基于飛機設(shè)計的復(fù)合材料結(jié)構(gòu)孔隙研究
2018-05-14 14:49:48羅鵬殷躍洪馮萬喜肖軍
工業(yè)設(shè)計 2018年7期
羅鵬 殷躍洪 馮萬喜 肖軍

摘要:本文概述了復(fù)合材料結(jié)構(gòu)孔隙率的形成機理,探討了孔隙率與復(fù)合材料力學(xué)特性的內(nèi)在規(guī)律,闡述了孔隙率的檢測方法并提出了孔隙率的控制措施以及未來的研究方向。
關(guān)鍵詞:孔隙率;形成機理;力學(xué)特性;檢測方法
中國分類號:TB472 文獻標識碼:A
文章編碼:1672-7053(2018}07-0155-02
先進復(fù)合材料因具有輕質(zhì)高強的特性使其在飛機結(jié)構(gòu)上被廣泛應(yīng)用,其占飛機機體結(jié)構(gòu)重量的比重不斷提高,從AirbusA380的22%到Boeing787的50%,再到A350的52%。但復(fù)合材料領(lǐng)域仍存在諸多問題有待研究和解決,比如孔隙率。
不同標準對孔隙有著不同的定義,但本質(zhì)含義基本一致,即復(fù)合材料中內(nèi)部尺寸較小的孔洞(可能是空氣、揮發(fā)物或空穴),通常用單位體積所合孔隙的百分比來表示,也稱為孔隙率。孔隙的線性尺寸可能從幾微米到幾百微米不等,其跨度很大。在Boeing的規(guī)范中,一簇密集孔穴缺陷中只要最大的直徑小于6.35mm,該簇孔即被視為孔隙。
孔隙是復(fù)合材料構(gòu)件內(nèi)部最常見且無法避免的缺陷。即使較小的孔隙也會對材料的性能產(chǎn)生不利影響,零件結(jié)構(gòu)強度降低,最終危害飛行安全。為此對復(fù)合材料構(gòu)件生產(chǎn)中孔隙的形成機理及與復(fù)合材料力學(xué)性能的內(nèi)在關(guān)系進行研究,進而提出有效的孔隙率控制措施,這將具有重要的指導(dǎo)意義。
1 孔隙的形成機理
目前在航空制造領(lǐng)域內(nèi),復(fù)合材料構(gòu)件的生產(chǎn)工藝主要是采用預(yù)浸料鋪貼后熱壓罐或固化爐成型及液體成型,但無論何種方式,固化過程中的孔隙均是無法避免的,通常存在層間界面處或纖維束之間。產(chǎn)生這一原因主要有以下幾點:
1)固化過程中樹脂與纖維浸潤性較差,纖維不能完全被浸潤,空氣難以擠壓排出,從而產(chǎn)生孔隙,這對于樹脂流動性差或纖維密集的預(yù)浸料易于產(chǎn)生孔隙。該孔隙一般平行于纖維軸向,形狀為柱形,并且孔隙率較大。
2)在固化過程中復(fù)合材料產(chǎn)生的揮發(fā)性組份主要來源包括樹脂中或浸漬纖維用的有機溶劑;儲存和運輸過程中吸收的水份;樹脂在成型過程中釋放的揮發(fā)物以及預(yù)浸料在鋪貼過程中裹入的氣泡。如果未采取適當(dāng)措施將揮發(fā)物或氣體排出,孔隙則會在層間聚集。該類孔隙通常尺寸較小,形狀接近于圓形。
在玻璃纖維、環(huán)氧樹脂層壓板的固化過程中通過搭橋轉(zhuǎn)流引入空氣,隨空氣含量增多,孔隙率從0%增至8.8%,并發(fā)現(xiàn)在富脂區(qū)產(chǎn)生的孔隙最大。
3)成型工藝不合理,如固化壓力、固化溫度、鋪層厚度等因素均會不同程度的影響孔隙率的產(chǎn)生。
溫度對孔隙也有影響。當(dāng)溫度升高時,揮發(fā)組份的飽和蒸氣壓增大,揮發(fā)組份易于從樹脂中析出,使固化層板的孔隙率顯著增加。
