基于機床與測頭的大型曲面輪廓檢測研究
2018-05-17 01:30:49田海林陳翔鵬方輝丁毅唐筱嵐
機械 2018年4期
田海林,陳翔鵬,方輝*,丁毅,唐筱嵐
?
基于機床與測頭的大型曲面輪廓檢測研究
田海林1,陳翔鵬2,方輝1*,丁毅2,唐筱嵐2
(1. 四川大學 制造科學與工程學院,四川 成都 610000;2. 航空工業成飛民用飛機有限責任公司,四川 成都 610091)
大型曲面外形由于其尺寸較大,開發專用檢測儀器設備成本太高,如何高效率低成本地進行大型曲面輪廓精度檢測仍是一個亟待解決的難題。根據已有的接觸式測量技術,結合飛機大型結構件外形輪廓精度檢測的實際需求,探討利用數控機床和工件測頭等加工、檢測設備,進行大型曲面外形輪廓精度測量,提出了一種測量方法,并進行了相關仿真和試驗研究,驗證了該方案的可行性。
大型曲面;接觸式測量;飛機大型結構件
飛機蒙皮、下垂板、擾流板等曲面零件是構成飛機氣動外形的重要零件,由于其曲面外形在飛行過程中直接與氣流接觸,直接參與受力和傳力。因此在設計制造過程中,對其曲面外形輪廓和表面質量有極為嚴格精度要求。在實際生產過程中,由于其尺寸較大,加工過程中曲面的輪廓精度很不穩定,因此其外形輪廓的精度檢測對產品質量控制中尤為重要[1-6]。
由于該類零件曲面外形輪廓尺寸較大,因此難以采用三坐標測量等主流輪廓檢測方式進行檢測,目前通常采用激光跟蹤儀進行檢測,激光跟蹤儀價格昂貴,同時需要對測量點進行標定然后逐點進行檢測,雖然能夠保證較高的測量精度,但是檢測過程較為復雜費時,檢測效率較低,人工成本較高。為了解決上述問題,根據某飛機公司相關技術需求和現有設備狀況,擬將公司已有的大型龍門數控銑床與接觸式測量觸頭結合起來,利用龍門數控銑床的行程優勢和接觸式測量的高精度優勢,開發出一種大型曲面外形輪廓自動檢測技術,為大型曲面零件外形輪廓尺寸精度的檢測提供一種可行的技術方案。
1 總體思路
結合飛機大型結構件外形輪廓精度檢測的實際需求,本文將測量方案分為三個主要模塊。Mastercam軟件模塊,負責編寫機床運動軌跡和動態模擬;數控機床,作為整個平臺的主體,負責工件定位、測頭安裝、數據接收和完成軌跡移動;測頭,進行誤差測量和數據反饋。圖1為主要模塊及功能框圖。
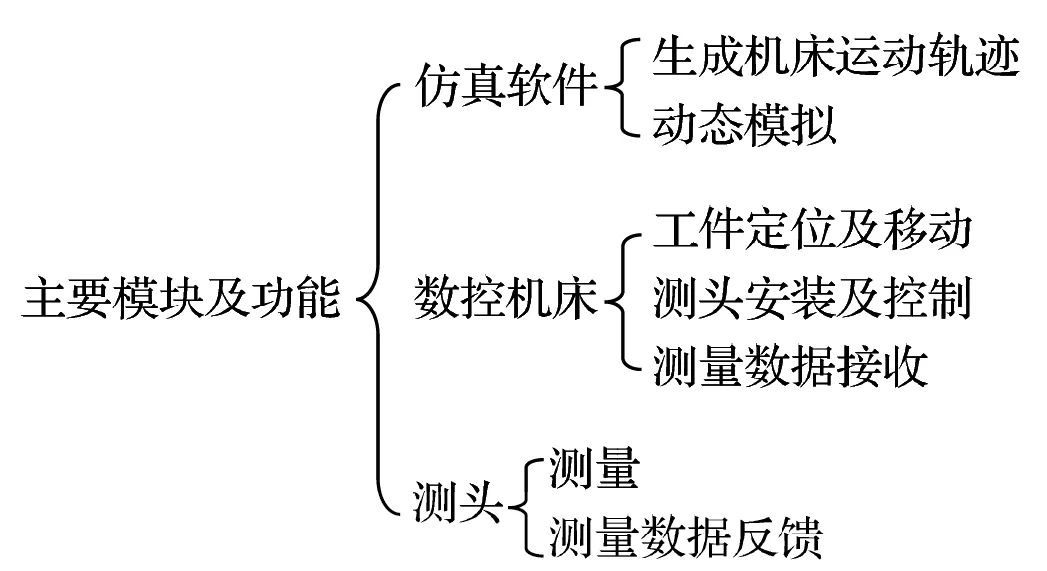
圖1 主要模塊及功能框圖
2 基于數控機床的接觸式測量方法分析
2.1 數控機床數控系統的測量宏程序移植
