斜軋波紋管軋輥螺旋孔型數學建模與仿真
2018-07-19 07:33:32丁志輝黃曉華楊弟洲殷水忠
機械設計與制造 2018年7期
丁志輝,黃曉華,楊弟洲,殷水忠
(南京理工大學 機械學院,江蘇 南京 210094)
1 引言
斜軋作為一種傳統的材料成型技術,與其他成型技術相比,具有生產率高、產品質量高等優點,在工業生產中被廣泛應用[1]。軋制的產品不同,則軋制機床的傳動方式、模具(軋輥)的結構與形狀都不同,因此斜軋又被稱為特殊軋制[2]。在斜軋設備上軋輥是最為關鍵的零部件,軋輥孔型曲面的精準度對于軋件的質量有著巨大的影響。
在實際軋制中,軋輥通過螺旋運動對軋件進行軋制,軋輥(軋件)的回轉面通過空間包絡形成軋件(軋輥)的螺旋面。但目前的軋輥設計主要是按照軋件外形進行仿形,難以精確設計出軋輥曲面的形狀與尺寸。
包絡原理廣泛存在于機械加工領域中;刀具切削工件,可以看作空間直線族的包絡;平面磨床中砂輪與工件接觸,可以看作平面曲線族的包絡;成型軋制機中孔型與軋件間關系,可以看作空間曲面族的包絡等,包絡法是空間嚙合原理的重要研究方法之一。多年來,科研工作者對嚙合理論不斷地進行研究,促進了嚙合理論的發展。近些年,國外科研工作者將其成功應用到了復雜刀具廓面以及凸輪廓形設計與研究工作中,取得了良好的效果。隨著計算機應用技術的發展,實現機械產品的數字化設計已然成為一種趨勢[3-4]。將包絡嚙合理論應用到輥刀輪廓設計中,對斜軋波紋管軋輥螺旋孔型曲面方程進行理論推導,得出斜軋波紋管軋輥孔型曲面的數學模型并進行三維建模,最后對所得模型進行軋制加工仿真,驗證了軋輥模型的可行性,為斜軋波紋管軋輥的數字化設計及加工打下基礎。
2 軋輥曲面方程
2.1 基本思路
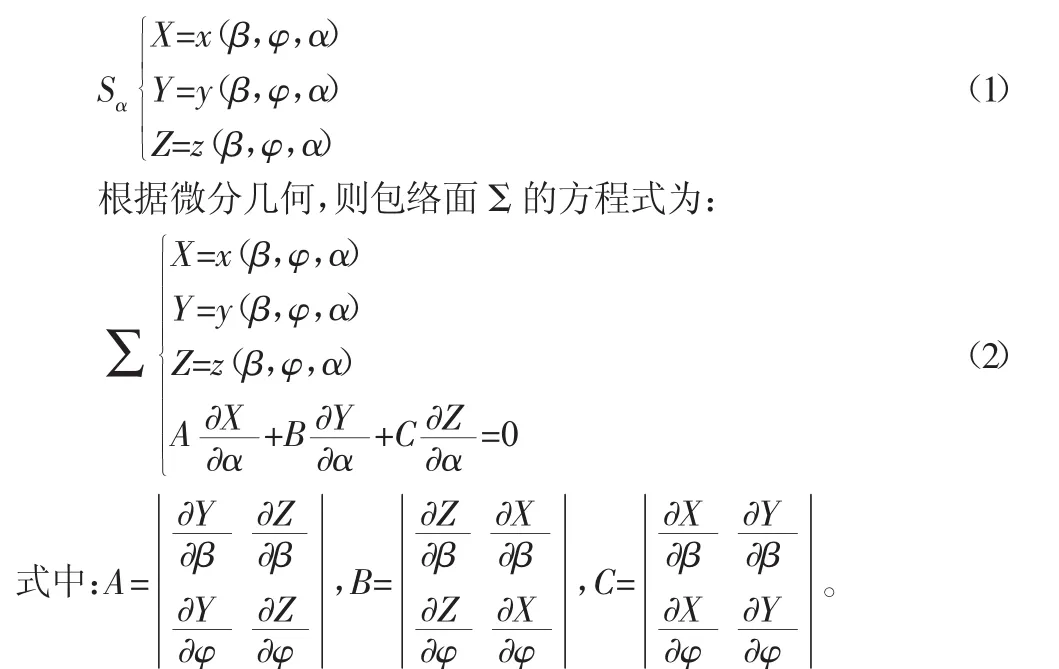
斜軋正常進行時,軋輥軸線與軋件軸線成一定的角度,軋輥繞自身軸線旋轉,同時帶動軋件自轉并沿軋件軸線前行。根據相對運動原理,以軋輥為參考,整個軋制過程可以認為是軋件自轉并沿自身軸線前行,同時還圍繞軋輥軸線旋轉。這樣,軋輥曲面可以看成是軋件表面在軋輥坐標系中運動形成的曲面族的包絡面。若已知曲面族Sα的方程式:A,B,C 是曲面族 Sα 的法向量沿 x,y,z的分量是曲面切向量(即軋件相對于軋輥曲面的相對速度向量的分量),它們的點積為零,表明兩者垂直,即沿軋輥表面法線方向無相對運動[5-7]。
2.2 軋件曲面族方程
