平旋盤式微調鏜排的設計
2018-07-25 06:40:42胡運林王春研
機械制造 2018年3期
□胡運林 □王春研
昆明學院自動控制與機械工程學院 昆明 650214
1 設計背景
微調鏜排作為安裝鏜刀的裝置,可以通過微調機構實現對鏜刀刀尖到鏜桿軸心線距離的精確調整,其調整精度直接決定加工孔徑的尺寸精度。在目前應用的微調鏜排中,所采用的技術不盡相同,如采用壓電晶體進行補償,可以實現對鏜刀的徑向尺寸進行微量調整,但調整量小,適合在自動加工中對刀具磨損進行自動補償。較為普遍的調整方式是采用機械機構調整,如采用螺紋細分技術、斜面細分技術、差動螺旋細分技術等,一般均能達到微調刀徑的目的,但普遍存在精調尺寸范圍過小或不便于粗調尺寸等問題。
針對以上問題,筆者設計了一種平旋盤式微調鏜排。這一裝置精調尺寸范圍大,且便于快速粗調尺寸,使用方便。
2 設計思路
平旋盤式微調鏜排的機構傳動系統如圖1所示,主要設置有刀柄、刻度盤、行星架、第一中心輪、第二中心輪、寬齒行星輪、錐齒盤、小錐齒輪、滑塊等構件,其中刻度盤、第一中心輪、第二中心輪和錐齒盤共軸,行星架可沿刻度盤上設置的滑道徑向移動,實現寬齒行星輪與第一中心輪、第二中心輪的嚙合和分離動作,構成齒輪開合機構。
行星架、第一中心輪、第二中心輪、寬齒行星輪構成少齒差機構。采用少齒差機構作為微調機構,可以獲得較大的傳動比,進而使微分效果顯著,從而提高微調鏜刀刀徑的尺寸精度。
設第一中心輪的齒數Z1=99,第二中心輪的齒數Z2=100,由于第一中心輪與刀柄固定連接,當行星架下移,使寬齒行星輪與第一中心輪、第二中心輪嚙合后,擰動刻度盤便能帶動行星架旋轉,從而帶動寬齒行星輪旋轉。

式中:n1為第一中心輪的轉速;n2為第二中心輪的轉速;nH為行星架的轉速;Z1為第一中心輪的齒數;Z2為第二中心輪的齒數。
