提高10萬m3油罐底板SAW焊接生產率的技術應用
2018-07-02 07:45:40茹成章秦紅艷楊鎖軍劉曉麗王國臣赫德明李士學
電焊機 2018年6期
關鍵詞:焊縫
茹成章 ,秦紅艷 ,楊鎖軍 ,徐 進 ,劉曉麗 ,王國臣 ,赫德明 ,李士學
(1.中國石油管道局工程有限公司,河北 廊坊 065000;2.天津天泉工程監理有限公司,天津 300280;3.河北華北石油工程建設有限公司,河北 任丘 062552)
0 前言
埋弧焊(Submerged Arc Welding,SAW)是電弧在顆粒狀焊劑覆蓋下燃燒進行焊接的方法[1]。目前SAW按焊絲數目分為單絲埋弧焊和多絲埋弧焊,按焊接機械化程度分為自動埋弧焊和半自動埋弧焊。原油罐區的儲罐底板埋弧焊接采用自動埋弧焊。
SAW具有生產率高[2]、焊接質量高、勞動條件好等優點,但其適應性和靈活性較差,短焊縫效率較低,薄板焊接質量不穩定,加之輔助裝置較多,主要適用于平焊或橫焊位置的焊接。
1 罐底板焊接
1.1 罐底板
10萬m3鋼質原油儲罐(φ80 m×H22.5 m)底板總焊縫長度約2 287 m,罐底板鋼板材質為Q235B和12MnNiVR,詳見表1。
1.2 焊接工序
10萬m3鋼質原油儲罐直徑80m,罐底板總面積約2200m2。焊接順序是有效控制焊后變形的關鍵。
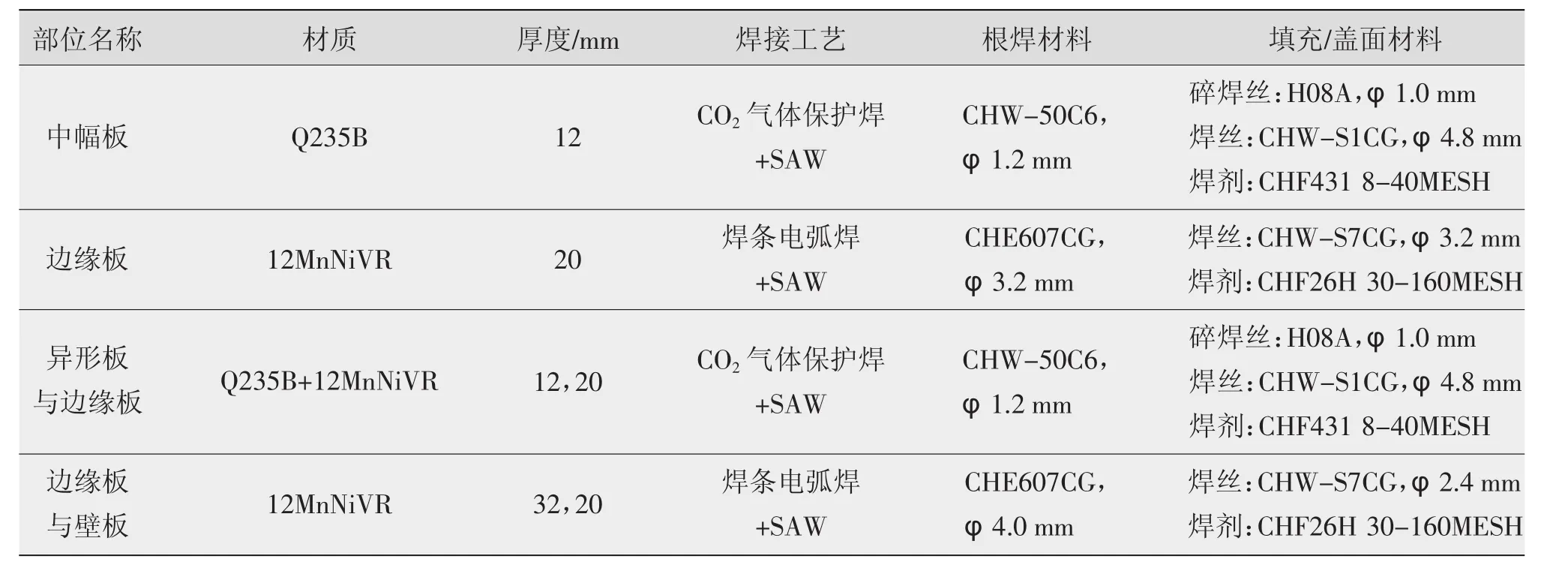
表1 罐底鋼板主要相關信息
1.2.1 邊緣板焊接
