6CLZ 80/18智能控制理條機設計
2018-07-25 06:59:04周金亮許志華蔣建祥曹建波
茶葉通訊 2018年2期
周金亮,許志華,蔣建祥,曹建波
(1. 浙江上洋機械股份有限公司,浙江 衢州 324000;2. 浙江師范大學 工學院,浙江 金華 321004)
理條工序是眾多直條形名優茶造型工藝過程的關鍵工序,目前大多數的茶葉理條采用茶葉振動理條機進行理條加工。理條機由于結構簡單、易于操作及便于流水線作業等優點,在針形名茶加工中有著廣泛應用[1]。
振動理條機出現于20世紀九十年代,有多種能源型號,目前主要采用電能、燃氣和柴煤等作為能源,主要由投料裝置、出茶裝置、電動機、調速裝置、加熱裝置、溫度調控裝置、“U”形槽鍋及鍋臺、傳動機構和機架等部件構成[3]。理條工藝主要針對條形茶而言,主要是為了達到茶葉條形緊直并脫水和提香的目的,因而是制作工藝中的重要環節[2]。經過多年的研究和實踐,我國的茶葉理條機有了很大的進步,但也存在著一些亟待解決的問題:一是傳統理條機主要依靠人工操作,不但所需人工多,而且因人工操作時,頻繁接觸易使茶葉被細菌等污染物所污染[3];二是傳統理條機的能耗比較高、熱效率低;三是傳統理條機存在著加熱裝置不合理,導致了茶葉加熱溫度不均勻;四是在理條機運作過程中會產生大量的灰塵和噪音,對操作人員的身體健康造成損害[4]。
近年來,對于如何實現茶葉生產全程清潔化、自動化和智能化,成為所有茶人關注的焦點[5]。而茶葉自動理條機的系統設計為名優茶實現自動化生產提供了有力的技術支撐。本試驗以6CLZ80/18智能控制理條機為例,通過解決理條機進料、出料等問題,來實現理條機控制的智能化。
1 硬件系統設計
1.1 進料系統
理條機要實現智能化,首先就要解決進料和出料的人工問題,并使各個槽的茶葉量均勻。80理條機是在原有60理條機的技術基礎上升級、改進和創新,有18(14)個槽,茶葉投葉量是60理條機茶葉投葉量的2倍,基于此,設計了機械輔助設備定量送料機(圖1)。
