FPD-GA求解多目標柔性作業車間調度問題
2018-07-19 07:32:40陸寶春
機械設計與制造 2018年7期
王 博,陸寶春
(南京理工大學 機械工程學院,江蘇 南京 210094)
1 引言
長久以來,如何利用生產調度優化技術提高制造系統生產率、縮短產品加工周期一直是生產制造與管理領域的核心問題。作為傳統作業車間調度問題的延伸,柔性作業車間調度問題(Flexible Job Shop Scheduling Problem,FJSP)打破了加工設備唯一性的約束,允許工序在可用設備集中的任一臺上加工,更加符合車間生產實際的同時也增加了該問題的求解難度[1]。近年來,蟻群算法[2]、免疫算法[3]、禁忌搜索算法[4]以及粒子群算法[5]等智能啟發式算法越來越多的被用于求解FJSP,并取得較好的效果。
遺傳算法(Genetic Algorithm)由于其穩定的計算性能和突出的全局搜索能力被廣泛用于求解FJSP。但局部尋優能力差,易過早收斂的缺點使傳統遺傳算法在求解該問題時準確性不高。因此,學者們不斷地致力于改進傳統遺傳算法使其快速準確地獲得最優解。文獻[6]設計了一種非支配排序遺傳算法用于提高求解FSJP的尋優能力;文獻[7]結合遺傳算法與瓶頸移動法解決柔性車間調度問題;文獻[8]在免疫算法的基礎上融入遺傳算子提出了一種遺傳免疫算法。
定點擾動-遺傳算法(FPD-GA)為了避免算法早熟并增強局部搜索能力,一方面用復合選擇策略代替比例選擇算子,保證優良個體遺傳的同時降低劣勢個體淘汰率,維持了種群的多樣性;另一方面定量分析種群收斂程度[9],并融合模擬退火算法和免疫算法,設計定點擾動機制,避免算法陷入局部最優。最后通過實例驗證改進算法的可行性。
2 FJSP數學模型建立
車間調度問題可描述為:離散制造車間共有m臺機器{W1,W2,…,WM},需完成n個工件{J1,J2,…,Jn}的 p 道工序,每道工序Oij的加工設備不唯一,并且相同工序在不同設備上的加工時間不相同。優化調度的目標是為每道工序安排最合適的設備,并在工序不干涉的前提下規定各臺設備的工件加工次序,使整個制造系統達到最佳狀態。同時,加工過程中應滿足以下約束條件:
(1)在某一時刻,工件Ji的某道工序Oij只能在指定的機器Wk上加工,并且加工時間tijk已知。
(2)不同工件的工序相互獨立,同一工件的各道工序按規定的工藝流程依次進行。
(3)在t=0時刻所有設備可以被使用,所有工件可以被加工。