鋪層厚度較小或較大時孔隙率均會增加,并且厚度大的試樣形成的孔隙缺陷比厚度小的試樣更為顯著。這主要是由于鋪層厚度小時,樹脂流速較快,纖維在短時間內(nèi)快速被壓實,導(dǎo)致樹脂間的壓力快速降低,壓力的壓潰作用受到抑制;當(dāng)鋪層厚度較大時,樹脂流速緩慢,樹脂流動帶出氣泡的作用受到了抑制,從而使孔隙快速產(chǎn)生。
4)復(fù)合材料在固化過程中會產(chǎn)生內(nèi)應(yīng)力,會引起微裂紋的擴展,空氣進入其中間接引發(fā)孔隙的產(chǎn)生;另外在鋪貼過程中任何來自外界的污染如空氣中的灰塵、皮膚油脂等均會對材料產(chǎn)生污染,這也是復(fù)合材料孔隙產(chǎn)生的重要原因之一。
2 孔隙率對復(fù)合材料材性能的影響
孔隙率的存在,通常會制約復(fù)材制件的內(nèi)部質(zhì)量。為了保證制件極限承載能力,結(jié)合強度、耐久性、制造成本及生產(chǎn)效率,制定了復(fù)合材料孔隙率允用值,見表1。孔隙率所占百分比是衡量制件產(chǎn)品性能的定量指標,為此孔隙率需在允用范圍值之內(nèi),其復(fù)材構(gòu)件方可滿足結(jié)構(gòu)設(shè)計和強度的要求。獻報導(dǎo)隨著孔隙率的增加,彎曲強度逐漸下降。當(dāng)孔隙率小于1%時,彎曲強度的保持率為90%左右,彎曲性能變化不大;當(dāng)孔隙率大于3%時,彎曲強度保持率大約只有75%,其下降趨于平緩。當(dāng)孔隙率超過一定的數(shù)值時,復(fù)合材料會因強度的急劇下降而失效。
研究發(fā)現(xiàn)隨孔隙率含量的增加,復(fù)合材料的剪切強度、彎曲強度、壓縮強度和拉伸強度均降低,其中當(dāng)孔隙率升高至層間4%時,層間剪切強度降低了7%。隨孔隙率從1.6%到3.1%不斷增大,分層寬度變大,彎曲強度逐漸下降,并最終失效。其中失效點是在孔隙率最大的位置而非平均孔隙率含量最大點。
濕熱環(huán)境下孔隙對復(fù)合材料性能的影響,隨孔隙率增加,拉伸強度下降了6.5%、2.5%和1.2%,吸濕飽和后拉伸模量基本上無變化;吸濕飽和后壓縮強度下降了14.6%和20.5%;彎曲強度下降了13.3%和18.7%;層間剪切強度下降了19.7%、27.4%和35.2%。濕熱環(huán)境和孔隙率對碳纖維/環(huán)氧層壓板層間剪切強度影響最為嚴重,其次是壓縮強度和彎曲強度,對拉伸性能影響較小。
3 孔隙率的檢測方法
孔隙是評價復(fù)合材料的重要指標,因此國內(nèi)外對孔隙率的檢測方法研究較多,主要為破壞性檢測方法和無損檢測方法。具體分為五類。
3.1 密度測量法
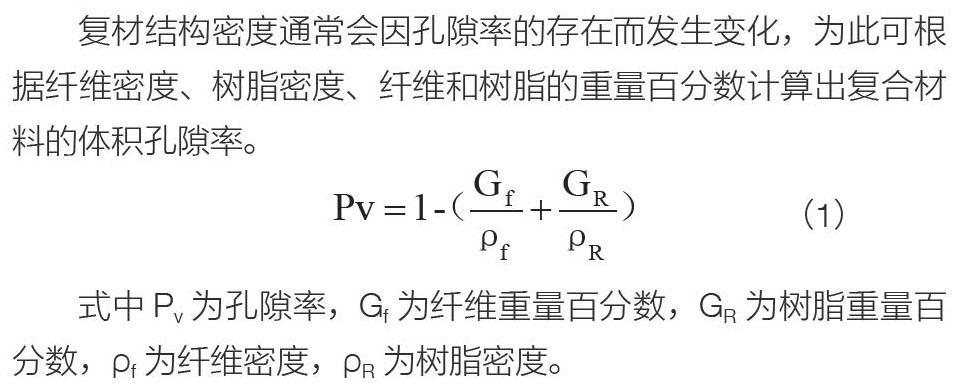
復(fù)材結(jié)構(gòu)密度通常會因孔隙率的存在而發(fā)生變化,為此可根據(jù)纖維密度、樹脂密度、纖維和樹脂的重量百分數(shù)計算出復(fù)合材料的體積孔隙率。
式中Pv為孔隙率,Gf為纖維重量百分數(shù),GR為樹脂重量百分數(shù),ρv為纖維密度,ρR為樹脂密度。
該方法雖然操作簡便,但由于對纖維密度、樹脂密度以及質(zhì)量分數(shù)等參數(shù)較為敏感,導(dǎo)致孔隙率測量誤差較大,精度較低,通常作為輔助測量方法。
3.2 超聲波檢測法
超聲波檢測是目前復(fù)合材料結(jié)構(gòu)中最常用的檢測方法,對于分層、脫膠、孔隙及孔洞等缺陷均可檢測。其原理是當(dāng)超聲波信號在檢測不同種類的缺陷時,超聲波衰減程度不一。孔隙率對超聲波的影響因素主要有聲速衰減、底波衰減、非線性參數(shù)的影響,其主要研究以底波衰減法為主。通常為建立孔隙率與超聲檢測信號衰減率(值)的對應(yīng)關(guān)系,采用系列性標準塊作為最終檢驗的設(shè)備進行標定,從而確定孔隙率的判定準則。
