印刷機(jī)蘸油機(jī)構(gòu)系統(tǒng)設(shè)計(jì)與分析
2018-07-27 08:37:52鄭紅
現(xiàn)代制造技術(shù)與裝備 2018年6期
鄭 紅
(溫州職業(yè)技術(shù)學(xué)院,溫州 325035)
在印刷機(jī)中,為了讓墨板均勻充滿油墨,需要蘸油輥先吸足油墨,再將油墨刷至墨板上,為此需要設(shè)計(jì)蘸油機(jī)構(gòu),如圖1所示。印刷機(jī)蘸油機(jī)構(gòu)系統(tǒng)O1、O2、O3固定鉸鏈的位置及關(guān)聯(lián)尺寸如表1所示。運(yùn)動(dòng)和動(dòng)力經(jīng)齒輪減速器傳給構(gòu)件1(工作轉(zhuǎn)速30r/min),并通過傳動(dòng)機(jī)構(gòu)系統(tǒng)帶動(dòng)擺桿4圍繞O3軸做往復(fù)擺動(dòng),擺角27°,擺桿末端固連蘸油輥5。蘸油輥5擺動(dòng)到上極限位置時(shí),與供油輥2相切,供油輥2則在構(gòu)件1的另一路傳動(dòng)機(jī)構(gòu)驅(qū)使下圍繞O2軸做間歇運(yùn)動(dòng),供油輥2的作用是將油盒3中的油墨吸附上來,然后通過與蘸油輥5的滾動(dòng)摩擦將油墨刷給蘸油輥5。蘸油輥5轉(zhuǎn)動(dòng)到下極限位置時(shí),與水平工作運(yùn)動(dòng)的墨板6相切,通過滾動(dòng)摩擦將油墨刷至墨板6。供油輥2和蘸油輥5(擺桿4)的機(jī)構(gòu)系統(tǒng)運(yùn)動(dòng)循環(huán)如圖2所示,即構(gòu)件1在工作轉(zhuǎn)動(dòng)的一個(gè)周期內(nèi),蘸油輥5(擺桿4)由下極限位置以等加速等減速運(yùn)動(dòng)規(guī)律順時(shí)針轉(zhuǎn)過27°至上極限位置,然后遠(yuǎn)休止停歇不動(dòng),接著又以等加速等減速運(yùn)動(dòng)規(guī)律返回至下極限位置,隨后近休止停歇不動(dòng)。供油輥2以勻速運(yùn)動(dòng)規(guī)律轉(zhuǎn)過工作行程60°,隨即急回,接著近休止停歇不動(dòng)。

圖1 印刷機(jī)蘸油機(jī)構(gòu)系統(tǒng)設(shè)計(jì)
從設(shè)計(jì)要求及蘸油輥5的運(yùn)動(dòng)循環(huán)圖可知,蘸油輥5(擺桿4)具有往復(fù)擺動(dòng)規(guī)律,可以選擇擺動(dòng)從動(dòng)件凸輪機(jī)構(gòu)來實(shí)現(xiàn)動(dòng)作要求;供油輥2具有單向間歇運(yùn)動(dòng)規(guī)律,并且有長時(shí)間的停歇,可以選擇間歇運(yùn)動(dòng)機(jī)構(gòu);構(gòu)件1距離吸油刷油執(zhí)行動(dòng)作機(jī)構(gòu)較遠(yuǎn),每路傳動(dòng)系統(tǒng)均需要搭配選擇兩個(gè)及以上的傳動(dòng)機(jī)構(gòu),前端機(jī)構(gòu)將運(yùn)動(dòng)及動(dòng)力拉近蘸油輥5和供油輥2,后端機(jī)構(gòu)再按運(yùn)動(dòng)規(guī)律執(zhí)行動(dòng)作,或者反過來,前端機(jī)構(gòu)先執(zhí)行運(yùn)動(dòng)規(guī)律,后端機(jī)構(gòu)再將運(yùn)動(dòng)及動(dòng)力傳給蘸油輥5和供油輥2。印刷機(jī)械是輕工行業(yè),傳動(dòng)機(jī)構(gòu)、動(dòng)作機(jī)構(gòu)均無大的負(fù)荷,關(guān)鍵是要滿足執(zhí)行機(jī)構(gòu)工作運(yùn)動(dòng)規(guī)律及節(jié)拍。基于以上設(shè)計(jì)思路,本文擬定出蘸油機(jī)構(gòu)系統(tǒng)三種機(jī)構(gòu)系統(tǒng)運(yùn)動(dòng)簡圖,并進(jìn)行理論分析與對比,如圖3所示。

圖2 蘸油輥5和供油輥2的運(yùn)動(dòng)循環(huán)

表1 各固定鉸鏈的位置及關(guān)聯(lián)尺寸

圖3 蘸油機(jī)構(gòu)系統(tǒng)運(yùn)動(dòng)簡圖
1 運(yùn)動(dòng)方案1
運(yùn)動(dòng)方案1傳動(dòng)機(jī)構(gòu)及傳動(dòng)路線分析,如圖4所示。