邊緣板對接焊縫采用焊條電弧焊分兩次手工焊接。先進行從外向里300 mm長均布焊接,在壁板與邊緣板相連的大角縫焊接完后再進行剩余邊緣板對接焊縫的焊接。邊緣板在進行外300 mm焊接時應采取反變形措施,要求焊縫對口向上翹起反變形6~8 mm,采用專用工具進行反變形,整條對接焊縫安裝2~3個反變形卡具。
1.2.2 中幅板焊接
中幅板焊接時,先完成短焊縫,再完成長焊縫。施工順序為:中幅板間墊板點焊→中幅板間焊接→廊板間焊道焊接→廊板與中幅焊接。中幅板焊縫點焊分群進行,如圖1所示。一般先完成A類中幅板間的焊接,再進行B類中幅板間焊接。A、B兩類中幅板之間不做點焊,只做墊板連接。中幅板和墊板的點焊只在A類中幅板間單面點焊,點焊長度每200 mm點焊50 mm,A、B兩類中幅板焊縫均從中心向兩端間隔跳焊,跳焊長度350~400 mm。壓縫之后,中幅板間先進行底層CO2氣體保護焊接,宜采用分段退焊或跳焊法,然后再進行埋弧自動焊(SAW)填充蓋面。其中焊縫兩端部位300 mm為焊條電弧焊焊接完成。中幅板焊接前應采取防變形措施,依照先中幅板、廊板,后異形板的焊接順序,使用背杠、連接板固定底板與底板、底板與廊板之間的間隙。
1.2.3 大角縫的焊接
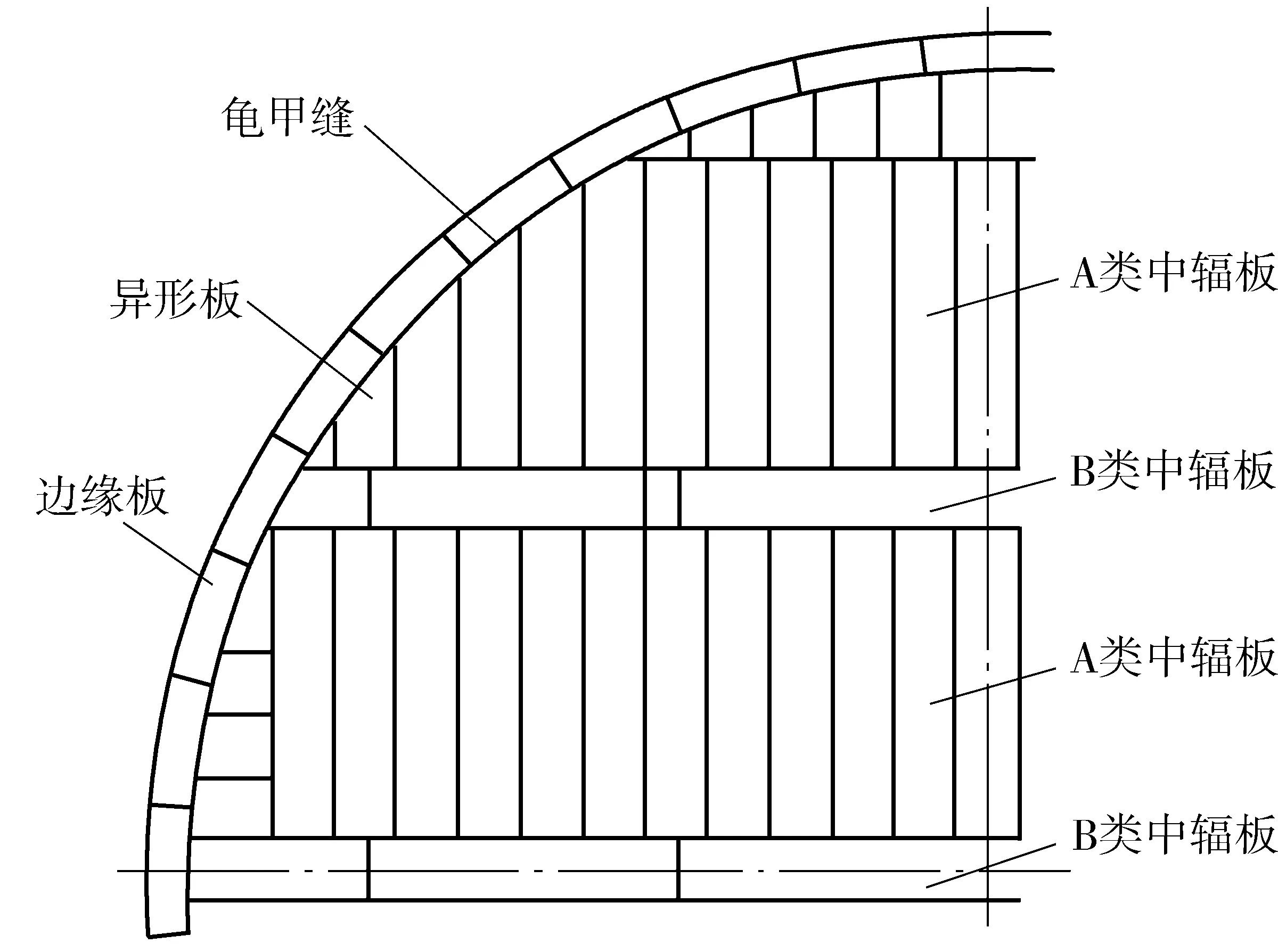
圖1 中幅板焊縫點焊分群示意
大角縫(即邊緣板與底圈壁板間的角縫)的焊接是在至少完成三節罐壁板焊接后進行,先焊內側后焊外側。大角縫焊接前須調整罐壁的垂直度,從1點方向分逆、順時針一邊調整垂直度,一邊進行內外交錯點焊固定,一邊撤掉定位板。點焊時應按規定預熱焊縫,點焊長度每300 mm焊接50 mm。內、外角焊縫焊接先進行焊條電弧焊打底,再進行PT探傷,合格后再使用自動埋弧焊填充蓋面,以確保焊縫的圓滑過渡。
