磨加工主動測量儀中的信號點到尺寸判定研究
2018-07-19 07:32:40賈英鋒張琳娜
機械設計與制造 2018年7期
賈英鋒,鄭 鵬,張琳娜
(鄭州大學 機械工程學院,河南 鄭州 450001)
1 引言
隨著現代制造業的發展,人們對精密零器件加工過程的控制與檢測的高精度、智能化要求越來越高。磨加工主動測量儀是一種能夠實時檢測工件尺寸[1-4]。通過測量值與設定信號點值的比較判斷,對機床發出動作指令進而控制磨削加工進程的儀器。廣泛應用于自動、半自動磨床,如圖1所示。主動測量可以實現不停機測量,極大降低工人勞動強度和提高自動化程度。同時,也可有效提高產品質量的一致性,降低廢品率[5]。
磨削加工過程中,為了在保證工件表面質量的前提下提高加工效率,一般采用“粗磨—精磨—光磨”的三級加工模式,如圖2所示,或者“粗磨—精磨—半精磨—光磨”四級加工模式。
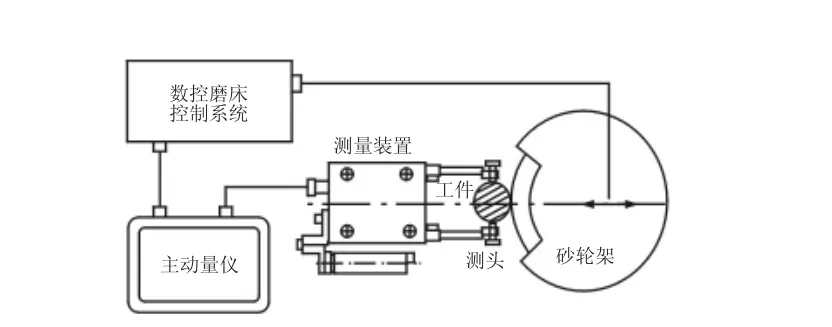
圖1 磨加工主動量儀工作示意圖Fig.1 Diagram of Grinding Active Measuring Instrument
圖中:P1、P2、P3、P4—主動測量控制器信號設定點;S1—S2—粗磨階段;S2—S3—精磨階段;S3—S4—光磨階段。當主動測量儀測頭測得值(濾波后平均值)到達信號點預設值時,控制機床砂輪的進給與否、進給速度等動作。P4點—加工到尺寸信號點,當磨削加工至測頭測得值為P4點信號值時,砂輪退出,磨削進程結束。
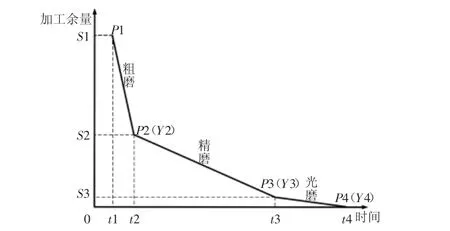
圖2 磨加工主動量儀“粗磨—精磨—光磨”模式Fig.2 "Rough Grinding,Fine Grinding and Buffing"Mode of Grinding Active Measuring Instrument
在實際生產中,主動測量儀控制磨削進程下的工件最終尺寸值與信號點設定值往往有一定的偏差,如外圓磨削時,最終值一般會大于信號點設定值。目前,在實際生產中,對于這種信號點到尺寸判定偏差,一般需要定時或者定量地對工件抽檢和測量,然后通過主動測量儀設定補調值來修正測量結果。但依然容易在修正前出現廢品,重要的是不能滿足大批量、流水線生產的自動化和智能化要求。
為提高磨加工主動測量控制下的磨削精度和加工效率,提高主動測量儀的智能化程度,解決磨加工主動測量下工件尺寸值與設定值存在一定偏差的問題。結合磨削過程的誤差來源分析,對磨加工主動測量信號點到尺寸判定展開研究。