波紋管作為一種高效換熱管,可以極大的提高換熱器的換熱效率和抗污性,因而廣泛應用于冶金、核能、動力、制冷、石油化工、航空航天等各個領域[8]。波紋管種類繁多,通過對不同類型的波紋管的傳熱性能的研究發現,波紋管的強化傳熱主要在于波紋對流體流動產生的擾動。流體從直管進入波紋管中,流經波紋時會分離為三個方向的流動。一部分做周向運動,一部分做徑向運動,還有一部分方向不變做軸向運動。這三個方向的運動在波紋附近合成復雜的脫體渦窩,很大程度上破壞了壁面速度邊界層,對流體流動產生劇烈的擾動。波峰內出現的渦窩對波紋管的傳熱強化具有關鍵性作用,并且波谷位置的傳熱效果最佳,因此可適當增加波谷位置。通過外形比較,存在直線段的波紋管軋制成型時波紋不明顯,對外觀和換熱效果有影響,故文章選用的波紋管是圓弧相切型波紋管,此類波紋管的剖面是等徑圓弧相切的連續波紋,剖面如圖1所示。
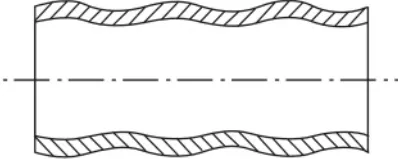
圖1 波紋管剖面圖Fig.1 Image of Corrugated Pipe Profile
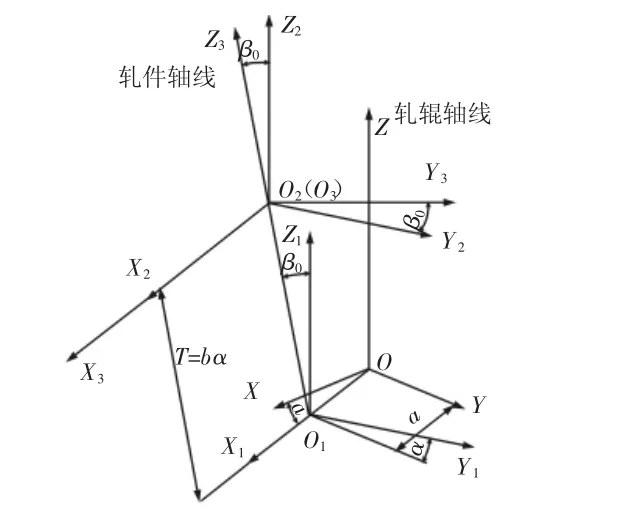
圖2 軋輥軋件坐標關系圖Fig.2 Relationship of Coordinate between Roller and Rolling Pieces
取一個節距的波紋管,提取表面數據,在數學軟件MATLAB中進行曲面建模,建模方程式為:

式中:φ、β—球體的兩個參數;r—球體半徑。
建立軋輥坐標系與軋件波紋管坐標系之間的位置關系,如圖2所示。圖中,XYZ坐標系為軋輥坐標系,X3Y3Z3坐標系為軋件坐標系,Z軸是軋輥軸線,Z3軸是軋件軸線。軋件坐標系與軋輥坐標系之間的變換關系如下:軋輥坐標系XYZ先圍繞Z軸逆時針旋轉角度α,然后再沿著旋轉后的X軸移動距離a,得到坐標系X1Y1Z1,然后坐標系X1Y1Z1圍繞X1軸逆時針旋轉角度β0,再沿著旋轉后的Z1軸移動距離T,得到軋件坐標系X3Y3Z3。a為軋制加工時軋輥軸線與軋件軸線之間的距離,β0為軋輥軸線與軋件軸線的夾角,α為軋件圍繞軋輥軸線旋轉過的角度,T表示軋件坐標系相對于軋輥坐標系此時所處的高度(T=bα,b=P/(2π),P為軋輥螺距,軋制波紋管時,軋輥螺距均勻且近似等于波紋管節距)。所以軋輥坐標系XYZ與軋件波紋管坐標系X3Y3Z3之間的變換關系為:
2.3 軋輥曲面方程