針對實際生產需要,選擇以下目標為制造系統的性能指標,并構建多目標適應度函數:
(1)最小化工件最大完工時間。設Di為工件Ji的完工時間,其目標函數可表示為:f1=Min{Max{Di,i=1,2,…,n}}
(2)最小化設備最大負荷。設Lk為機器Wk的生產負荷,采用設備的工作時間表述其生產負荷,該目標函數可表示為:
(3)最大化設備使用率。最大化設備使用率在于使設備負荷均衡化,采用所有設備中最大與最小工作時間的差表述機床負荷均衡化:f3=Min(Max(Lk)-Min(Lk))
已有的算法研究中,多目標適應度函數的設計策略主要有加權策略、目標設計策略和非劣解等級優先策略。考慮到兼顧各個性能指標的同時盡可能的減小計算量,采用加權策略在可行域中尋找最優解,并用以上三個目標函數構建多目標適應度函數:
F=ω1f1+ω2f2+ω3f3
3 FPD-GA求解FJSP
3.1 FJSP中遺傳算子設計
3.1.1 編碼與解碼
對于柔性車間調度問題,染色體編碼在反映出工件加工順序的同時,還要體現各道工序所在的加工設備,基于工序或操作的單一編碼形式很難實現該問題的求解。因此采用雙倍染色體編碼形式,即一對相互關聯染色體對應一個調度解,其中第一條染色體采用基于工序的編碼,用于確定所有工件各道工序的加工次序,另一條染色體為基于分配機器的編碼,用于為工序染色體分配加工設備。通過工序和機器染色體共同表達柔性車間的調度解。一個(3×5)調度問題編碼方式,如圖1所示。
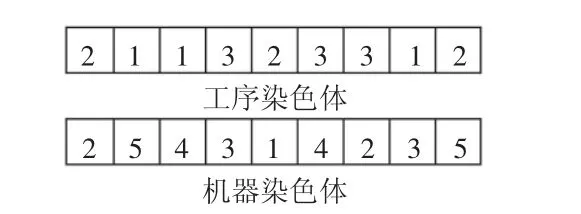
圖1 雙倍染色體編碼Fig.1 Form of Double Chromosome Encoding
針對上述的編碼方式,在解碼時首先將雙倍染色體解碼為機器矩陣和加工時間矩陣,然后按照工序染色體序列,安排每道工序到對應機器染色體指定機床的最佳加工時刻,最終得到調度解。
3.1.2 交叉算子
交叉操作是通過隨機交換兩個個體的部分基因,從而形成具有更優秀基因組合的新個體的過程。由于編碼的特殊性,為了避免非法解的出現,采用基于染色體對的多父代交叉操作。具體實施步驟:(1)將所有工件劃分為兩個互補的非空子集G1和G2,并在種群中隨機選取三個父代個體 P1、P2、P3;(2)對 P1進行順序操作,去除 P1中所有屬于G1的基因信息并用0代替,得到新染色體對,同理,去除P2中所有屬于G2的基因信息,得到新染色體對;(3) 對 P3進行順序操作,用P3中屬于G1的基因信息按次序替換中的0基因位,得到子代個體C1;同理得到子代個體C2。