圖4 運(yùn)動(dòng)方案1傳動(dòng)路線
1.1 優(yōu)點(diǎn)
首先,機(jī)構(gòu)最簡單,易實(shí)現(xiàn),傳動(dòng)運(yùn)動(dòng)鏈最短。其次,前端兩路分傳動(dòng)系統(tǒng)均采用了帶傳動(dòng),實(shí)現(xiàn)遠(yuǎn)距離傳送運(yùn)動(dòng)及動(dòng)力,分別驅(qū)動(dòng)兩凸輪機(jī)構(gòu)的擺動(dòng)從動(dòng)件按所要求的運(yùn)動(dòng)規(guī)律動(dòng)作,保證蘸油輥5和供油輥2節(jié)拍匹配工作。
1.2 缺點(diǎn)
供油輥2每個(gè)工作循環(huán)周期均以勻速運(yùn)動(dòng)規(guī)律轉(zhuǎn)過60°,隨即急回,接著近休止停歇不動(dòng)。凸輪機(jī)構(gòu)擺動(dòng)從動(dòng)件的工作行程擺角60°,在進(jìn)行凸輪輪廓曲線設(shè)計(jì)時(shí),為保證最小傳動(dòng)角大于45°,會(huì)增大凸輪基圓半徑,導(dǎo)致凸輪結(jié)構(gòu)尺寸增大。
2 運(yùn)動(dòng)方案2
運(yùn)動(dòng)方案2傳動(dòng)機(jī)構(gòu)及傳動(dòng)路線分析,如圖5所示。

圖5 運(yùn)動(dòng)方案2傳動(dòng)路線
2.1 優(yōu)點(diǎn)
首先,機(jī)構(gòu)較簡單,易實(shí)現(xiàn),傳動(dòng)運(yùn)動(dòng)鏈較短,但相比運(yùn)動(dòng)方案1略顯長。其次,凸輪機(jī)構(gòu)的擺動(dòng)從動(dòng)件和曲柄搖桿機(jī)構(gòu)的搖桿均按所要求的運(yùn)動(dòng)規(guī)律動(dòng)作,并且在傳動(dòng)運(yùn)動(dòng)鏈的前端,然后兩路分傳動(dòng)系統(tǒng)均采用了平行雙搖桿機(jī)構(gòu),將前端的運(yùn)動(dòng)和動(dòng)力傳送,保證蘸油輥5和供油輥2節(jié)拍匹配工作。
2.2 缺點(diǎn)
機(jī)構(gòu)系統(tǒng)使用了較多的連桿機(jī)構(gòu),并且連桿較長,剛性不足,工作中容易引發(fā)振動(dòng),如果連桿受到意外碰撞力的作用,易產(chǎn)生彎曲變形或?qū)е聣簵U喪失穩(wěn)定性。
3 運(yùn)動(dòng)方案3
運(yùn)動(dòng)方案3傳動(dòng)機(jī)構(gòu)及傳動(dòng)路線分析,如圖6所示。