根據式(1)、式(2)和式(5),求解出對應的 A,B,C 和得到軋輥曲面Σ的方程式:
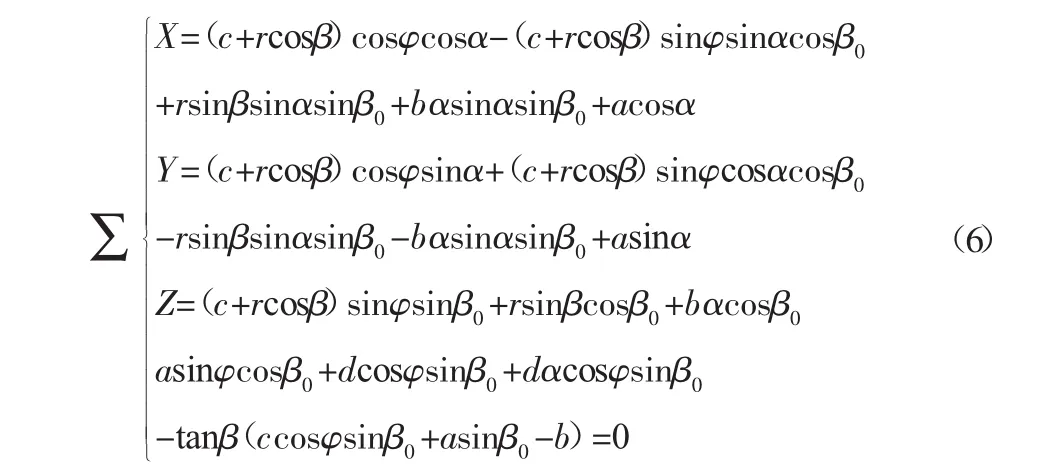
式(6)求解出的包絡面是雙層的,但對于常見的斜軋軋輥而言,軋輥曲面通常只是包絡面的內層,即
3 軋輥曲面建模
選取直徑 25mm,壁厚 2.5mm,節距 18mm,深度 1.8mm 的波紋管來實驗。考慮到軋制時軋件旋轉條件(軋輥直徑與軋件直徑的比值越大,軋件旋轉條件越好,當比值<5時影響顯著,而當比值>5時影響很小)選取軋輥外徑110mm,計算出軋輥與軋件軸線夾角為2.98°。由于夾角很小,軋輥螺距與軋件波紋管節距近似相等。在軋制加工中,按照加工深度要求進刀,軋輥軸線與軋件軸線距離為65.7mm。取一個節距的波紋管在數學軟件MATLAB中進行曲面建模,建模如圖3所示。單節距波紋管的曲面方程分為兩段,第一段方程式為:
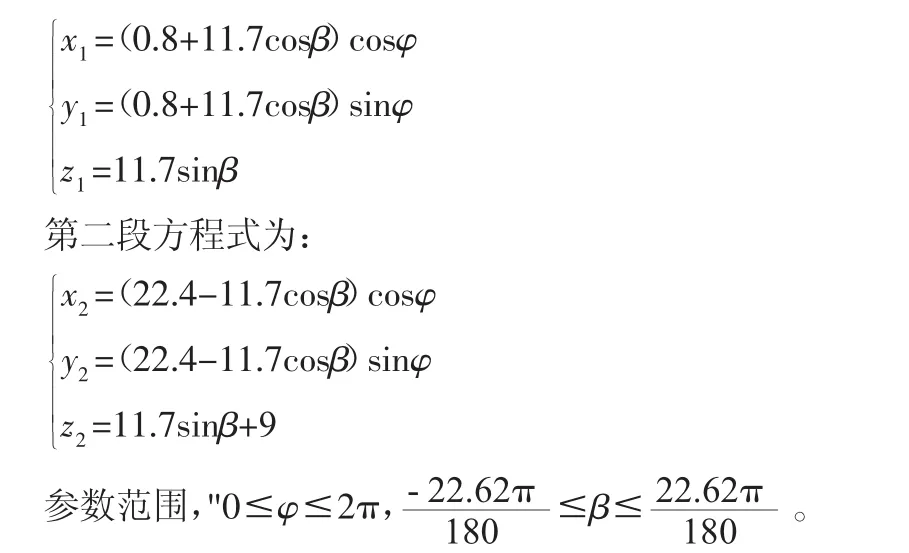
圖3 波紋管建模圖Fig3 Image of Corrugated Pipe Modeling
在數學軟件MATLAB中對軋輥曲面方程式(2)~式(6)進行描述,分別代入以上兩組參數并且在同一個坐標系中畫出軋輥螺旋孔型曲面,如圖4所示。

圖4 孔型建模圖Fig4 Image of Pass Modeling
在軟件MATLAB中編輯程序對軋輥螺旋孔型曲面數據進行處理,將處理后的數據輸入到三維軟件PROE中,對軋輥進行實體建模,得到軋輥三維模型,如圖5所示。
圖5 軋輥模型圖Fig5 Image of Roller Modeling
4 軋輥模擬軋制
VERICUT軟件是美國CGTech公司開發的一種運行于Windows或UNIX平臺的先進的專業數控加工仿真軟件,專門用于數控機床加工過程的仿真,可以建立機床實體模型,虛擬真實的切削環境,仿真數控機床加工的整個過程,因而被廣泛應用于航空航天、汽車、機床和重工業制造以及教育等領域[9]。在VERICUT軟件中,可以通過設定參數形成“虛擬機床”,進行虛擬軋制仿真,驗證軋輥模型螺旋曲面及軋輥安裝參數等對波紋管軋制造成的影響。
4.1 構建軋制機床組件樹
根據軋輥與軋件之間的位置關系及運動條件構建軋制機床組件樹。軋制機床有兩條主要的傳動鏈:主軸自轉傳動鏈,毛坯進給傳動鏈。根據傳動鏈將軋制機床劃分為機床基座,主軸模塊,進給模塊,刀具庫等模塊,同時各模塊在組件樹上的層次與位置也由傳動鏈上的運動次序決定。