本文試驗過程中使用的接觸式測頭為雷尼紹OMP60光學機床測頭,因為測量程序在測量過程中被大量重復使用,所以其配套有與之對應的測量宏程序。在實際使用中將需要測量的尺寸大小、工藝參數等信息通過變量表示出來,在CNC執行時,通過賦值的形式將變量表達出來[7-8]。試驗配套機床配置的是FANUC數控系統,其包含CUSTOM MACRO A和CUSTOM MACRO B兩個用戶宏程序模塊,在測頭安裝調試之前,須將測頭對應的測量宏程序導入其中一個宏程序模塊中,在編程過程中通過G65調用對應的宏程序即可,其一般格式為:G65 P(程序號)L(重復次數)<宏變量傳遞值>。
圖2為測量宏程序的流程圖。
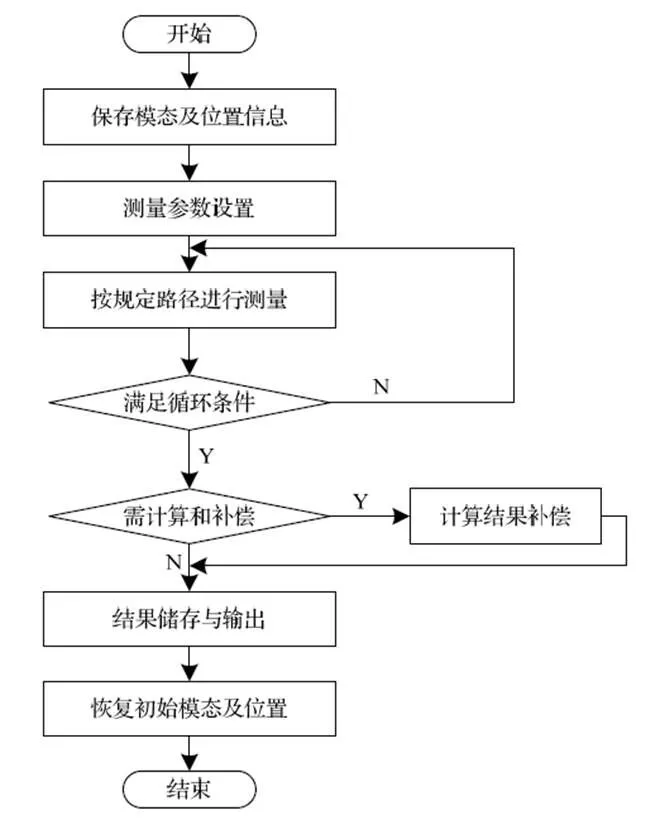
圖2 測量宏程序流程圖
2.2 基于Mastercam的運動軌跡生成
對于大尺寸曲面而言,由于其曲面的輪廓較為復雜,同時輪廓測量需要測量大量的點,可以采用Mastercam導入待檢零件的設計模型,利用軟件設計模型編程生成測量路徑,降低程序編寫復雜程度,提高編程效率。圖3為導入的零件模型圖和選取的待測點,圖4為生成的測量軌跡。
基于Mastercam生成的測量路徑,可以利用Mastercam進行動態模擬分析,在模擬過程中,可以選取與試驗過程中使用的測頭參數相同的模擬測頭,模擬過程如圖5所示。對于一些比較復雜的零件,通過Mastercam的刀路模擬分析,可以選擇不同的測量路徑,同時可以避免在實際測量過程中的已知的碰撞,合理的選擇測量點。
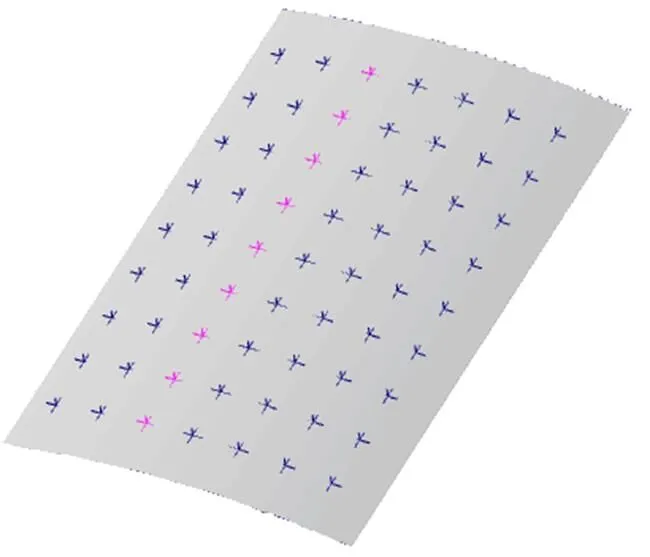
圖3 零件模型圖和選取的待測點
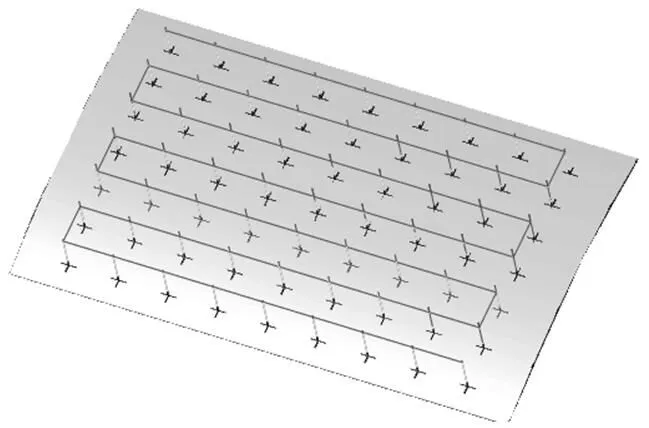
圖4 Mastercam生成的測量軌跡
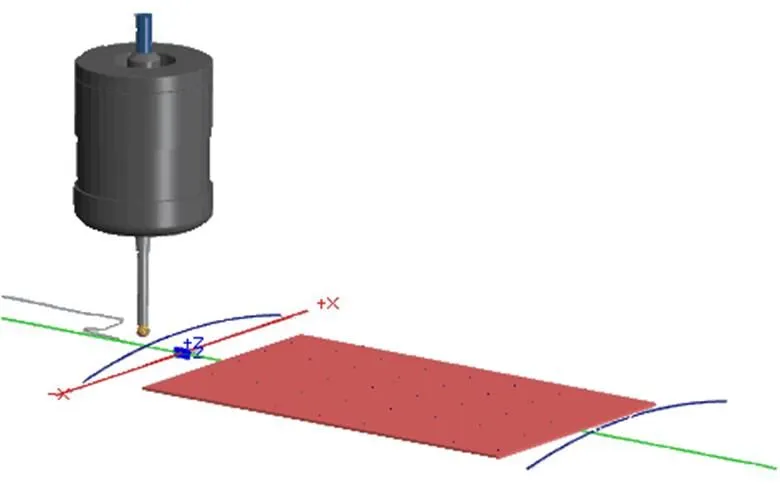
圖5 基于Mastercam的測量動態模擬
2.3接觸式測量的曲面測量分析
由接觸式測量的原理可知,在測量過程中要想求出探針與曲面的實際接觸點是極其復雜的,但從曲面來求探針測頭的中心位置相對簡單。根據自由曲面方程及探針測頭的半徑,可以求出理想狀態下測頭中心位置對應的曲面,然后以此曲面來代替原始的自由曲面。理論上該曲面為測頭在測量工件過程中探針中心的運動軌跡所對應的曲面[9-10]。設所測量的自由曲面方程為:
=(,)
設點(0,0,(0,0) ) 為曲線上的點,探針為半徑的理想曲面。當探針與曲面接觸時,對應的球心位置(,,) 可表示為:
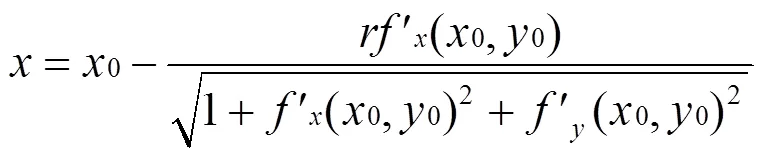
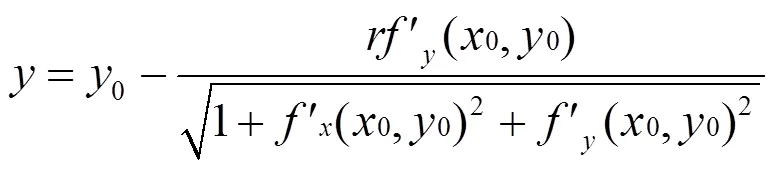

式中:
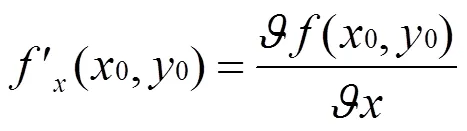
由式(1)~式(3)確定的(,,) 為理想狀態下通過測頭測得的結果。在實際測量過程中,將測頭測得的值與理想狀態下(,,)進行比較,就能得到該點的誤差。
3 編程與試驗測量
基于以上分析,結合現有的試驗環境,選取了一臺具有FANUC數控系統的3軸數控系統進行了小尺寸的曲面輪廓精度檢測。試驗中使用的機床為德馬VL1060A三軸數控銑床,雷尼紹OMP60光學機床測頭及Mastercam編程軟件,其部分測量程序代碼如下:
O1101
G01G90G58G40G80F2000X-175.Y-150.
G43Z100.H01
M19
M31
G04X1.
POPEN
G65P9810Z20.F2000
M98P1100
N160G01X-150.
G65P9810Z20.F2000G65P9810Z20.F2000
M98P1100
N170G01X-125.
G65P9810Z20.F2000
M98P1100
N180G01X-100.
G65P9810Z20.F2000
M98P1100
N190G01X-75.
G65P9810Z20.F2000
M98P1100
N200G01X-50.
G65P9810Z20.F2000
M98P1100
N210G01X-25.
G65P9810Z20.F2000
M98P1100
N220G01X0.
N300G01X-175.Y-100.
······
G65P9810Z20.F2000
M98P1100
M32
PCLOS
G0Z150.0
M30

圖6 測試試驗現場圖片
4 試驗數據及其分析
經過多次測量試驗,整理得到了多組試驗數據,部分試驗數據如表1。
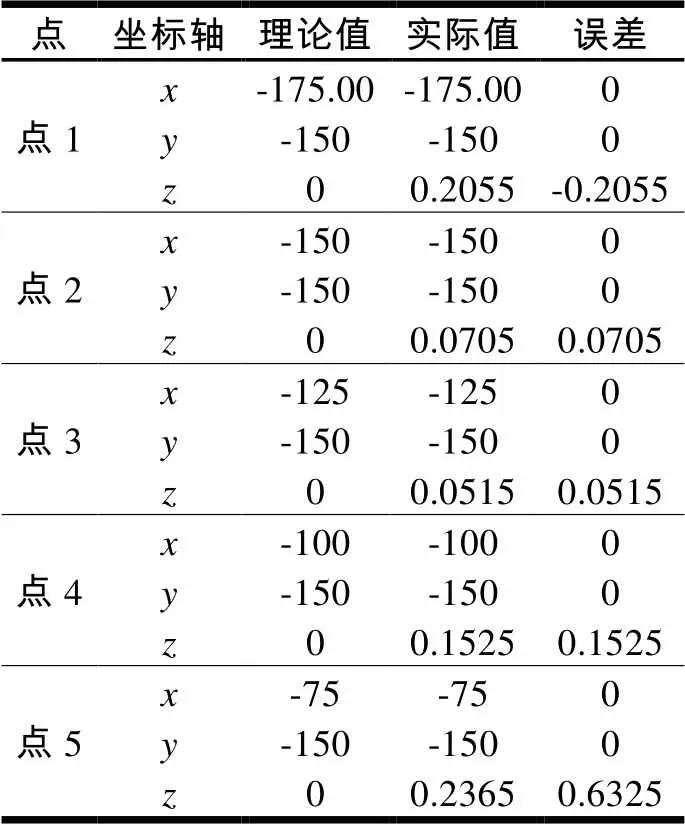
表1 部分點試驗數據整理
在測量過程中,根據給定的軸與軸理論坐標值移動數控機床至理論坐標值點,其精度由數控機床的位置精度保證。目前經濟型數控機床的位置精度一般低于0.004 mm,遠低于輪廓精度要求,故文中忽略機床的位置精度認為軸與軸的實際坐標值等于理論坐標值,通過該試驗測量方法輪廓精度誤差為累積在軸上的誤差。
根據表1可知,通過試驗測到的軸精度誤差精確到微米。在具體測量過程中,可根據曲面輪廓精度要求對原始數據進行數據處理,得到具體的誤差數據。
