兆瓦級風力發電機轉子焊接工藝過程質量控制
2018-07-02 07:45:38莊明輝袁氏丹李慕勤
電焊機 2018年6期
馬 振 ,莊明輝 ,袁氏丹 ,連 軍 ,李慕勤
(1.佳木斯大學材料科學與工程學院,黑龍江佳木斯154007;2.佳木斯電機股份有限公司,黑龍江佳木斯154007)
0 前言
隨著風力發電行業的不斷發展和電機容量的增加,電機轉子的制造受到企業的高度重視,其焊接質量在一定程度上決定電機的運行壽命。
電機轉子一般為同種材料焊接結構,包括碳鋼、調質鋼等,但隨著風力發電的迅速發展,電機主軸所用鋼向著較高綜合機械性能發展。目前,電機轉子通常采用異種鋼材料焊接結構,而異種鋼焊接性差異較大,容易出現焊接缺陷等問題。郝相帥[1]采用鎢極氬弧焊焊接35CrMo與20鋼異種鋼管,焊接質量滿足設計要求。許留栓[2]等人在冷態下焊接電機轉子,選擇低氫堿性焊條、焊后緩冷等工藝措施成功防止了焊接冷裂紋的產生。李雪東[3]等人采用氣體保護焊,焊材ER55-G,預熱250℃、550℃×3 h焊后熱處理緩冷等工藝對25CrMo轉子軸和Q345D輻板進行可焊性試驗,結果表明焊接裂紋敏感性小。42CrMo轉子軸與Q235B輻板焊接結構是電機核心部件,42CrMo轉子軸焊接性差,焊接過程中出現軸和輻板變形、軸肩等處產生裂紋[4],以及同軸度超差等缺陷[5],造成早期斷裂失效,對焊接接頭質量提出更高的要求,必須采取相應的焊接工藝措施來保證焊接質量。
1 試驗材料和方法
1.1 軸材與輻板
風力發電機轉子為軸與輻板焊接結構。軸材為42CrMo,調質狀態,規格 φ480 mm×1 800 mm;輻板為 Q235,規格 1 000 mm×80 mm×40 mm,熱軋狀態。42CrMo鋼與Q235的化學成分如表1所示。