因第一中心輪與刀柄固定連接,則n1=0,由式(1)得:

如對刻度盤進行100等分圓周,則相對于刀柄轉動一個刻度,刻度盤轉動的轉數為0.01 r。行星架設置在刻度盤上,可得星架轉動的轉數θH=0.01 r,則第二中心輪轉動的轉數θ2為:

第二中心輪與錐齒盤固定連接,滑塊又與錐齒盤形成平面螺旋副,如錐齒盤的平面螺紋螺距為10 mm,則刻度盤相對于刀柄轉動一個刻度時,滑塊的移動距離S為:

可見,刻度盤每轉一個刻度,鏜刀的鏜孔尺寸可調整0.001 mm。
錐齒盤和小錐齒輪嚙合在一起構成錐齒輪副。當上移行星架,使寬齒行星輪與第一中心輪、第二中心輪脫開后,轉動小錐齒輪,便能帶動錐齒盤旋轉,以實現快速粗調鏜刀加工尺寸。
3 結構分析
平旋盤式微調鏜排主要由擋圈、小錐齒輪、圓擋板、長方擋板、螺桿、刀柄、刻度盤、圓盤、滑塊、鏜刀、刀桿、緊固螺釘、軸用彈簧擋圈、軸承、行星輪、軸承體、第一平鍵、第二平鍵、扇形擋板、第一中心輪、第二中心輪、錐齒盤、內六方螺釘和緊定螺釘等組成,裝置立體圖如圖2所示,裝置立體分解圖如圖3所示,裝置剖視圖如圖4所示。
行星輪通過兩個軸承支承在軸承體上,并通過軸用彈簧擋圈實現軸向固定。軸承體設置在刻度盤的滑道內,螺桿安置在軸承體的螺紋孔中,并通過擋圈實現與刻度盤的軸向固定。第一中心輪通過第二平鍵固定連接在刀柄上,第二中心輪與錐齒盤固定連接在一起,且第二中心輪空套在刀柄上。圓盤通過第一平鍵與刀柄實現周向固定,并通過扇形擋板實現軸向固定。滑塊安置于圓盤的滑道內,并與錐齒盤上設置的端面螺紋形成平面螺旋副。小錐齒輪通過圓擋板安置在圓盤上,通過安置擋圈與圓擋板實現軸向固定,并與錐齒盤形成錐齒輪副。刀桿安置在滑塊上設置的錐孔內,鏜刀安置在刀桿的方孔中,通過緊固螺釘實現鏜刀與刀桿的固定連接。滑塊通過緊定螺釘實現與圓盤的固定連接。