5 結論
經過多次試驗及數據分析,接觸式測量的測量方式和測量精度完全符合下垂板輪廓精度測量精度的要求。通過運用本文測量方式,可以對待測工件尺寸小于機床行程的輪廓精度進行測量,其測量過程與目前的激光跟蹤儀檢測相比提高了單件待測工件檢測時間。在試驗過程中,平均完成一個目標點的檢測耗時4 s,而利用激光跟蹤儀晚上同樣點位的人工測量,耗時約20 min。其自動化測量方式減少了人工成本,同時也降低了人為測量過程中的隨機誤差。綜上所述,利用上述的接觸式測量能提高檢測效率,降低檢測成本。
[1]陶梅貞. 現代飛機結構綜合設計[M]. 西安:西北工業大學出版社,2001.
[2]牛春勻. 實用飛機結構應力分析及尺寸設計[M]. 北京:航空工業出版社,2009.
[3]史恩秀,郭俊杰. 大型薄板曲面件在即測量技術的研究[J]. 儀器儀表學報,2009(30):1795-1800.
[4]藺小軍,單晨偉. 航空發動頂級葉片型面三坐標測量機測量技術[J]. 計算機集成制造系統,2012(1):2281-2285.
[5]譚駿,劉向龍,丁峰,等. 某型水陸兩棲飛機機頭V形船體倒懸裝配方案設計[J]. 機械,2017,44(6):16-20.
[6]施印寬,方輝,張勇,等. 登機門裝配狀態穩定性控制技術研究[J]. 機械,2017,44(11):10-14.
[7]張志飛. 數控機床在機測量軟件包的開發[D]. 天津:天津大學,1998.
[8]宋廣怡. 加工中心在線檢測技術的研究[D]. 天津:河北工業大學,1999.
[9]仇谷烽,余景池,黃啟泰,等. 接觸式三坐標測量自由曲面輪廓的數據處理模型[J]. 光學精密工程,2013,21(11):2813-2820.
[10]王東霞,溫秀蘭,趙藝兵,等. 基于CAD模型引導測量的自由曲面定位及輪廓度誤差評定[J]. 光學精密工程,2014,20(12):2720-2727.
Large-scale Curved Surface Shape Detection Based on Machine Tool and Measurement Technology
TIAN Hailin1,CHEN Xiangpeng2,FANG Hui1,Ding Yi2,TANG Xiaolan2
(1.College of Manufacturing Science and Engineering, Sichuan University, Chengdu 610000,China;2.AVIC Chengdu Aircraft Industrial(Group)Co., Ltd.,Chengdu 610091,China)
Because of its large size, the cost of the development of special equipment for testing large-scale curved surface shape is high. How to lower the cost and to increase the accuracy of detection is still a problem Based on the existing contact measurement technology, and combined with the actual needs of the outline accuracy of the large-scale structural parts of the aircraft, this paper uses the existing processing equipment to conduct accurate measurement of the large-scale curved surface profile. The paper puts forward a measurement method and carries out related simulation and experimental research, which verifies the feasibility of the solution.
large surface;contact measurement technology;structural parts of aircraft
TH124
A
1006-0316 (2018) 04-0038-05
10.3969/j.issn.1006-0316.2018.04.009
2017-12-01
四川省科技支撐計劃項目(2016GZ0013、2014GZ0122)
田海林(1994-),男,重慶人,碩士研究生,主要研究方向為數控機床結構設計。
方輝(1973-),男,湖南岳陽人,博士,副教授,主要研究方向為數控裝備熱誤差分析與補償、精密加工技術及裝備。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