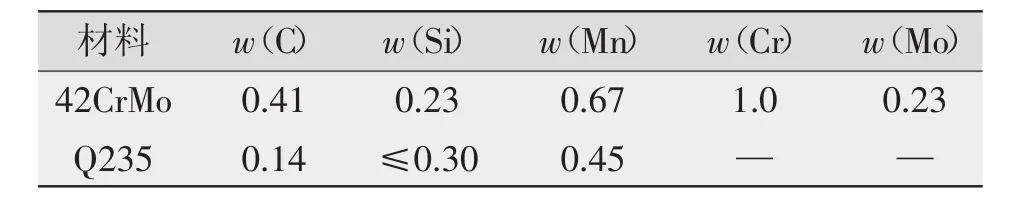
表1 合金元素質量分數%
1.2 電機轉子設計要求
大型風力發電機42CrMo轉子軸與Q235B輻板焊接結構使用環境復雜,受電磁場、離心力、自重及交變載荷等因素作用,需保證電機運行過程中焊接接頭的強韌性;同時,為了保持電機轉子同軸平衡轉動,要求輻板厚度方向的中心線通過電機轉子軸心線,且在電機轉子軸外圓均分。
1.3 焊接性分析
Q235B的碳當量為0.32,焊接性良好,淬硬傾向較小;42CrMo的碳當量為0.91,焊接性較差,淬硬傾向和冷裂敏感性都很大,極易產生冷裂紋,焊前需預熱。42CrMo為中碳調質鋼,冷裂紋通常在焊后冷卻過程中Ms點附近或更低溫度區間逐漸產生,42CrMo馬氏體轉變溫度較高,焊后難以產生自回火效應;42CrMo焊接近縫區的溫度較高,快速冷卻時粗大奧氏體易轉變為粗大馬氏體,沖擊韌性降低,產生微裂紋,降低電機軸的抗疲勞能力,破壞電機軸的低應力。為保證焊接質量,必須采用合理的預熱溫度和工藝措施。
2 軸與輻板結構及工裝夾具設計
2.1 坡口及焊接順序設計
電機轉子軸材料為42CrMo鋼,直徑480mm,輻板材料為Q235鋼,厚度40 mm。電機轉子焊接坡口開在輻板Q235,V型45°坡口,雙面焊,鈍邊2mm,根部間隙2 mm,電機轉子軸與輻板焊接接頭為K型角焊縫,焊角高度22 mm,坡口結構尺寸如圖1所示。
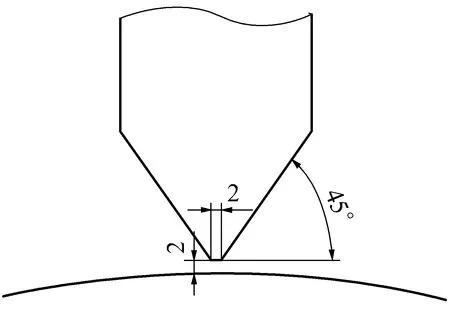
圖1 電機轉子軸和輻板坡口尺寸
為控制電機42CrMo轉子軸與Q235B輻板的焊接質量及變形量,采取對稱焊接。焊根處正面打底焊時焊接兩道,清根后背面焊接兩道,然后交替對稱焊接,最后形成具有最小外部缺口效應的凹形角焊縫,焊接順序如圖2所示。
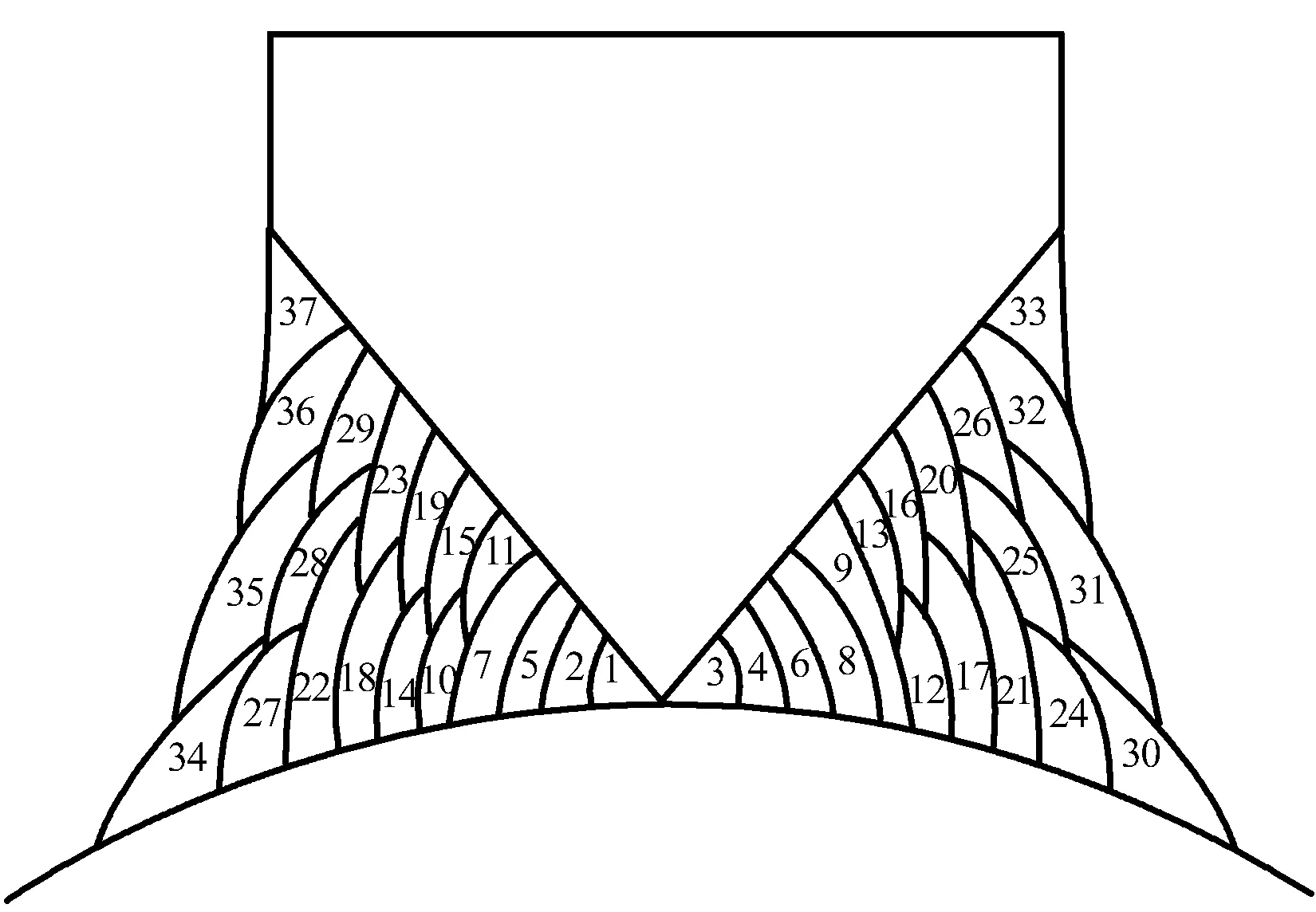
