雙絲埋弧焊不清根技術(shù)在承壓設(shè)備上的應(yīng)用
2018-07-02 07:45:44
電焊機(jī) 2018年6期
(江蘇雙良鍋爐有限公司,江蘇 江陰 214444)
0 前言
承壓設(shè)備上筒體縱環(huán)縫多采用埋弧焊進(jìn)行焊接,由于焊接工作量大,如何利用新設(shè)備在保證產(chǎn)品質(zhì)量的前提下提高生產(chǎn)效率,成為企業(yè)不斷探索的課題。雙絲埋弧焊是一種先進(jìn)高效的焊接方法,雙絲的引入減少了焊接道次,顯著提高焊接生產(chǎn)效率[1]。但雙絲埋弧焊固有的焊接線能量大,容易導(dǎo)致接頭力學(xué)性能惡化,影響焊接接頭的使用[2-3]。本研究在單絲埋弧焊免清根工藝應(yīng)用的經(jīng)驗(yàn)基礎(chǔ)上,通過焊接工藝試驗(yàn),優(yōu)化焊接工藝參數(shù),保證接頭力學(xué)性能,同時(shí)由于背部無需采用碳弧氣刨清根,在提高生產(chǎn)效率的同時(shí)改善了生產(chǎn)作業(yè)環(huán)境,為雙絲埋弧焊應(yīng)用于承壓設(shè)備筒體縱環(huán)縫焊接提供技術(shù)參考。
1 試驗(yàn)材料和方法
1.1 試驗(yàn)材料
試驗(yàn)采用Q245R鋼板,板厚20 mm。焊接材料采用H08MnA焊絲配SJ101焊劑。
1.2 焊接方法
為驗(yàn)證雙絲埋弧焊的焊接質(zhì)量,試驗(yàn)增加一組常規(guī)單絲埋弧焊焊接試板,焊后將相關(guān)力學(xué)性能與雙絲埋弧焊進(jìn)行對(duì)比。
雙絲埋弧焊的前導(dǎo)焊絲采用直流反接,直徑φ4.0,與試板垂直,后續(xù)焊絲使用交流,雙絲之間距離15 mm,焊絲間夾角10°;單絲埋弧焊采用直流反接,焊絲直徑φ4.0。
1.3 坡口準(zhǔn)備
埋弧焊免清根焊接工藝能否確保焊縫根部熔透且打底焊接時(shí)不致燒穿鈍邊,很大程度上取決于坡口形式[4-5]。根據(jù)單絲埋弧焊免清根工藝應(yīng)用的經(jīng)驗(yàn)基礎(chǔ)[6],采用的坡口形式如圖1所示。
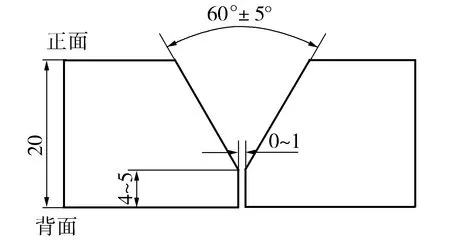
圖1 試板坡口形式Fig.1 Groove type of test plate
1.4 焊接工藝參數(shù)
為了解決雙絲埋弧焊固有的焊接線能量大的特點(diǎn),在保證焊接接頭質(zhì)量的前提下,經(jīng)過多次焊接試驗(yàn),盡量控制好焊接線能量,焊接工藝參數(shù)如表1所示。

表1 焊接工藝參數(shù)Table 1 Welding process parameters
1.5 力學(xué)性能試驗(yàn)
焊后按照NB/T47014的要求進(jìn)行拉伸、彎曲、沖擊等力學(xué)性能試驗(yàn)。
2 工藝應(yīng)用合理性分析
2.1 焊接工藝性能
雙絲埋弧焊采用前絲直流、后絲交流的焊接方式,前絲直流電弧的穿透力較大,能夠增大熔深,后絲則有增大焊道寬度和美觀焊縫成形的作用,與單絲埋弧焊相比,生產(chǎn)效率得到了極大的提高。此外,雙絲埋弧焊中后絲有一個(gè)后傾角,能有效改善焊縫形狀,降低余高,減小焊接過程中產(chǎn)生未熔合和夾渣的可能性,提高焊接質(zhì)量。雙絲埋弧焊焊接過程中,前、后焊絲的焊接工藝參數(shù)共同決定了熱輸入、最終組織形態(tài)和使用性能。焊接過程中正面第一道在控制好熱輸入量的前提下,熔深應(yīng)大于1/2鈍邊厚度,以保證背面無需碳弧氣刨清根、直接進(jìn)行埋弧焊蓋面。
2.2 單、雙絲埋弧焊接頭力學(xué)性能對(duì)比
2.2.1 抗拉強(qiáng)度
焊接接頭力學(xué)性能結(jié)果如表2所示。可以看出,雙絲自動(dòng)埋弧焊焊接接頭的抗拉強(qiáng)度與單絲自動(dòng)埋弧焊相比變化不大。這表明單、雙絲自動(dòng)埋弧焊焊接工藝穩(wěn)定性較好,焊縫金屬抗拉強(qiáng)度無顯著變化,均能達(dá)到母材性能的要求。
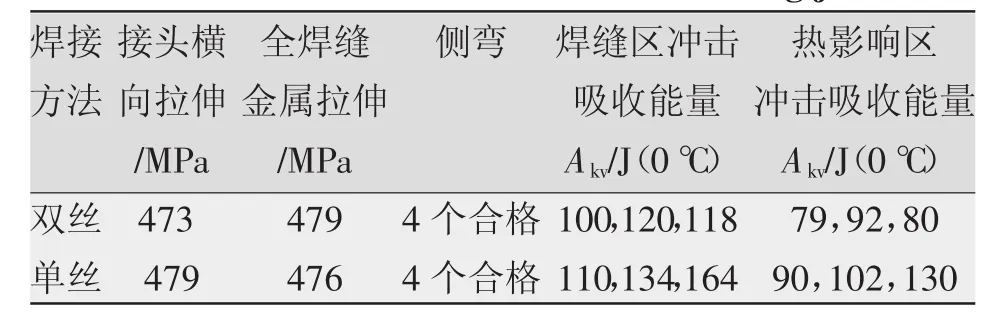