2 到尺寸的誤差分析
加工過程的信號點到尺寸判定是測頭測得值與信號點預設值的對比,當二者相等時,控制器發出指令控制機床動作,如砂輪退出。信號點值磨加工主動測量儀預設的定值。理想條件下,測頭測得值為測頭接觸點到工件旋轉中心O的距離,即接觸點半徑值。通過測頭采集到的數據,傳到控制儀中的是電壓量。需要將測得的電壓值轉換成工件尺寸值[6]。轉換計算公式如下:
RealSize=(RealDY-ZeroDY)*Ratio
式中:RealSize—轉換后的尺寸值;RealDY—測量電壓;ZeroDY—
零位電壓;Ratio—轉換倍率。
半徑值的測量精度由主動測量儀的儀器精度來保證,半徑值的測量誤差屬于系統誤差,此項系統誤差一般通過測量前控制器的零位標定和倍率校對來減弱或消除。同時,控制器軟件程序中的數據預處理(如求平均、去極值等)也可進一步消除系統誤差對測量值的影響。
由于受溫度、磨削速度、毛坯余量、冷卻液以及機床精度和振動等因素的影響,加工后的零件尺寸有一定的分散性[7]。這種尺寸的分散性具體表現為工件的圓度誤差。測頭測得值會由于圓度誤差的存在而存在跳動,這種測量值的跳動是由系統誤差和工件圓度誤差共同作用影響的。考慮到系統誤差不是該文討論和研究的重點,且通過零位標定和倍率校對后誤差極小。實際生產中,儀器的示值誤差極小[8](-50~+50)μm范圍內,大小在(±0.1)μm之內)。故該文著重分析圓度誤差對信號點到尺寸判定的影響。
3 信號點到尺寸判定
以外圓磨削為例,磨加工主動測量控制磨削進程時,工件尺寸不斷減小。光磨階段,砂輪停止進給,修正工件圓度,主動測量控制器實時判斷工件尺寸是否到達預設值,直至工件尺寸光磨至信號點P4。一旦信號點到尺寸即對機床發出指令砂輪退出,磨削結束。信號點到尺寸程序判斷流程,如圖3所示。
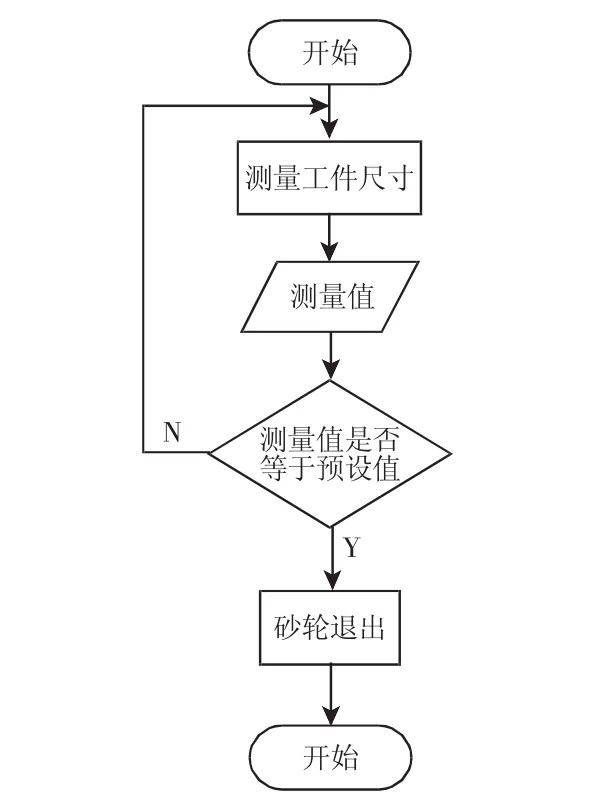
圖3 信號點到尺寸判定流程Fig.3 Signal Point Size Determination Process
由流程圖3可以看出,控制器一旦得到測量值等于P4信號點預設值時,砂輪即退出。信號點到尺寸時加工狀態,如圖4所示。
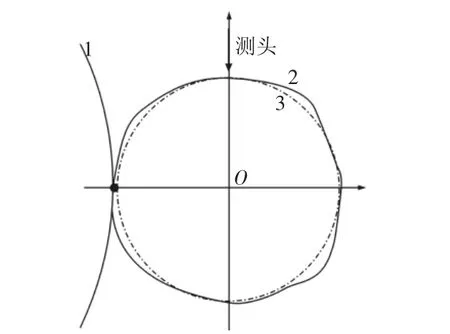