圖2 焊接層間順序
2.2 工裝夾具設計
電機42CrMo轉子軸與Q235B輻板的焊接性差異較大,結構拘束較大,易發生焊接變形。為保證軸與輻板的裝焊要求,設計了如圖3所示的卡盤工裝2件,裝配于輻板端部固定軸與輻板焊接結構,保證焊接過程中裝配位置。軸與輻板焊縫較長,設計如圖4所示的支撐板4件,均勻分布在待焊兩輻板間以控制焊接過程中輻板的變形。
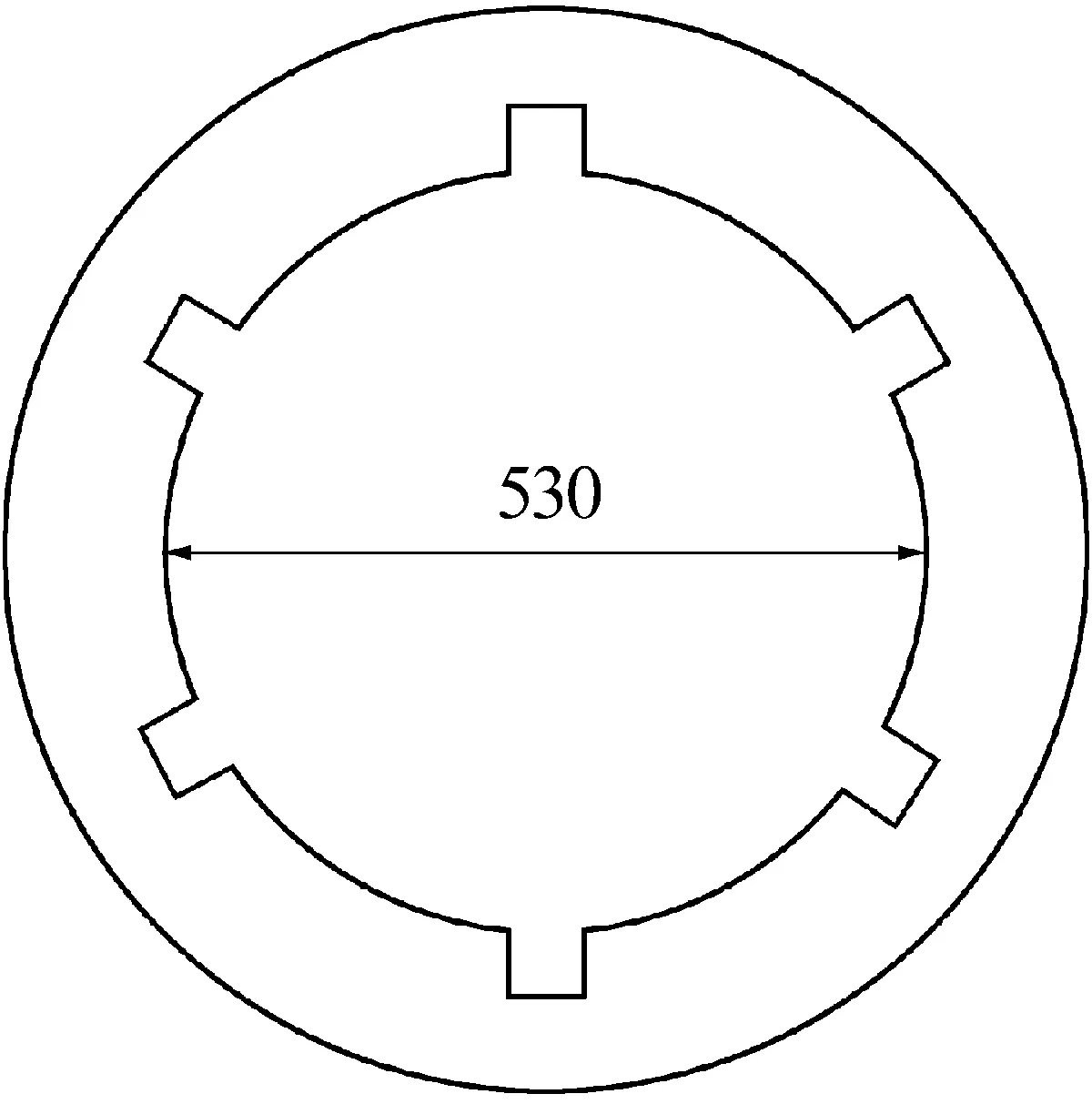
圖3 固定夾盤
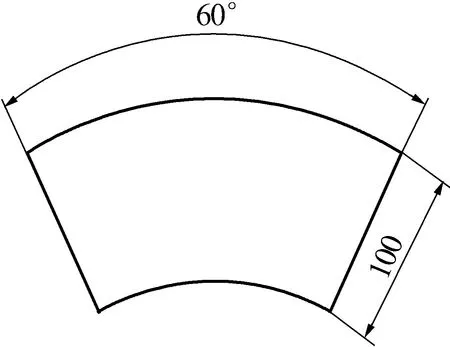
圖4 支撐板
3 電機轉子焊接工藝
3.1 焊接材料的選用
42CrMo與Q235化學成分、組織結構、應力狀態和物理性能等方面都極其復雜,與同種材料焊接相比,焊接問題和難度大得多。由焊接性分析可知,Q235焊接性較好,42CrMo焊接性較差,淬硬傾向較大,焊接材料的選用優先考慮42CrMo鋼的焊接技術要求,焊材選擇時應滿足抗裂性。打底焊選用低氫韌性直徑1.2mm的ER55-G焊接材料,鑒于焊接成本的考慮,填充及蓋面選用直徑1.2 mm的ER50-6焊絲,其化學成分和力學性能如表2所示。
3.2 焊接方法
結合企業實際生產條件,42CrMo轉子軸與Q235B輻板的焊接采用氣體保護焊,保護氣氛為φ(Ar)80%+φ(CO2)20%。采用ER55-G 打底,鑒于生產成本,填充及蓋面采用ER50-6焊絲,電源極性為直流反接。
3.3 焊接工藝參數
電機42CrMo轉子軸與Q235輻板焊接時預熱溫度250℃,層間溫度250~350℃,焊后立即進行350℃×2 h消氫處理,加速焊縫氫的擴散析出,消除應力,提高焊縫強韌性,減少冷裂傾向。其他焊接工藝參數如表3所示。

表2 焊接材料熔敷金屬的化學成分及力學性能