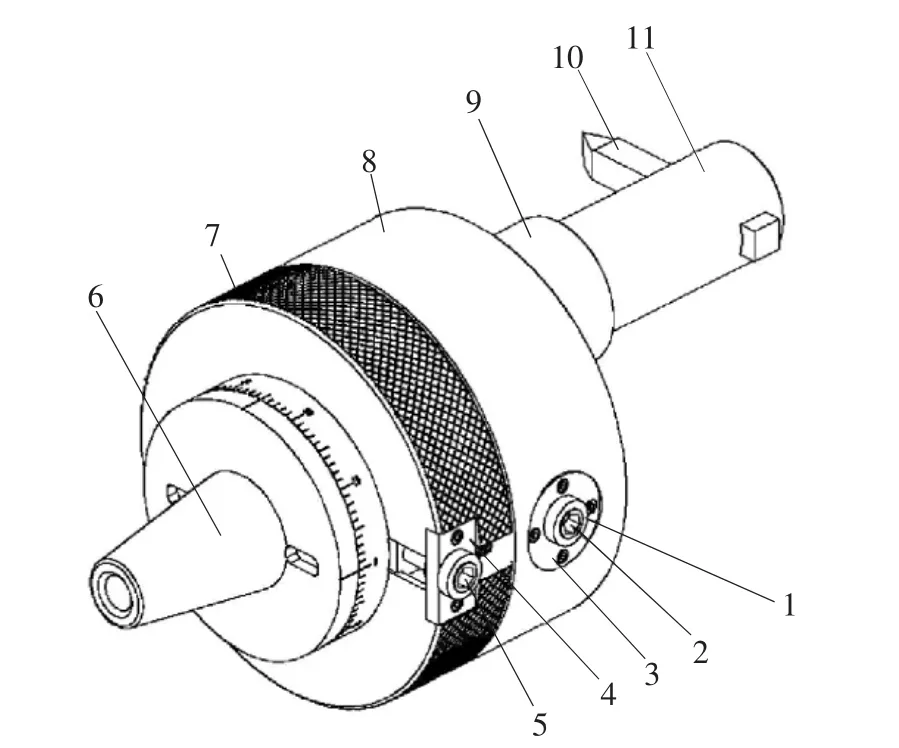
▲圖2 平旋盤式微調鏜排立體圖
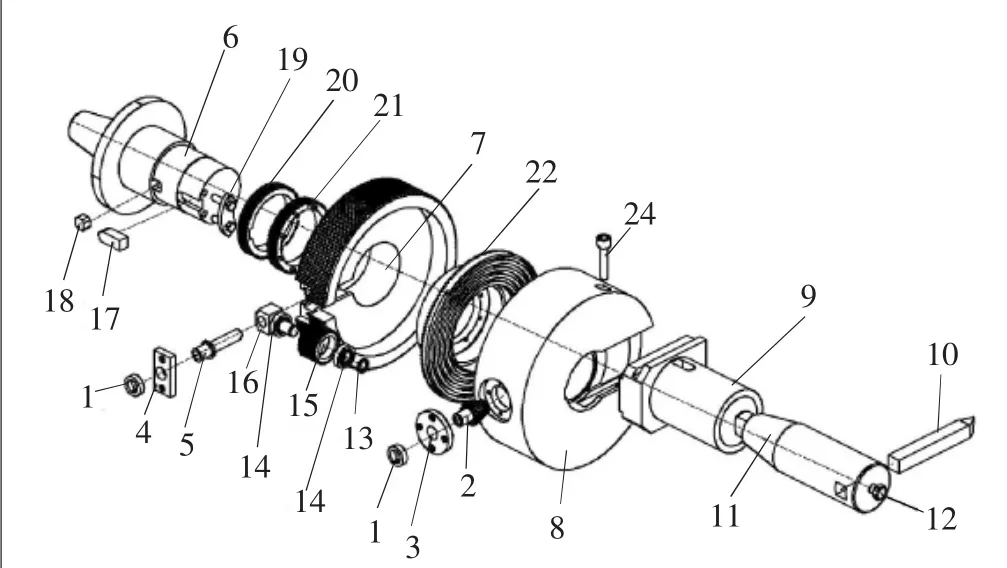
▲圖3 平旋盤式微調鏜排立體分解圖
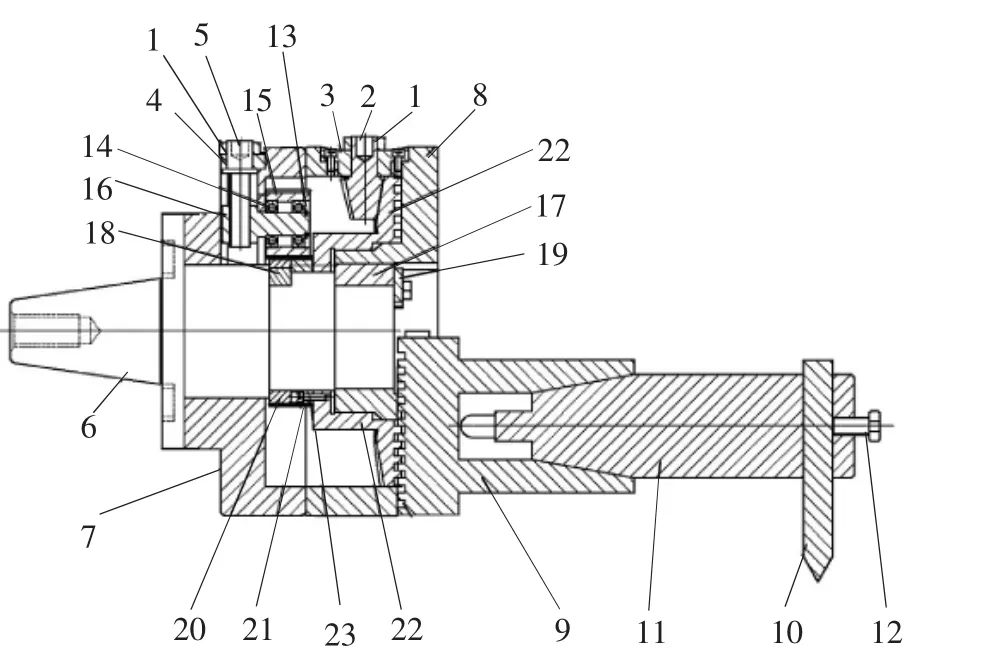
▲圖4 平旋盤式微調鏜排剖視圖
4 應用特點
齒輪開合機構主要由軸承體和螺桿組成,當需要精確調整鏜刀刀徑時,擰松緊定螺釘,順時針擰動螺桿,在螺桿和軸承體螺紋孔組成的螺旋副作用下,軸承體在刻度盤的矩形導軌內沿刻度盤的徑向向中心滑動,從而帶動軸承體上的行星輪,同時與第一中心輪和第二中心輪嚙合在一起,通過擰動刻度盤實現刀徑尺寸的精確調整。
當需要快速粗調鏜刀刀徑時,可逆時針擰動螺桿,在螺桿和軸承體螺紋孔組成的螺旋副作用下,軸承體在刻度盤的矩形導軌內沿刻度盤的徑向向外滑動,從而使行星輪與第一中心輪、第二中心輪脫開,為粗調鏜刀做好準備。擰動小錐齒輪,由于小錐齒輪和錐齒盤嚙合在一起,因此便可帶動錐齒盤旋轉。錐齒盤上設置的平面螺紋與滑塊上設置的平面螺紋形成平面螺旋副,這樣便可帶動滑塊沿圓盤的徑向移動,從而達到快速調整鏜刀刀徑的目的。
當鏜刀調整到位后,可擰緊緊定螺釘,將滑塊壓緊在圓盤上,以實現滑塊與圓盤的固定連接。
5 結束語
平旋盤式微調鏜排采用少齒差行星齒輪機構作為微調機構,微調精度高。采用一對錐齒輪副作為粗調機構,調整過程簡單且便捷。采用齒輪開合機構,實現了微調刀徑尺寸和粗調刀徑尺寸的動作切換。采用平旋盤式結構,刀桿徑向調整范圍大。
通過以上設計,使平旋盤式微調鏜排使用方便,調整快捷。