表2 焊接接頭力學(xué)性能試驗(yàn)結(jié)果Table 2 Mechanical test result of welding joint
2.2.2 彎曲性能
單、雙絲埋弧焊焊接接頭側(cè)彎試驗(yàn)均無裂紋出現(xiàn),試驗(yàn)合格。
2.2.3 沖擊性能
雙絲埋弧焊的單道熱輸入量大于單絲埋弧焊的熱輸入量,表現(xiàn)在焊縫及熱影響區(qū)單絲埋弧焊0℃沖擊吸收能量高于雙絲埋弧焊。這是因?yàn)闊彷斎肓看螅缚p及熱影響區(qū)高溫停留時(shí)間延長(zhǎng),使得晶粒粗大,從而降低沖擊韌性,但均符合母材的性能要求。
從力學(xué)性能試驗(yàn)的結(jié)果來看,只要控制好焊接線能量,雙絲埋弧焊的力學(xué)性能與單絲埋弧焊一樣,都能滿足母材及承壓設(shè)備對(duì)焊接接頭的力學(xué)性能要求。
2.3 生產(chǎn)效率及能耗分析
2.3.1 提高生產(chǎn)效率
由表1可知,雙絲埋弧焊相對(duì)單絲埋弧焊單道焊縫的焊接速度可提高30%~40%,同時(shí)減少焊接層道次,以及層間清理及其他輔助時(shí)間,大大提高生產(chǎn)效率,縮短生產(chǎn)周期;背面無需碳弧氣刨清根及砂輪打磨工序,進(jìn)一步縮短焊接生產(chǎn)周期,提高生產(chǎn)效率。
2.3.2 降低能耗及成本
在焊接熱輸入不變的情況下,雙絲埋弧焊熱輸入效率高,其高速度的焊接有效降低了工件二次加熱所帶來的能量損耗,包括工件的熱量損耗、焊劑的二次熱量損耗等,與單絲埋弧焊相比,熔敷效率更高,能耗降低。由于焊接速度的提高、焊接層道數(shù)及焊材用量的減少,大大降低了企業(yè)的生產(chǎn)制造成本。
2.3.3 改善車間生產(chǎn)環(huán)境
從源頭上消除了碳弧氣刨清根產(chǎn)生的明弧刺激、粉塵及噪聲對(duì)工人身心健康的影響,改善車間生產(chǎn)作業(yè)環(huán)境,為公司降低制造成本的同時(shí)也獲得了積極的社會(huì)效益。
3 結(jié)論
(1)在合適的焊接工藝參數(shù)下進(jìn)行焊接,雙絲埋弧焊接頭的各項(xiàng)性能指標(biāo)均滿足母材及相關(guān)標(biāo)準(zhǔn)的各項(xiàng)要求。
(2)與傳統(tǒng)單絲埋弧焊相比,雙絲埋弧焊生產(chǎn)效率顯著提高,生產(chǎn)周期縮短,能耗降低。
(3)雙絲埋弧焊不清根工藝技術(shù)在改善生產(chǎn)作業(yè)環(huán)境、降低制造成本的同時(shí)也獲得了積極的社會(huì)效益。
[1]陳祝年.焊接工程師手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2002.
[2]張承德,王成文,邢均田,等.雙絲窄間隙埋弧焊的高壓容器生產(chǎn)中的應(yīng)用[J].焊接,1990(7):16-20.
[3]伍小龍,徐衛(wèi)東,汪輝.厚壁容器的雙絲窄間隙埋弧焊[J].壓力容器,2003,20(3):27-31.
[4]張勝男,趙文斌.埋弧焊免清根免打底技術(shù)的試驗(yàn)研究[J].自動(dòng)化與儀器儀表,2013,167(3):37-38.
[5]張芬芬.埋弧自動(dòng)焊不清根技術(shù)在壓力容器制造中應(yīng)用[J].城市建設(shè)理論研究,2014(22):4419-4420.
[6]張旭平,于民華,顧芝敏,等.埋弧焊免清根技術(shù)在鍋殼鍋爐上的應(yīng)用[J].焊接技術(shù),2017(2):40-42.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
甘肅教育(2020年14期)2020-09-11 07:57:42
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
時(shí)代英語·高二(2015年1期)2015-03-16 00:08:11
中國(guó)衛(wèi)生(2014年11期)2014-11-12 13:11:32