表3 焊接工藝參數

圖5 卡盤夾具裝配
4 電機轉子現場焊接與質量控制
4.1 電機轉子焊接
(1)焊前準備。依據圖紙進行下料,下料后清除表面油跡、銹斑等污物;坡口無油、銹,內外兩側打磨呈現金屬光澤,確保零件尺寸及無缺陷。
(2)將電機42CrMo轉子軸置于焊接工作臺,依據圖紙正確的位置,在直徑480 mm的42CrMo軸外圓劃出6個Q235輻板的裝配線。
(3)將6個輻板與42CrMo軸點固裝配,焊接間隙2mm。定位焊采用焊絲ER55-G,焊縫長度40mm,間距300 mm,將2件卡盤夾具裝配到點固后的電機轉子兩端,距輻板端部50 mm,如圖5所示。
(4)試件整體預熱至400℃,保溫2 h后出爐,迅速安置到焊接指定場地,并用氧乙炔火焰加熱電機轉子待焊位置,防止溫度低于預熱溫度。
(5)將4塊支撐板均勻布置于待焊輻板間,依據表3所示焊接工藝參數進行打底和填充焊,采用分段倒退、由中間向兩邊施焊,分段長度500 mm。2名焊工同時對稱焊接,焊接電流、焊接速度和焊接層數保持一致,水平焊接操作工位。
打底焊焊縫厚度不小于3 mm,打底焊完成后用碳弧氣刨清根,機械打磨焊縫,清理焊縫表面滲碳,露出金屬光澤。然后進行滲透(PT)檢測有無裂紋或氣孔等缺陷,確定打底焊無焊接缺陷后才能進行填充焊;若打底焊后焊件溫度低于預熱溫度,需重新預熱,達到預熱溫度方可焊接。
填充焊焊縫厚度為3~5 mm,每道焊縫焊完后,仔細清理熔渣、飛濺;焊接過程中監控層間溫度,層間溫度250~350℃;填充焊厚度達20 mm后,將焊接結構件送入燃氣爐加熱250~350℃,保溫1 h隨爐冷卻,進行超聲波檢測,滿足設計要求后再按上述工藝進行其余層填充焊。
(6)每道焊縫焊后采用紅外測溫儀跟蹤層間溫度,層間溫度控制在250~350℃。