4.2 導入幾何模型
軋制機床組件樹定義好之后,添加模型到各個組件。由于VERICUT軟件三維建模功能比較薄弱,對機床復雜零部件建模力有未逮,故采用PROE軟件來建立虛擬機床各模塊的幾何模型并進行機床裝配,通過軟件的圖形接口輸出STL格式的文件,再由VERICUT軟件調用模型。
4.3 設置軋制機床相關參數
機床運動結構定義完成后,還需要對機床的參數進行設置,相關參數有機床行程,機床初始化位置,干涉檢查,刀具半徑補償,刀具長度補償,機床坐標系設置等。
4.4 創建刀具庫
將軋輥模型導入到VERICUT軟件中,添加為刀具,對刀具進行命名,創建刀柄,設置刀柄夾持點,調整刀具裝夾方向和伸出長度。
4.5 配置控制系統
軋制機床項目樹構建完成后,機床仍不能正常運轉。要實現機床軋制加工運動,使機床具有插補運算、解讀數控代碼、仿真顯示等基本功能,還需要給機床配置數字控制系統,組件樹中選擇控制系統,為設置G代碼運動配置數控控制系統,并進行控制系統設置[10]。
4.6 機床軋制加工仿真
完成各種工藝參數設置后,進行機床軋制加工仿真。仿真結果,如圖6所示。
圖6 軋制效果圖Fig6 Image of Rolling Effect
對仿真結果進行驗收:
添加標準波紋管模型作為Design,和仿真加工得到的工件模型進行布爾運算,對仿真結果進行檢驗。當檢測量設定為0.05時檢測結果,如圖7所示。波紋管加工允許偏差,如表1所示。

表1 波紋管尺寸允許偏差Tab.1 Allowable Deviation of Corrugated Pipe’s Dimension

圖7 檢測結果圖Fig.7 Image of Test Result
檢驗結果:過切發生在波紋管左端管頭,如圖7所示。殘留主要發生在波紋管右端管頭(這是VERICUT軟件仿真加工設置造成的),還有極少部分過切存在于波紋管主體部分,正常軋制階段沒有大量超差的殘留及過切。參考表1中波紋管尺寸允許偏差,與標準波紋管模型對比,仿真加工出的波紋管尺寸偏差很小,遠小于允許偏差。
5 結論
(1)軋件波紋管是回轉體,轉動與否并不影響軋件表面形狀,故可以忽略其自轉,根據包絡嚙合原理和空間坐標變換法可以推導出理想軋輥曲面方程。(2)根據曲面方程獲得的理想軋輥孔型曲面的精準度很高,可以用來正常軋制波紋管。(3)建立的軋輥模型具有通用性,并可以進一步指導其它類似軋輥的設計。