1.2.4 龜甲縫的焊接
在大角縫、邊緣板對接縫焊接完成后進行龜甲縫的焊接。每切下1塊中幅板后立即進行點焊,每間隔300mm固定焊接50 mm。點焊后進行焊條電弧焊打底,由數名焊工均布沿同一方向進行焊接。然后埋弧自動焊機均布沿同一方向填充、蓋面施焊。中幅板與邊緣板對接如圖2所示。龜甲縫的焊接每塊板須設2個防變形胎具。
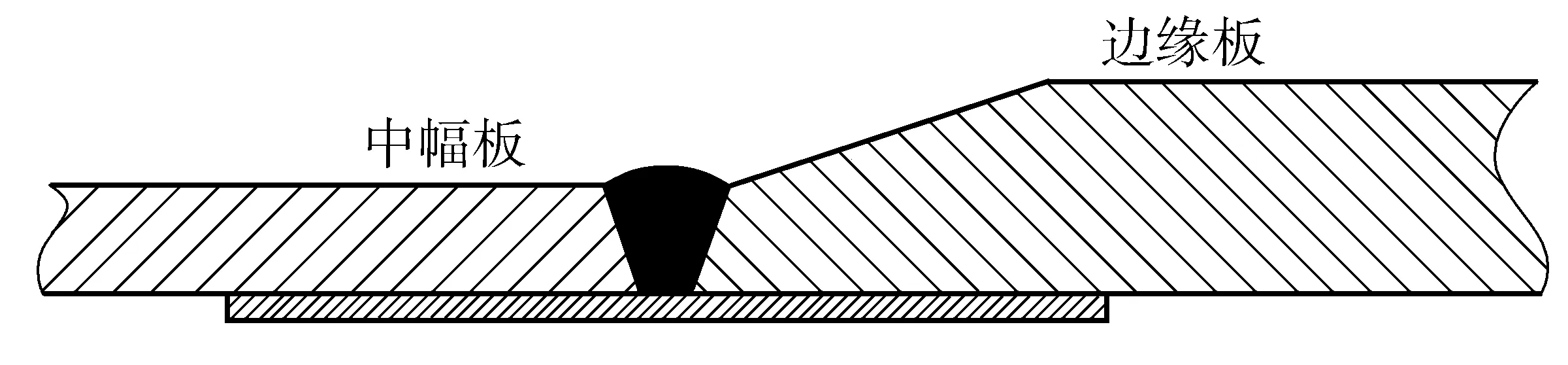
圖2 邊緣板與中幅板焊接示意
2 提高SAW生產率的技術應用
2.1 增加焊接線能量
在滿足焊接接頭力學性能要求的前提下,提高熔敷速率可以提高生產率。埋弧焊接中厚板結構時適當增加焊接線能量以提高熔敷速率,可采用多絲焊、粗焊絲、熱絲焊等。在焊接工藝評定時采用直徑4.8 mm焊絲,提高焊接生產率。
2.2 窄間隙焊接
為減少坡口斷面及熔敷金屬量進行窄間隙焊接。窄間隙焊接采用氣體保護焊打底、埋弧焊填充蓋面結合的工藝進行施焊。無論接頭厚度均采用對接形式,減少坡口間隙可數倍、數十倍地降低所需熔敷金屬量,從而大大提高生產率[3]。窄間隙焊接的關鍵是保證兩側熔透和電弧中心自動跟蹤處于坡口中心線上。為此結合現場情況,提高底板組對精度,合理減少罐底板組對間隙,在節約材料的同時減少焊接工作量,提高焊接生產率。
2.3 添加合金粉末
添加合金粉末的埋弧焊(Submerged Arc Welding with Alloyed Metal Powders,SAW-AMP)是一種既能提高熔敷速率,又能保持焊接接頭良好性能的高效焊接技術[4]。