(7)焊后立即進行去應力退火,550℃保溫2h,緩冷至室溫,進行超聲波檢驗。
(8)若探傷發現焊接缺陷,詳細標記缺陷位置、深度、長度,由專業氣刨工清理干凈缺陷,再次預熱至250℃焊接;缺陷修復允許1次,同一部位修復超過1次應經項目負責人研究同意后方可進行;修補后按原焊縫的質量要求對焊縫修補處及其附近進行100%焊接檢驗。
4.2 焊接檢驗
電機42CrMo轉子軸與Q235輻板焊接結構打底焊完成后,碳弧氣刨背面清根,采用滲透探傷檢測打底焊質量,判斷焊根處是否出現未焊透、未熔合等焊接缺陷,滲透檢測結果如圖6所示;電機轉子軸和輻板焊接完成后,采用外觀檢驗、磁粉探傷、4 MHz超聲波頻對焊件進行檢驗,均達到企業技術指標。
圖6 滲透檢測
4.3 電機轉子焊接質量控制
4.3.1 焊前質量控制
(1)斜Y型坡口焊接裂紋試驗。
根據電機轉子軸與輻板實際焊接結構,經焊接性分析和直接類試驗,共計焊接6組斜Y型坡口試樣,試驗結果如表4所示。
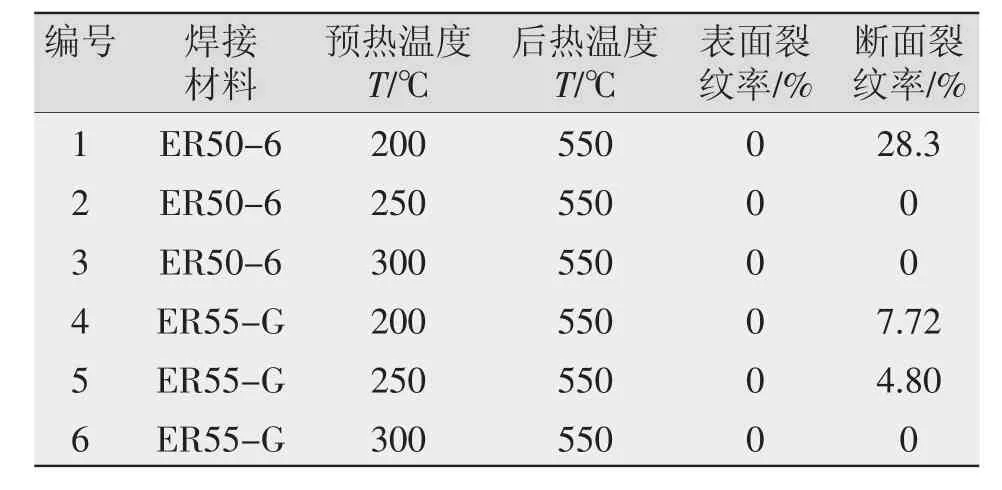
表4 斜Y型坡口焊接裂紋試驗結果
(2)焊接工藝評定。
電機轉子為復雜動載焊接結構,考慮實際焊接形式、生產效率和經濟性,共焊接制作3組42CrMo轉子軸與Q235輻板焊接工藝評定,全部按照企業設計要求進行相關的超聲波檢測和焊接接頭力學性能試驗,試驗結果如表5所示。
由表5可以看出,焊接熱輸入由27 kJ/cm增加到36 kJ/cm時焊接工藝評定不滿足設計要求。為了驗證第1組焊接工藝能準確反映出實際生產中可能出現的問題,進行第3組模擬軸與輻板T型接頭的焊接工藝評定,其結果滿足設計要求。
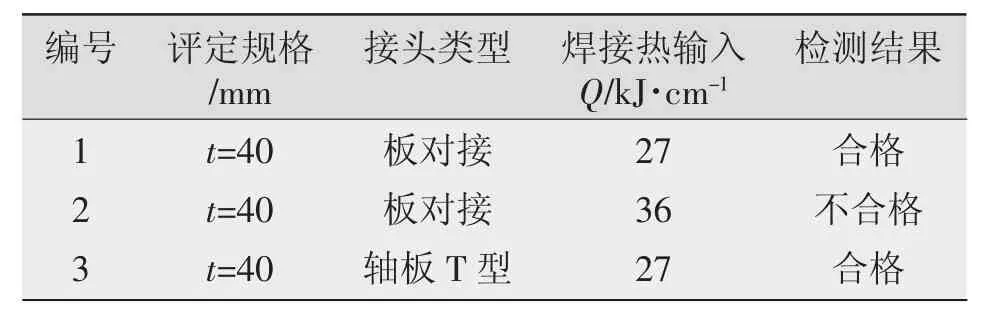
表5 焊接工藝評定
(3)焊工資質。