圖6 運(yùn)動(dòng)方案3傳動(dòng)路線
3.1 優(yōu)點(diǎn)
首先機(jī)構(gòu)較簡單,易實(shí)現(xiàn),傳動(dòng)運(yùn)動(dòng)鏈較短,但相比運(yùn)動(dòng)方案1略顯長。其次,供油輥2每個(gè)工作循環(huán)周期內(nèi)均以勻速運(yùn)動(dòng)規(guī)律轉(zhuǎn)過60°,間歇運(yùn)動(dòng)可選用槽輪機(jī)構(gòu)或棘輪機(jī)構(gòu)來實(shí)現(xiàn)。
3.2 缺點(diǎn)
機(jī)構(gòu)系統(tǒng)有一條長長的鏈條連續(xù)工作轉(zhuǎn)動(dòng),抖動(dòng)噪音較大,有油污。
4 蘸油機(jī)構(gòu)系統(tǒng)設(shè)計(jì)方案選擇及其工作原理
從對蘸油機(jī)構(gòu)系統(tǒng)三種運(yùn)動(dòng)方案簡圖的定性評(píng)價(jià)來看,運(yùn)動(dòng)方案1相對更具合理性,因此本文選擇方案1。
印刷機(jī)蘸油機(jī)構(gòu)系統(tǒng)工作原理:電動(dòng)機(jī)輸出運(yùn)動(dòng)和動(dòng)力,小帶輪安裝在電機(jī)輸出軸上,斜向上將運(yùn)動(dòng)和動(dòng)力傳給大帶輪,大帶輪將運(yùn)動(dòng)和動(dòng)力傳給齒輪減速器,實(shí)現(xiàn)減速增矩;減速器輸出軸通過聯(lián)軸器驅(qū)動(dòng)兩路帶傳動(dòng),將運(yùn)動(dòng)和動(dòng)力分路傳動(dòng),一路傳給下擺動(dòng)從動(dòng)件凸輪機(jī)構(gòu),控制蘸油輥5按運(yùn)動(dòng)規(guī)律動(dòng)作,一路傳給上擺動(dòng)從動(dòng)件凸輪機(jī)構(gòu),控制供油輥2按運(yùn)動(dòng)規(guī)律動(dòng)作;兩個(gè)凸輪同步啟動(dòng)回轉(zhuǎn),凸輪驅(qū)動(dòng)擺動(dòng)從動(dòng)件,在滿足工作節(jié)拍的前提下將油墨刷至墨板上。
印刷機(jī)蘸油機(jī)構(gòu)設(shè)計(jì)最重要的是兩個(gè)凸輪機(jī)構(gòu)工作節(jié)拍的匹配,蘸油機(jī)構(gòu)系統(tǒng)工作節(jié)拍100個(gè)/min,即1min/100個(gè)=60s/100個(gè)=0.6s/個(gè),也就是說印刷機(jī)蘸油工作一次全過程的時(shí)間是0.6s,凸輪機(jī)構(gòu)一個(gè)循環(huán)的周期是0.6s。根據(jù)圖2蘸油輥5和供油輥2的運(yùn)動(dòng)循環(huán)圖分配凸輪相位,蘸油輥5擺動(dòng)從動(dòng)件:勻加速勻減速運(yùn)動(dòng)推送30°,遠(yuǎn)休止150°,勻加速勻減速運(yùn)動(dòng)退回30°;近休止150°,一個(gè)周期360°。供油輥2擺動(dòng)從動(dòng)件:勻速直線運(yùn)動(dòng)轉(zhuǎn)動(dòng)180°,隨即急回30°,接著近休止停歇不動(dòng)150°,一個(gè)周期360°。
工作設(shè)計(jì)中將凸輪相位周期轉(zhuǎn)換成時(shí)間周期,即蘸油輥5擺動(dòng)從動(dòng)件:勻加速勻減速運(yùn)動(dòng)推送0.05s,遠(yuǎn)休止0.25s,勻加速勻減速運(yùn)動(dòng)退回0.05s;近休止0.25s,一個(gè)周期0.6s。供油輥2擺動(dòng)從動(dòng)件:勻速直線運(yùn)動(dòng)轉(zhuǎn)動(dòng)0.3s,勻速直線運(yùn)動(dòng)急回0.05s,近休止0.25s,一個(gè)周期0.6s。假設(shè)兩個(gè)凸輪的基圓直徑定為30mm,蘸油輥5與供油輥2的直徑為60mm,蘸油輥5擺動(dòng)從動(dòng)件行程定為27°,供油輥2擺動(dòng)從動(dòng)件行程定為60°,兩個(gè)凸輪的回轉(zhuǎn)中心至相應(yīng)擺動(dòng)從動(dòng)件轉(zhuǎn)動(dòng)中心的距離50mm,擺桿長度50mm,據(jù)此通過反轉(zhuǎn)法即可做出滿足工作節(jié)拍要求的兩個(gè)凸輪輪廓曲線,如圖7所示。
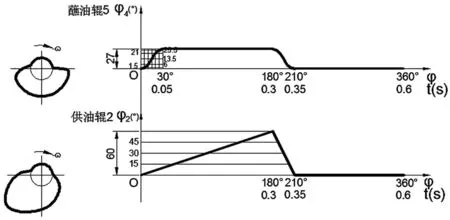
圖7 兩個(gè)凸輪輪廓曲線設(shè)計(jì)
一個(gè)工作循環(huán)周期內(nèi),兩個(gè)凸輪啟動(dòng)同步回轉(zhuǎn),供油輥2擺動(dòng)從動(dòng)件在0.3s時(shí)間內(nèi)勻速轉(zhuǎn)動(dòng)60°,隨后勻速直線運(yùn)動(dòng)急回0.05s,接著近休止0.25s至一個(gè)周期結(jié)束。蘸油輥5擺動(dòng)從動(dòng)件在0.05s時(shí)間內(nèi)勻加速勻減速運(yùn)動(dòng)規(guī)律轉(zhuǎn)過27°,隨后0.25s時(shí)間處于遠(yuǎn)休止停留吸油狀態(tài),0.3~0.35s以勻加速勻減速運(yùn)動(dòng)規(guī)律退回,0.35~0.60s后近休止,將油墨刷至墨板上,直至一個(gè)運(yùn)動(dòng)循環(huán)工作周期結(jié)束。兩個(gè)擺動(dòng)從動(dòng)件的退回動(dòng)作都是在彈簧驅(qū)動(dòng)下強(qiáng)制完成的。
5 結(jié)論
通過上述設(shè)計(jì)分析計(jì)算,用CAD繪制印刷機(jī)蘸油機(jī)構(gòu)裝配圖,裝配圖以蘸油機(jī)構(gòu)工作位置繪制。設(shè)計(jì)工作完成后,經(jīng)樣機(jī)試制調(diào)試,使用效果良好。如果凸輪、滾子零件的寬度再大點(diǎn),機(jī)構(gòu)穩(wěn)定性更好;如果凸輪輪廓曲線能夠修正得更光滑,機(jī)構(gòu)振動(dòng)會(huì)更小,穩(wěn)定性更好;如果凸輪最小傳動(dòng)角能夠控制在45°左右,機(jī)構(gòu)的傳動(dòng)動(dòng)力性能更優(yōu)。