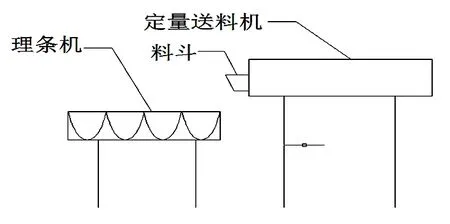
圖1 總體結構圖Fig. 1 Overall structure
設備定量送料機可伸縮送料,其內部結構圖如圖2所示。計量斗下安裝了2個5 kg的傳感器,計量斗可伸縮,避免了計量斗在炒制茶葉過程中理條機產生熱氣對茶葉品質的影響,同時降低了熱源溫度對稱重傳感器數據零點的影響。送料機采用雙層皮帶及兩個勻葉器,實現了物料的均勻攤放,使理條機每個鍋槽投葉量盡可能均勻。

圖2 進料結構圖Fig. 2 Feed structure
總體結構的操作過程為:點開開關,開始加入茶葉,傳送帶將茶葉向前傳送,通過兩個勻葉器的兩次勻葉,落入定量送料斗中,當料斗內的茶葉重量達到設定重量值時,停止供料,待理條機理條時間結束,理條機翻動,將茶葉倒出,然后復位,理條機復位完成后,料斗下料,將茶葉倒入理條機,傳送帶繼續工作,將茶葉向前傳送,如此往復,理條完成的茶葉送入下一個加工工位。其工作過程如圖3所示。
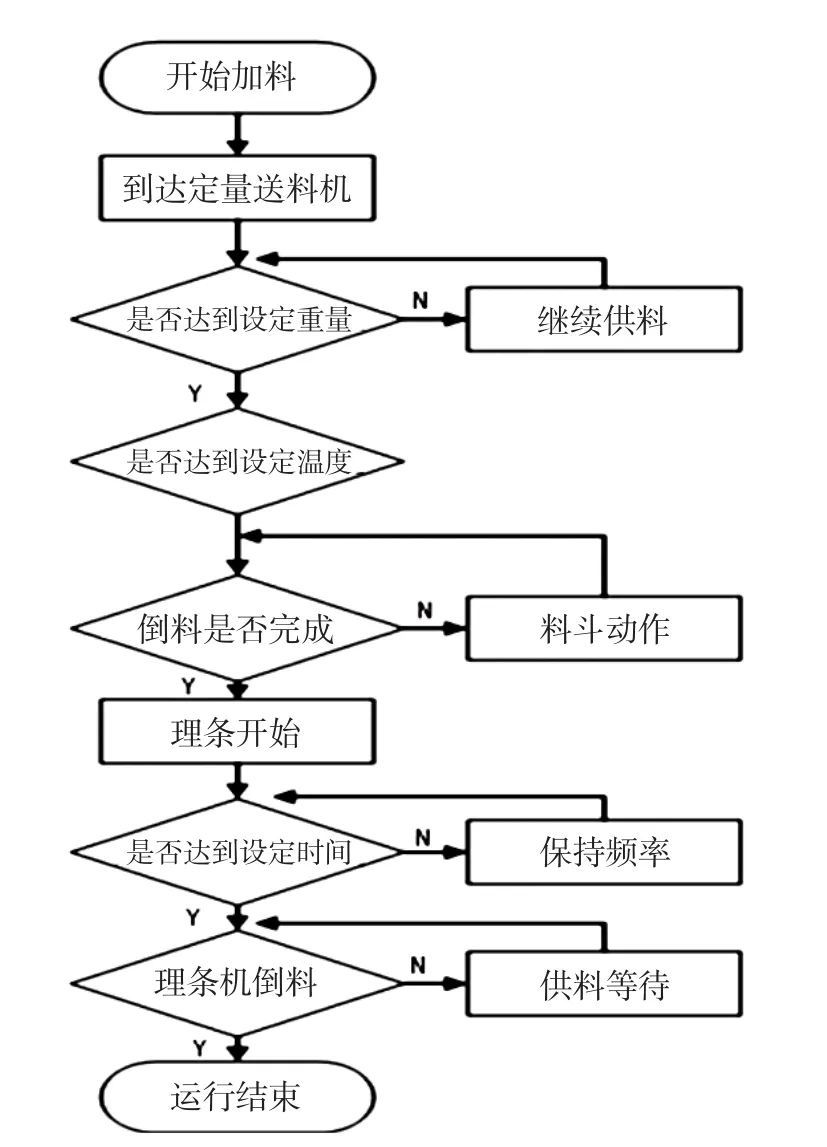
圖3 系統工作流程圖Fig. 3 System work fl ow
1.2 出料系統
80理條機的出料系統主要由起鍋裝置來完成(圖4)。該結構在鉸接點處進行了改進,由原來的單純軸承固定改進為軸承安裝在軸套之內,軸套與長啟桿焊接,穩定性得到了提高,大大減輕了人工的勞動強度。
1.3 智能控制系統
通過機械手段加觸摸屏PLC一體機模式是替代人工操作,解決理條機智能化的問題。本系統采用科威CZ-12M12R-1HAD型一體機,該系統共有24個數字量I/O點。

圖4 起鍋裝置Fig.4 Cleaning device
2 軟件設計
各項參數都由觸摸屏PLC一體機設置參數來控制。觸摸屏主要由標定界面和操作界面兩個界面組成。
2.1 操作界面
操作界面設計有控制茶葉重量、加熱溫度、理條時間以及一些基本的開關的控制按鈕(圖5),采用觸摸屏參數設定界面,使人機對話界面直觀簡單,操作方便,對普通茶農或使用者能夠起到“即看即用”的效果(圖5、圖6)。