3.1.3 變異算子
為了保證變異操作后解的可行性,將該操作分為工序染色體變異和機器染色體變異兩部分。對工序染色體采取插入式變異:隨機生成兩個不同的整數S1和S2,將第S1位的基因插入到第S2位的基因前,得到新的工序染色體;對于機器染色體:遍歷整條染色體,查詢每一個基因位的取值是否包含在對應工序的可用機器集內,如不包含,則在該可用機器集內隨機抽取一臺機器編號替換當前基因,由此得到可行的機器染色體。
3.2 遺傳算法的改進
在求解柔性制造車間調度問題時,采用傳統遺傳算法通常會出現局部搜索效率低,過早陷入局部收斂等問題。分析出現問題的原因有兩個:(1)比例算子使個別優勢個體大量遺傳,導致種群多樣性急劇下降;(2)進化后期的種群個體趨于相似,交叉與變異操作不容易破壞父代個體性狀,算法難以跳出局部最優。
針對上述分析原因,FPD-GA通過改進選擇操作、設計定點擾動策略兩個方面改進傳統遺傳算法。
3.2.1 復合選擇策略
傳統遺傳算法采用的比例選擇操作能夠使種群快速地逼近最優解,但也淘汰掉了可能包含優良基因片段的劣勢個體,使種群過早的陷入收斂狀態。為了避免這一現象的發生,FPD-GA采用精英保留和輪盤賭的復合選擇策略,在保證優良個體遺傳的同時降低劣勢個體淘汰率,維持了種群的多樣性,其步驟:(1)計算個體x的適應度值Fi和種群整體適應度平均值;(2)當 Fi<時,該個體x被保留;當Fi≥時,以一定概率p接受x,其中p=1/e(Fi-ˉF);(3)以輪盤賭的方式抽取大于平均適應度的個體,補充種群達到要求的種群規模。
3.2.2 定點擾動策略
算法進化后期,優勢個體大量集中于最優解附近,種群進入收斂狀態,但此時無法判斷種群是否收斂于全局最優解,為了避免種群早熟收斂,提出定點擾動策略。
定點擾動策略的設計以模擬退火算法思想為基礎,借鑒了免疫算法的疫苗接種機制。當種群處于收斂狀態時,強制改變種群中優勢個體的基因片段,不同于模擬退火算法的隨機擾動,該策略通過計算優勢群體等位基因的相似度,改變指定基因位上的基因,并選擇性地保留擾動后的個體,驅使群體向最優解進化。但過于頻繁地定點擾動會干擾正常的進化趨勢,不利于算法快速尋優,因此,在對GA收斂狀態多次分析的基礎上,FPD-GA引入種群收斂度指標(其中為小于群體平均適應度值的個體的適應度平均值,Fmin為當代種群的最小適應度值),用于判斷種群是否進入收斂狀態,并選擇性地觸發定點擾動機制。