圖4 信號點到尺寸時工件輪廓Fig.4 The Workpiece Profile when the Signal Points to the Size
圖中:1—砂輪輪廓;2—光磨階段到尺寸時工件輪廓;3—到尺寸時以測頭測得值為半徑所做的圓。
信號點到尺寸時測頭測得點半徑值R實際上是工件圓周半徑值r的極小值:R=minr
對于主動量儀控制器來說,信號點到尺寸時得到的理想工件輪廓為虛線3,但由于圓度誤差的存在,實際輪廓為實線2,且實線2的最小半徑值為虛線3的半徑值。
3.1 基于圓度誤差的到尺寸判定
通過以上對控制器信號點到尺寸判定流程和到尺寸時工件輪廓狀態的分析,為實現信號點到尺寸的合理判定,考慮工件圓度誤差的影響,提出基于圓度誤差的信號點到尺寸判定修正方法如下。
設到尺寸時工件圓度誤差為Y,信號點預設值為D,則修正后的信號點預設值為:
D′=D-Y/2(外圓磨削時)
同理:D′=D+Y/2((內圓磨削時)
這種信號點到尺寸判定方法適用于有在線圓度評定功能的主動測量儀。
3.2 基于平均處理法的到尺寸判定
目前,市場上的磨加工主動測量儀并不是都具有在線圓度評定功能,對于無法實時獲得圓度誤差值的主動量儀可以對測頭測量值做平均處理。這里的“平均處理”與數據采樣預處理中的“求平均”不同。數據采樣預處理的“求平均”一般是將測頭剛剛測得的4-6個值求平均[9]。將其均值作為示值,目的是為了消除系統誤差等隨機誤差的影響。到尺寸判定的“平均處理”是考慮到無法獲得圓度誤差值。用測量值的平均值作為實際輪廓的最小二乘擬合圓半徑值[10]。所以為了能夠在最大程度地接近最小二乘擬合半徑值,此處的“平均處理”基數遠遠大于(4~6),一般希望采用工件一個圓周的采樣點值。平均處理的信號點到尺寸判定不改變信號點預設值,而是修正原先的信號點到尺寸判定流程,修正后的信號點到尺寸判定流程,如圖5所示。
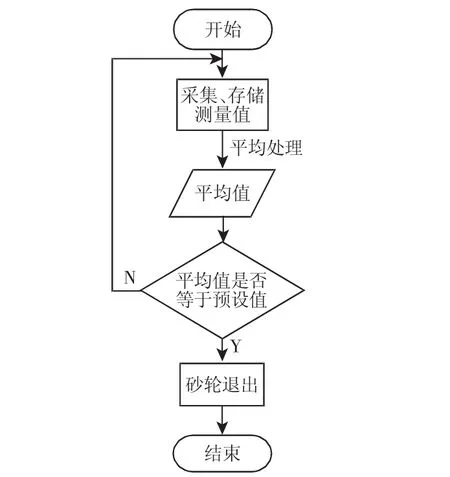
圖5 基于平均處理法的信號點到尺寸判定流程Fig.5 Signal Point to Dimension Determination Process Based on Average Processing Method
4 實驗
實驗機床采用MGB1320E高精度半自動外圓磨床,如圖6所示。磨削工件材料為45鋼,磨削外圓直徑為24mm,外圓軸向尺寸為30mm;砂輪材質為棕剛玉,直徑400mm,厚度32mm,最高線速度35m/s;磨削液使用濃度為4%的乳化液;磨削方式為外圓切入磨削。