中國商飛的C919為獲得復(fù)合材料孔隙率定量檢測標準,采用碳纖維復(fù)合材料制造不同厚度、不同孔隙率階梯的標準試塊,通過采集超聲底波衰減信號,建立了評估曲線。該方法目前也用于中航通飛的AG300飛機關(guān)重件孔隙率的檢測,并獲得了適航當(dāng)局的認可。
3.3 顯微照相法
顯微照相法是孔隙率測定的最直觀方法,該方法為破壞性試驗,需對缺陷位置進行切割并對斷口處進行拋光,再置于光學(xué)顯微下即可清晰觀察孔隙的形狀及尺寸。通常結(jié)合顯微標尺測定、放大方格計數(shù)和圖像分析等方法來測定孔隙面積。但試驗證實除了放大倍數(shù)提高更小的孔隙會被觀測到以外,某些基體變體,如韌化粒子可能會與孔隙混淆,在采用100~400倍放大倍數(shù)進行觀測計算時,檢測得到孔隙率可能相差10倍以上,因此推薦采用的數(shù)值不要太大(如100倍)且能良好地包絡(luò)被觀測厚度的放大倍數(shù)。
該方法通常需要先利用超聲衰減系數(shù)檢測孔隙率的位置及分布,進而對缺陷位置進行顯微觀察其尺寸和形貌,為此顯微照相法通常與超聲檢測共同使用。
3.4 吸水測量法
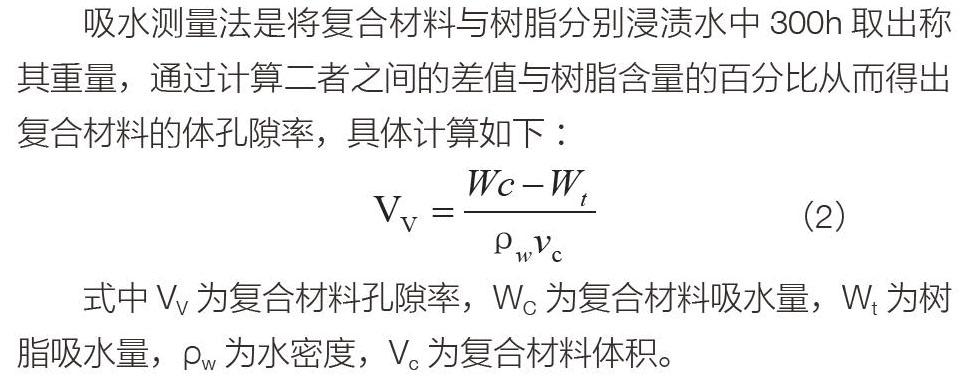
吸水測量法是將復(fù)合材料與樹脂分別浸漬水中300h取出稱其重量,通過計算二者之間的差值與樹脂含量的百分比從而得出復(fù)合材料的體孔隙率,具體計算如下:
式中Vv為復(fù)合材料孔隙率,Wce為復(fù)合材料吸水量,Wt為樹脂吸水量,ρw為水密度,Vc為復(fù)合材料體積。
該方法由于操作繁瑣,并且測量精度較低,限制了其在復(fù)合材料孔隙率檢測方面的廣泛應(yīng)用。
3.5 其他方法
肖鵬提出一種基于CT顯微技術(shù)圖像閾值分割處理可清晰分辨材料的內(nèi)部孔隙的測量新方法,為了測量值越接近材料內(nèi)部真實的體孔隙率,在測量過程中選用的試樣體積越大。劉志真等超聲C掃描結(jié)合激光掃描共焦顯微鏡(LSCM)的方法,該方法既可分析孔隙長度和寬度的二維缺陷尺寸,還可對缺陷的深度進行定量分析,這使得試樣在不需要噴涂的情況下即可觀察出孔隙的三維形貌。
4 結(jié)語
目前為止雖然對孔隙率經(jīng)過大量的研究,但該問題并未得到實質(zhì)性解決,為此對孔隙率的研究依然尤為重要。未來研究方向?qū)脑牧稀⒐に嚱嵌取⒉僮鲗用嬉约皺z測四個方面進行改進。(1)嚴格按照材料規(guī)定進行儲存和運輸,減少水分蒸發(fā)成核,避免材料吸收過多水份;(2)避免組份受熱揮發(fā)而內(nèi)部形核產(chǎn)生孔隙。針對不同材料選擇合理的固化曲線(如適當(dāng)增加固化壓力),并做到不超時、不超溫,嚴格按照工藝曲線進行固化;(3)通過操作過程中的控制減少預(yù)浸料層合板鋪貼過程中對空氣的機械夾雜或氣泡。對于機械夾雜,應(yīng)從控制清潔度著手。對于氣泡,應(yīng)采取合理方式鋪貼,物理按壓、滾壓或每鋪3~5層抽真空等方式排除氣泡;(4)選擇合理的檢測方法,以減少對孔隙率的測量誤差。
參考文獻
[1]王雪明,謝富原,李敏,等,熱壓罐成型復(fù)合材料復(fù)雜結(jié)構(gòu)對制造缺陷的影響規(guī)律[J].航空學(xué)報,2009,30(4):757-762.
[2]荀國立,邱啟艷,史俊偉,等,熱壓罐固化環(huán)氧基復(fù)合材料孔隙形成研究[J],航空制造技術(shù),2014,459 (15):110-111.