具體步驟:(1)計算種群收斂度指標Δ,當Δ小于收斂系數ε時,觸發定點擾動機制;(2)對所有個體的適應度值從小到大排序,抽取適應度值前20%的個體組成精英群體Q;(3)計算Q中工序染色體第i個基因位上等位基因的相似度ηi,即ηi=nmax/nQ(i=1,2,…,np)。其中nmax—染色體第i位上出現頻率最高基因的頻數;nQ—Q中工序染色體總數;np—工序染色體基因數;(4)對ηi從小到大排序,設定前r個基因位為擾動基因位,對工序染色體擾動基因位上的基因進行位置互換,對機器染色體擾動基因位上的基因進行單點變異;(5)對擾動后的個體,計算適應度值,若≤Fi,則用擾動后的個體代替原個體,若>Fi,以概率 Pt接受擾動后的個體。其中
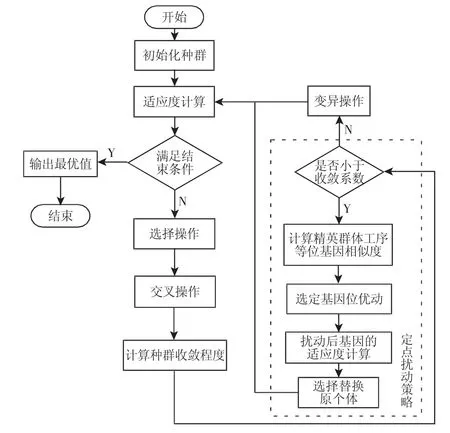
圖2 FPD-GA流程圖Fig.2 Flow Diagram of FPD-GA
FPD-GA流程圖,如圖2所示。FPD-GA的主要實現步驟如下:
(1)設定參數。設定種群規模N,迭代最大次數T,交叉概率Pc,變異概率 Pm,擾動系數 r,收斂系數 ε,適應度函數權重 ω1、ω2、ω3;
(2)初始化種群。隨機產生由工序染色體和機器染色體組成的種群個體,并設迭代次數t=0;
(3)適應度值評價。計算每個個體的適應度值Fi,并獲得最小適應度值Fmin和適應度平均值Fˉ;
(4)檢查算法終止條件。如果t≥T,輸出最優解Fmin,否則執行步驟(5);
(5)選擇操作。執行復合選擇操作,得到新的種群;
(6)交叉操作。對滿足交叉概率的種群個體進行多父代交叉操作;
(7)評價種群收斂程度。計算當前種群收斂度Δ,當Δ<ε時,轉入步驟(9),否則執行步驟(8);
(8)變異操作。以設定的變異概率對選中個體進行變異,返回步驟(3);
(9)定點擾動操作。按照定點擾動策略對精英群體執行定點擾動。
(10)令 t=t+1,返回步驟(3);
4 實例驗證與結果分析
為了驗證改進算法的有效性,以某液壓油缸零部件生產車間A小組生產計劃為實例,測試改進算法。該實例中共有9個工件,每個工件有4道工序(車、銑、鉆、鏜),共有12臺設備,其中M1、M2、M3、M4、M5、M6 可用于車,M4、M5、M6、M7、M8 可用于銑,M4、M5、M9、M10 可用于鉆,M5、M6、M11,M12 可用于鏜。工序加工時間表,如表1所示。