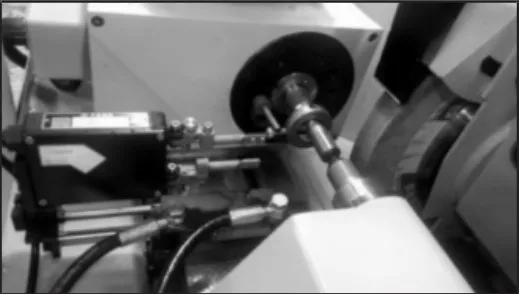
圖6 磨削實驗設備Fig.6 Grinding Experiment Equipment
實驗主要是為了驗證兩種修正后的信號點到尺寸判定方法是否能夠有效減弱或消除工件圓度誤差對信號點到尺寸判定的影響。故實驗安排的變動參數為光磨階段的砂輪線速度和光磨余量,以便獲得不同的圓度誤差值,兩個變動參數分別設定三個水平變量,如表1所示。共計32=9組。
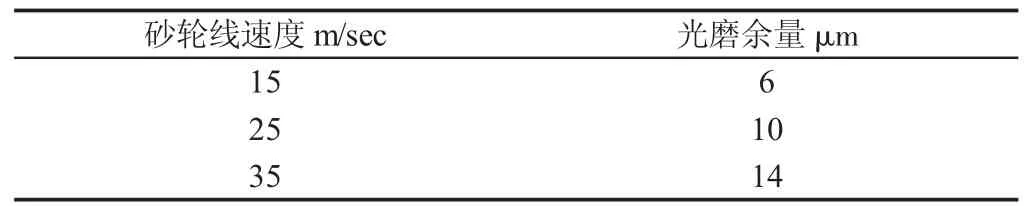
表1 工藝參數水平表Tab.1 Process Parameter Level Table
每組工藝參數安排,用磨加工主動測量控制器分別采用無任何修正處理、基于圓度誤差修正和平均處理的三種信號點到尺寸判定方法做三次實驗。實驗結果記錄磨削結束時的工件圓度誤差值A、三種信號點到尺寸判定方法得到的工件一周測量值平均值(作為工件公稱尺寸值)與信號點預定值的偏差B、C、D以的值(A、B、C、D的單位均為μm),結果如表2所示。
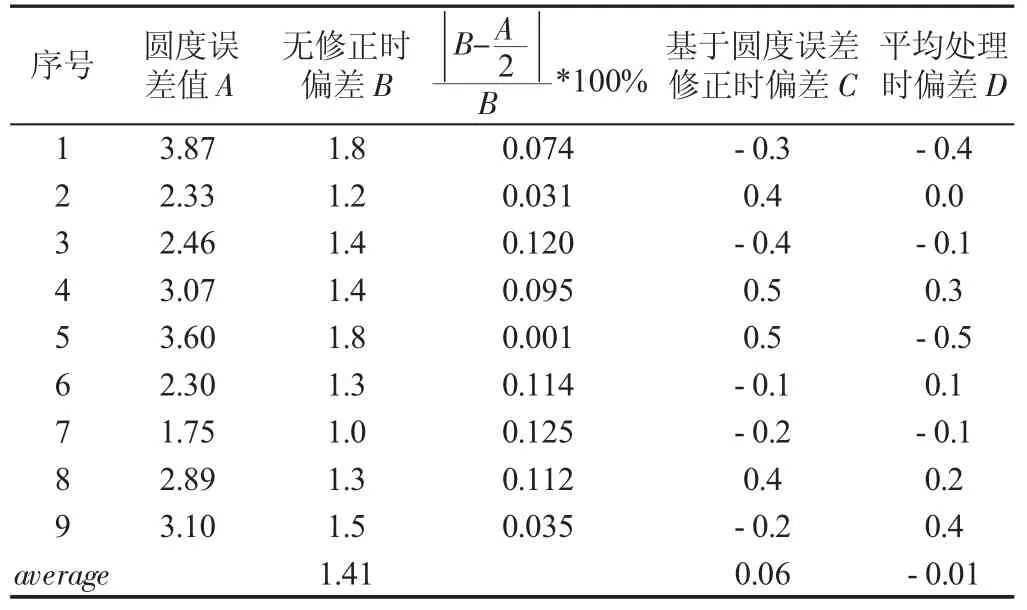
表2 實驗結果Tab.2 Experimental Result
5 結論
為解決磨加工主動測量控制儀控制下的磨削進程信號點到尺寸時的尺寸偏差問題,通過對到尺寸時測量值誤差來源的分析,得出影響到尺寸判定產生偏差的主要原因是由于工件圓度誤差的存在;并在此基礎上提出了基于圓度誤差的到尺寸判定方法和平均處理到尺寸判定方法。基于圓度誤差的修正方法和平均處理的修正方法使到尺寸判定偏差絕對值由修正前的最大值1.8μm,均值 1.41μm 降到修正后最大不超過 0.5μm,均值不超過0.06μm,證明了基于圓度誤差和平均處理的到尺寸判定的合理性和可行性。相比于傳統的抽檢工件尺寸變化,手動設置補調值的解決信號點到尺寸偏差問題,該研究對于提高大批量產品流水線式生產的生成效率、提高磨加工主動測量儀的智能化水平有重要意義。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中國生殖健康(2019年3期)2019-02-01 06:12:26
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
