
2)第二份料用噴壺霧化均勻加水,水分為0.8%;
3)第三份料用噴壺霧化均勻加水,水分為1.2%。
分別用這3種料,在同一臺壓機上壓制直徑為25 mm的生坯球各10 kg,通過對這3種水分的料粉所壓制生坯的觀察發(fā)現(xiàn):在一定范圍內(nèi)生坯的致密度和強度隨著料粉水分的增加而增加。原因是水分的增加,改善了粉料顆粒的塑性形變性能,從而提高了所壓坯體的致密度和強度。但是,含水率太高和太低的粉料,對生坯質(zhì)量都有較大的不利影響。所以各家公司應(yīng)根據(jù)生產(chǎn)工藝的不同,來制定適宜的水分控制指標。
此外,粘膜問題也是生產(chǎn)過程中常見的問題,粘膜一般是由于料粉的水分過大,或者模具的磨損鏡面程度降低造成的。
1.4 料粉的松裝密度
陶瓷研磨體干壓成形要求粉料具有穩(wěn)定的松裝密度,松裝密度與顆粒的形貌以及顆粒的組成有很大關(guān)系,經(jīng)實驗松裝密度在1.1 g/cm3以上時比較利于坯體壓制成形。一般來說球形度較高的實心球密度較大,蘋果狀的空心球密度較小,而且流動度也較差。松裝密度的波動,直接影響壓機模腔粉料填充量的變化,造成坯體密度不一致,燒成收縮率差別較大,導(dǎo)致產(chǎn)品規(guī)格尺寸以及強度等性能的變化較大。
2 成形設(shè)備對坯體質(zhì)量的影響
2.1 設(shè)備的壓力大小與加壓方式
除了粉料的影響外,壓制過程中的加壓壓力和加壓方式對生坯的質(zhì)量也有一定的影響。一般說來,在一定范圍內(nèi)坯體的密度隨著壓力的增大而提高,當成形壓力達到一定值時,再增大壓力,坯體密度已經(jīng)不會明顯增加,但也不能為了提高坯體的致密度和均勻性,而施加過大的壓力;因為在壓實的坯料中總有一部分殘余空氣,過大的壓力將把這部分殘余空氣壓縮,當壓制完、除去壓力時,被壓縮的空氣將膨脹,使坯體產(chǎn)生層裂。
另外,若繼續(xù)增大壓力,模具的磨損將明顯加大,機器的負荷也會很大,還常常會出現(xiàn)模具開裂損壞的情況(如圖5所示)。同時隨著壓力的增加,坯體的內(nèi)應(yīng)力不斷增大,尤其是在粉料成形性能較差的情況下,內(nèi)應(yīng)力大于粉料顆粒之間的粘合力,會出現(xiàn)層裂現(xiàn)象。在坯體的表面會呈現(xiàn)出細小的微裂紋,我們在生產(chǎn)中用煤油浸泡,會有氣泡產(chǎn)生,反而降低了坯體的強度。

圖5 出現(xiàn)裂紋損傷的模具Fig.5 Molds with crack damage
在壓制過程中,壓力對生坯的密度、強度有很大影響,同時對坯體燒結(jié)后的性能有明顯的影響;應(yīng)結(jié)合多種因素來確定壓力,以滿足制品要求為前提,不應(yīng)單方面一味提高壓力。
壓實密度和壓力曲線圖(見圖6)可以看出,坯體的受壓成形可以分為3個階段:
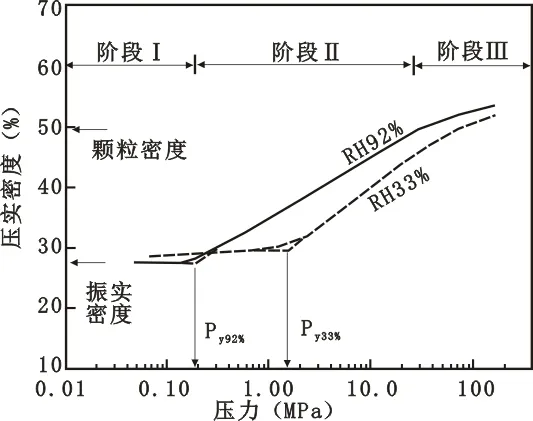
圖6 壓實密度與壓力關(guān)系曲線Fig.6 Compaction density and pressure relation curve
1)料粉在壓力的作用下產(chǎn)生位移流動,顆粒間空隙減小處于振實密度階段;
2)當壓力超過顆粒表面屈服力時,顆粒變形破碎使顆粒間空隙減小,排出空氣,坯體的致密化大部分發(fā)生在這個階段;
3)坯體進一步密實與彈性壓縮(見圖7)。
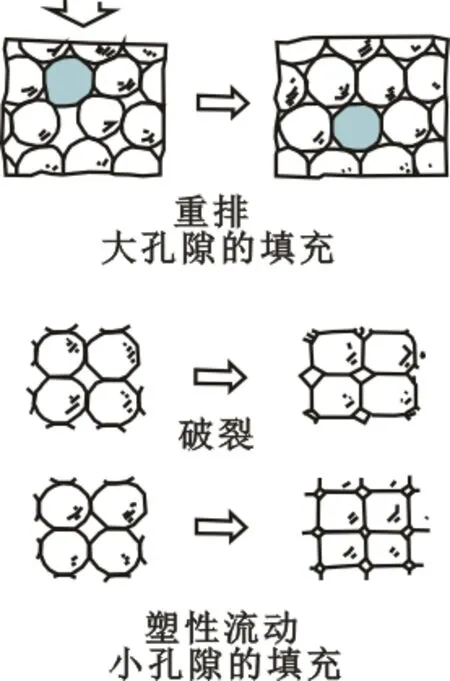
圖7 粉體顆粒在加壓過程中的變化
Fig.7 The change of powder particles in the process of compression
在陶瓷研磨體坯體壓制過程中,由于顆粒與顆粒之間、顆粒與模壁之間存在著劇烈的位移摩擦力,造成部分壓力損失。在坯體內(nèi)部距離施壓面不同高度上,存在著一定的壓力梯度,致使坯體不同部位的致密度存在差異。
干壓成形過程中,一般鋼模雙向加壓比單向加壓方式壓制出的坯體密度均勻性好,雙向加壓的壓制方式,因壓制品在成形過程中上、下雙向受力都有位移,相比單向加壓的坯體致密度較為均勻(見圖8)。但是,無論是單向加壓還是雙向加壓以及雙向先后加壓方式壓制的坯體在受力方向上都會存在一定的壓力梯度,從而造成一定的密度差異(見圖9)。