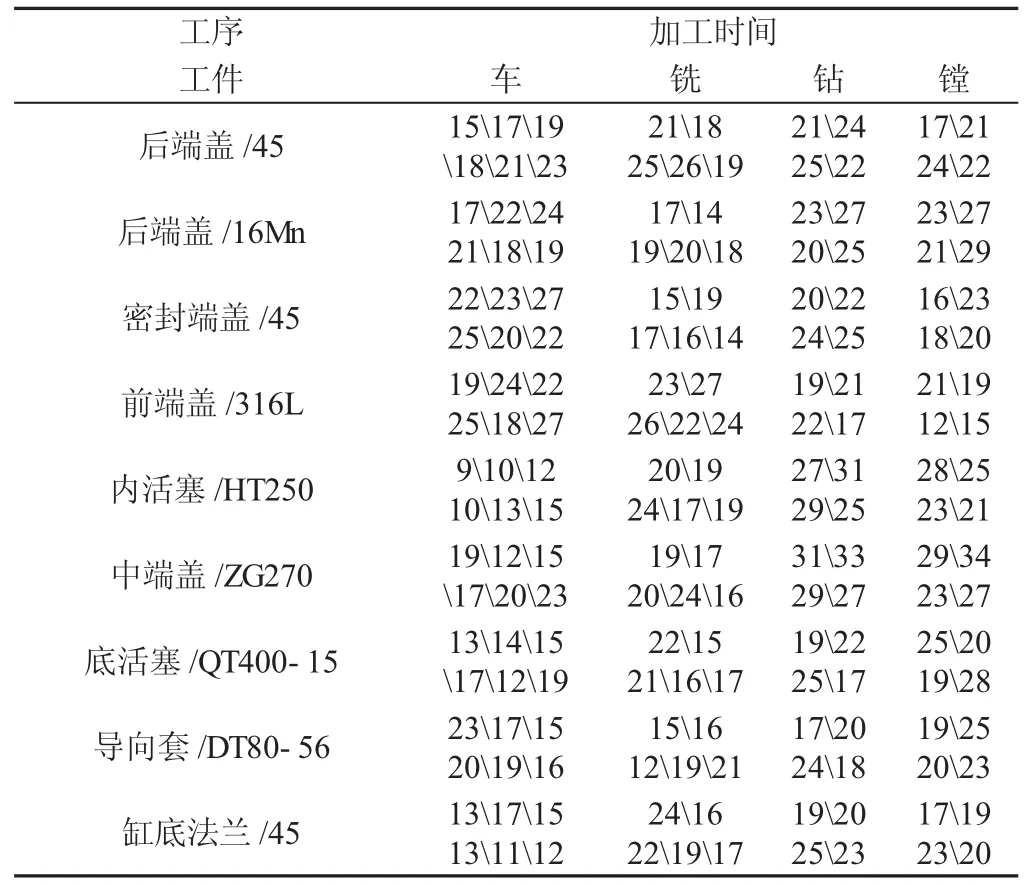
表1 工序加工時間表Tab.1 Schedule of Procedure
設種群規模N=60,迭代次數t=1000,交叉概率Pc=0.8,變異概率Pm=0.05,擾動系數r=8,收斂系數ε=0.9,適應度函數權重ω1=0.4,ω2=0.3,ω3=0.3。利用 MATLAB 對實例進行仿真計算,并得到最佳調度方案。傳統遺傳算法(SGA)和FPD-GA收斂曲線,如圖3、圖4所示。SGA、自適應遺傳算法(AGA)和FPD-GA的實例計算結果比較,如表2所示。采用FPD-GA計算實例的最佳調度優解,如圖5所示。
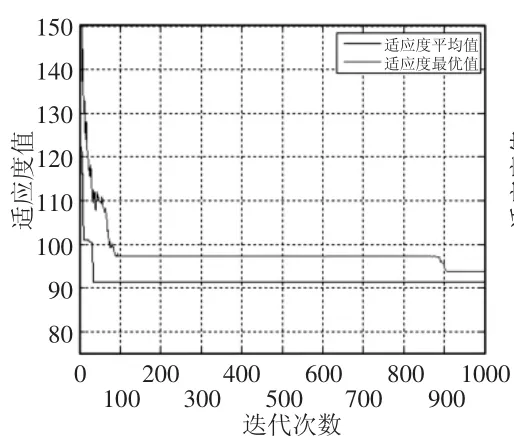
圖3 傳統GA收斂曲線Fig.3 Convergence Curve of Traditional GA
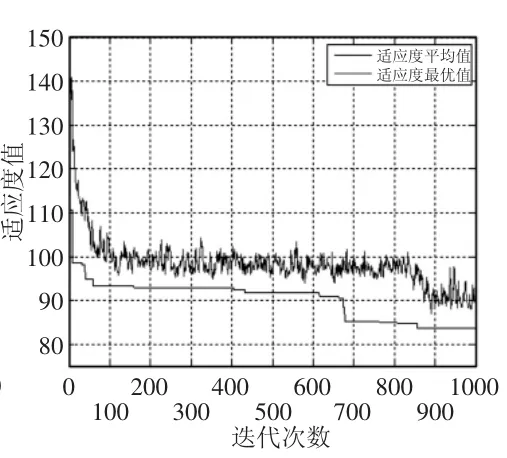
圖4 FPD-GA收斂曲線Fig.4 Convergence Curve of FPD-GA
通過對比圖3圖4可以看出:傳統遺傳算法在進化初期迅速進入收斂狀態,優勢個體大量遺傳,平均適應度值變化平緩且不斷趨近最小適應值,種群一直保持收斂狀態;而FPD-GA在復合選擇策略的影響下平均適應度值波動式減小,當進入收斂狀態后觸發定點擾動機制,使種群跳出局部最優值,不斷朝全局最優值進化。通過表2數值對比,采用FPD-GA對實例求解,與其他算法相比,適應度函數分別減小了7.4%、3.7%,各項指標也明顯優于SGA和AGA的計算結果,驗證了FPD-GA的有效性。
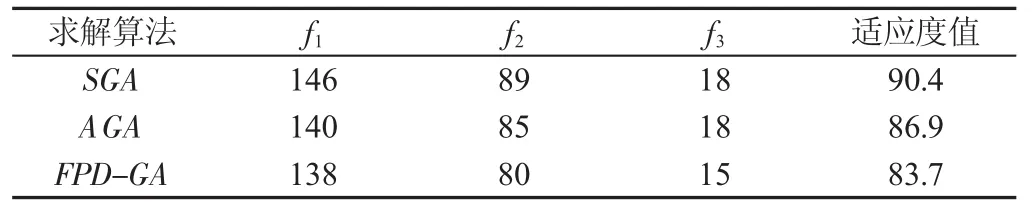
表2 算法仿真計算結果對比Tab.2 Comparison of Simulation Results
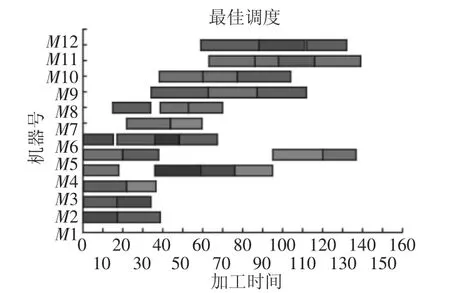
圖5 最佳調度方案Fig.5 Optimal Scheduling Scheme
5 結論
在應用遺傳算法的基礎上引入復合選擇操作,并設計定點擾動策略,提出了一種融合遺傳算法—FPD-GA。FPD-GA繼承了遺傳算法全局搜索能力突出的優勢,同時克服了局部尋優能力差的缺陷,能快速地擺脫局部收斂的狀態,向全局最優解的方向進化。通過生產實例驗證,該方法在解的質量上有較大提升和改善,是一種高效求解FJSP的方法。