基本做法是在坡口中預先鋪放一層金屬粉末(或金屬細粒或切斷的短焊絲等),然后進行焊接。該合金粉末廣泛用于造船、壓力容器、重型機器、橋梁和海洋石油平臺等領域。添加合金粉末的埋弧焊技術采用大線能量,添加的合金粉末改善了焊縫組織,焊縫深寬比顯著提高,焊縫及HAZ組織晶粒也未粗化,焊接熔敷速率得到提高,且焊接接頭的力學性能滿足要求[5]。故焊接工藝評定時選用H08A/φ1.0 mm×1mm碎焊絲,大幅提高SAW焊接生產率。
3 結論
在儲罐全部焊接施工中,罐底板埋弧焊接是焊接工作量最大的部分之一,采用高效的SAW焊接技術是提高油罐底板焊接生產率的重要前提。10萬m3鋼質原油儲罐底板焊接通過增加焊接線能量、窄間隙焊接、添加合金粉末等措施,有效提高了SAW焊接生產率,效果良好,為10萬m3原油儲罐工程優質環保按期完工奠定了基礎。
[1]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2009:28.
[2]李桓,張寶紅.熱絲填充埋弧焊原理及應用[J].焊接學報,1998(1):25-28.
[3]張良成.窄間隙埋弧焊在特厚(415 mm)鍛件焊接中的應用[A].第五屆全國壓力容器學術會議論文集[C].安徽:2001.
[4]宋天革.埋弧焊焊劑熱物理性能的研究[J].焊接技術,2009,38(3):40-42.
[5]夏天東,李浩河.用添加合金粉末埋弧焊工藝焊接16MnR鋼[J].焊接,1998(10):9-15.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