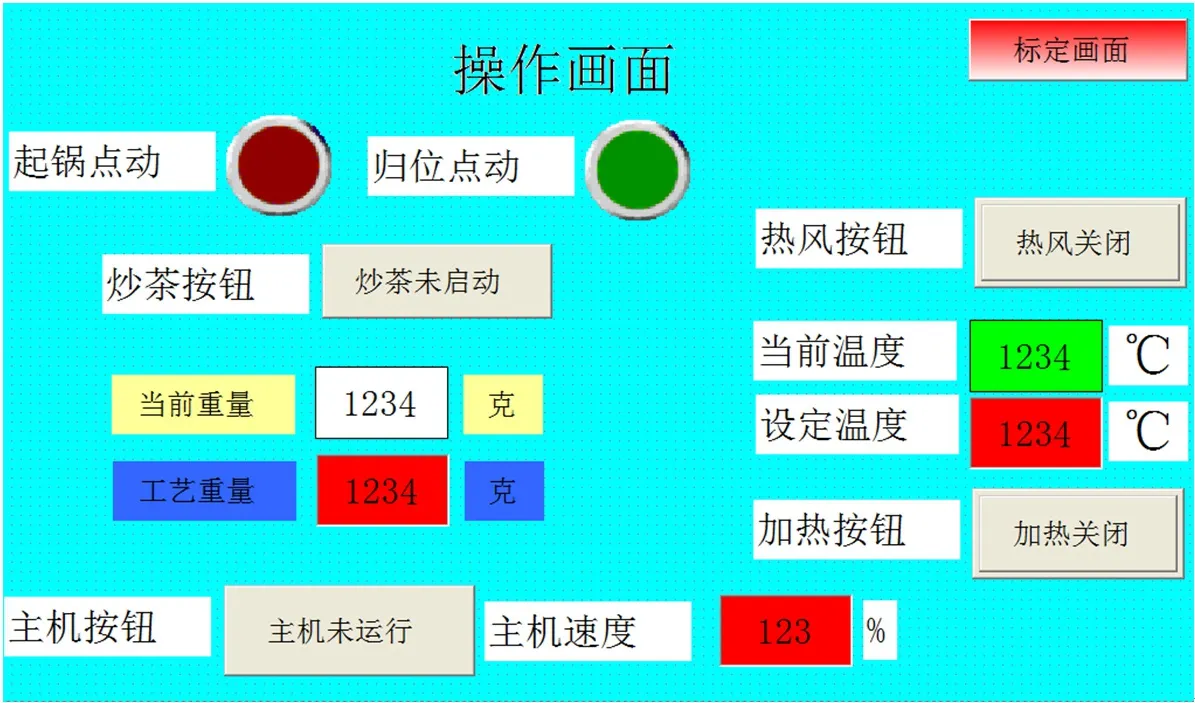
圖5 操作界面Fig. 5 Operation interface

圖6 標定界面Fig. 6 Calibration interface
2.2 重量控制
重量設定參數通過觸摸屏PLC一體機實現,在觸摸屏上輸入重量,重量模塊進行模擬量采集。稱重模塊通過 A/D轉換輸入觸摸屏PLC一體機中的X5接口,一體機通過調用相應的庫實現重量的參數化,從而實現對落入料斗中茶葉重量的實時監控。
2.3 溫度控制
系統運行之初設定理條機正常工作溫度。該理條溫度由使用者根據具體茶葉選定,由觸摸屏輸入,設定后需一定時間通過電熱管加熱,加熱到所需溫度后,將反饋信號發送給 PLC,從而進入下一步工序[7]。此過程中,實現了溫度控制與 PLC 的單工通信。
3 結論
本研究設計通過觸摸屏PLC一體機設計了6CLZ80/18理條機的自動化控制系統,基本實現了自動計量、自動計時和自動出茶的功能,同時通過對進料系統和出料系統的改進,達到了減小人工勞動強度與理條設備自動運行的目的。本套控制系統在一定程度上提高了半自動化理條機設備的自動化程度。同時通過全新的人機交互界面,減小了控制器的體積,方便了使用者對參數的設定。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代陜西(2020年13期)2020-08-24 08:22:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
制造技術與機床(2017年5期)2018-01-19 02:49:17
家庭影院技術(2017年9期)2017-09-26 03:41:45
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20