大型風力發電機轉子焊接操作工人應按照電機企業相關焊工操作要求進行崗前培訓,考核合格頒發焊工資格證書,企業現場焊接生產實際產品時達到見證件焊接。
4.3.2 焊接質量控制
編制詳盡的焊接工藝規程,裝配定位后電機軸和輻板焊接結構按照焊接工藝規程測量核對輻板分布、坡口間隙、同軸度及平行度等,與工程圖紙一致。焊前清理干凈,定位焊不能有焊接缺陷,嚴禁在非焊接部位的母材上引弧,收弧和引弧處一定填滿弧坑。全程監控6塊輻板焊接工藝生產過程,以控制軸材軟化和焊接變形。若預熱溫度、層間溫度等工藝達不到工藝要求,要求焊工停止焊接。同時,焊接前向焊接操作者進行技術交底,講解技術要點和技術要求。
5 結論
(1)對于42CrMo轉子軸和Q235B輻板異種鋼焊接,選擇低氫堿性焊絲ER55-G打底、ER50-6填充蓋面、預熱、焊后去應力退火等工藝措施以防止冷裂紋及控制焊接質量。
(2)采用上述焊接工藝措施焊接電機轉子,達到企業電機設計要求,控制焊接變形,保證焊接質量,為后續焊接制造奠定基礎。
(3)目前該產品已服役,根據對電機轉子焊接產品的質量跟蹤,焊接工藝達到設計要求。
[1]郝相帥.20鋼管與35CrMo鋼管接頭的焊接工藝[J].焊接技術,2015(7):88-90.
[2]許留栓,蔣同武,韓青松.異質鋼電機轉子軸的冷態焊接[J].機械工人,2000(6):25-26.
[3]李雪東,連軍,馬振,等.25CrMo與Q345D焊接裂紋敏感性研究[J].焊接,2012(8):34-37.
[4]馬振,莊明輝,牟立婷,等.42CrMo鋼與Q235鋼焊接冷裂敏感性研究[J].焊接技術,2017,46(7):16-18.
[5]張慶鋒,李生智.大型電動機35CrMoA輻板軸焊接工藝[J].金屬加工,2009(2):32-33.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