圖8 不同加壓方式陶瓷研磨坯體的壓力梯度示意圖Fig.8 Pressure gradient diagram of ceramic grinding media with different compression methods

圖9 不同加壓方式陶瓷研磨坯體的密度梯度示意圖Fig.9 Density gradient diagram of ceramic grinding media with different compression methods
等靜壓成形是將粉料裝入橡膠模具后,再將模具置入具有一定彈性的密閉模套內(nèi),高壓液體通過彈性模套,將壓力全方位作用于粉料上;所形成的坯體在各個方向上受到高壓,多面受到的壓力基本相等,有利于把粉料壓實到相當?shù)拿芏龋瑫r顆粒的直線位移小,消耗在粉料顆粒運動時的摩擦功相應(yīng)也小,從而可以得到較高的生坯密度,且在各個方向上都密實均勻,是目前比較理想的成形方法(見圖10和圖11)。不同壓制工藝所制備的陶瓷研磨體形狀也各不相同。在生產(chǎn)過程中要根據(jù)客戶的需求選擇相應(yīng)的壓制工藝。
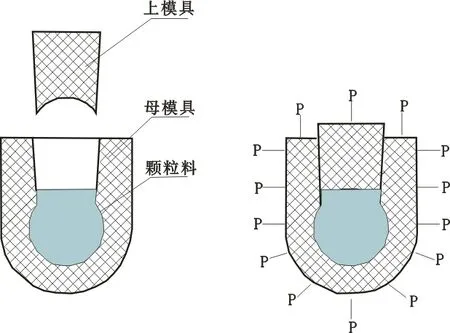
圖10 等靜壓成形工藝示意圖Fig.10 Isostatic pressure molding process diagram

圖11 等靜壓模具結(jié)構(gòu)圖Fig.11 Isostatic pressure mold structure
2.2 設(shè)備的保壓時間和卸壓速度
無論是鋼膜壓機還是等靜壓壓機,在坯體壓制過程中都存在加壓、保壓、泄壓的過程,適當延長保壓時間,有利于壓力的均勻傳導(dǎo)和料粉中氣體的排出,同時也有利于坯體內(nèi)應(yīng)力的緩慢釋放,有助于提高坯體的質(zhì)量。保壓時間和泄壓速度與壓機的轉(zhuǎn)速有直接關(guān)系,特別在料粉成形性能較差的情況下,壓制速度與坯體質(zhì)量有較大關(guān)系,為了降低泄壓的速度,我們曾在旋轉(zhuǎn)壓機上用加長上引導(dǎo)軌來減緩泄壓的速度,也有明顯的效果。
2.3 模具的磨損
現(xiàn)在干壓成形使用的母模,大多是鎢鋼模具,硬度高、強度好、表面光滑、耐磨性好,使用壽命在80萬次以上。盡管耐磨性能好,但模具在使用一段時間后不可避免地要產(chǎn)生磨損,其中又以母模的磨損最甚,母模磨損后對壓制坯體質(zhì)量的影響也最大。以最簡單的模具為例,由上模、下模和母模組成。在壓縮過程中,由于粉料的位移造成粉粒與母模側(cè)壁的劇烈摩擦,使用一段時間后母模模腔將會橫向變大,而母模其它部位因粉料摩擦機會少磨損也小,就形成了中間大兩邊小的鼓形空腔,這種模具壓制的制品總是分層或開裂的。其原因是模腔內(nèi)已經(jīng)成形的制品,在脫模過程中發(fā)生橫向擠壓變形,破壞了已經(jīng)固結(jié)的粉粒結(jié)構(gòu)。因此壓機模具要定期的檢查和更換。
只有減少相關(guān)影響坯體壓制生產(chǎn)環(huán)節(jié)的因素,不斷提升管理能力,才能保證生產(chǎn)出密實度好、硬度高的生坯坯體,燒制出適應(yīng)水泥干法粉磨要求的韌性好、高強度、低磨耗的陶瓷研磨體產(chǎn)品,達到了目前水泥粉磨節(jié)能降耗的要求,如表2所示。

表2 陶瓷研磨體物理性能Tab.2 Physical properties of ceramic grindingmedia
3 結(jié)語
影響干壓成形工藝的因素較多:提高料粉中80~160目的顆粒含量;控制粉料水分均勻穩(wěn)定,提高松裝密度≥1.1 g/cm3;采用等靜壓等先進成形方式,控制均勻合理的成形壓力,提高坯體密度≥2.4 g/cm3,有利于保證壓制坯體和燒成產(chǎn)品的質(zhì)量。各企業(yè)要根據(jù)自己的實際生產(chǎn)情況探索研究出適合本企業(yè)的工藝制度,不斷地加以完善,來確保產(chǎn)品的質(zhì)量和生產(chǎn)的順利進行。
