ZigBee無線數傳技術在焊接參數采集與分析中的應用與研究現狀
2018-05-03 03:12:21吳小俊黃朝慧
電焊機 2018年4期
關鍵詞:系統
吳小俊,黃朝慧
(重慶工業職業技術學院車輛工程學院,重慶401120)
0 前言
傳統的焊接參數監測系統的信號傳遞主要采用有線通訊如串行總線、現場總線和以太網等方案進行設計[1-3]。焊接現場環境復雜度的差異化較大造成布線困難、擴展性低及成本較高,給有線通信方案帶來較大的局限性,近年來無線數據傳輸技術快速發展,在不同的領域獲得了成功應用,如WiFi、Wireless USB、Bluetooth、RFID、ZigBee 等,大多是在2.4 GHz頻段下工作,簡單對比如表1所示。其中ZigBee無線網絡由于時效性強、覆蓋區域廣、擴展性好和成本低等優點,在焊接設備生產監測領域具有廣闊的應用前景。
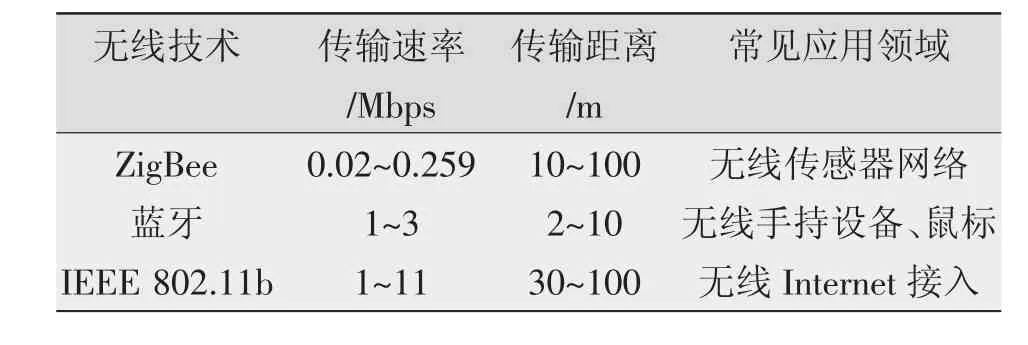
表1 ZigBee、藍牙及IEEE 802.11b標準對比[4]Table 1 Comparison of ZigBee,Bluetooth and IEEE 802.11b standards[4]
1 Zigbee無線網絡的特點
ZigBee技術是在IEEE802 15.4無線標準的基礎上開發的無線傳感器網絡規范,具有協議簡單、功耗和成本低、穩定性高及組網方便等特點[5]。ZigBee網絡硬件布局包括協調器、路由器和終端設備3大部分,終端設備是一個簡單的ZigBee協議節點,只與協調器、路由器通信,實現最基本的數據采集等服務[6-8]。在組網形式上,Zigbee網絡有星形、網狀和混合3種網絡拓撲結構。典型的Zigbee組網方式如圖1所示。其中,因星型網絡具有容量大、供電容易、傳輸距離遠、成本低、延時短等特點,多應用于焊接現場數據的傳輸。
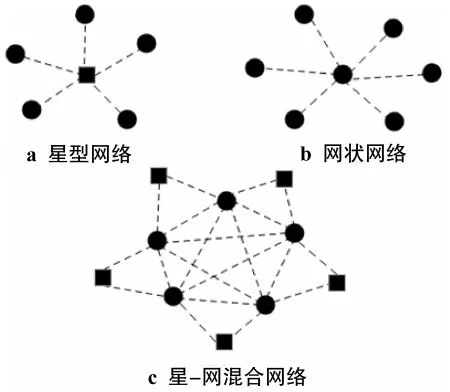
圖1 ZigBee組網方式Fig1 ZigBee networking mode
2 ZigBee技術在焊接過程參數采集中的應用
2.1 在電阻焊中的應用
對電阻焊機的線監測引入基于ZigBee技術的無線傳感網絡,可有效降低焊機網絡的事故率,提高產品質量,特別對于大中型制造企業,同時作業的幾十甚至數百臺電阻焊機均能得到有效監控,使焊機協調工作。因此,針對電阻焊高電流、短時間焊接的特性,對焊接參數的監控顯得尤為重要。
張輝等人設計的電阻焊機網絡監控系統將電阻焊機作為終端節點,電阻焊機和主機組成協調器節點,采用星形拓撲結構組成ZigBee網絡,終端節點的主芯片采用ATMEGA16單片機,RF設備采用TI公司的CC2430芯片,協調器節點控制芯片采用TMS320F2812,并外接GPRS模塊。在焊機組群中選一臺作為路由器及協調器,其余為終端設備,終端設備負責將采集到的焊接次數、焊接時間、焊接電流和焊接預設值等參數通過ZigBee模塊發送給負責網絡的組建及配置的路由器,通過模糊算法來協調各個焊接終端并通過GPRS發送給上位機顯示[9]。而張文清等人設計的基于ZigBee無線網絡的懸點焊機監測系統以MSP430F149微控制器和CC2530芯片為核心元件,采用羅氏線圈變送器及外圍電路實現焊接電流和點焊次數的檢測,開發了基于組態王平臺的上位機監測系統軟件,通過設計上位機與匯聚節點間的通信協議,當焊機安裝高度為2.5m時,其可靠通信距離達到60 m,能有準確即時的實時監測焊接過程參數[10]。
2.2 在弧焊中的應用
將短距離無線通信ZigBee技術應用于二保焊、焊條電弧焊等弧焊過程,使焊接參數傳輸與控制更加方便,顯著提高焊接生產效率和焊接質量,以滿足現代焊接技術的需要。程忠誠設計的CO2氣保焊機利用基于ZigBee的CC2530模塊為基礎硬件電路和軟件程序,該系統有兩塊CC2530模塊,一塊向遠程端采集和顯示焊接參數信號,另一塊在焊機內實時傳送焊接參數并將接收到的給定焊接參數信號通過串口傳送給主單片機LM4F232實現輸出控制,以實現焊條電弧焊和氣體保護焊不同的外特性功能切換,相比于傳統CO2氣保焊機,具有設備成本低、焊機輸出波形準確控制、兼顧焊條電弧焊等優點[11]。
同樣,藥芯焊絲CO2焊在我國船舶焊接中大量應用,其焊接過程的穩定性評價與監控具有重要意義。朱俊杰搭建的藥芯焊絲CO2焊遠程監測系統,采用對φ1.4mm藥芯焊絲進行焊接,通過提取評價其焊接過程穩定性的量化指標,如短路過渡頻率、熄弧頻率和瞬時短路頻率,采用霍爾電流和電壓傳感器及模數信號轉換元件送入單片機Atmega8進行信號處理,ZigBee無線通信模塊再將這些特征信號傳輸至現場服務器,供局域網設備隨時查詢,因為Zigbee網絡容量大且擴展性好,非常適合群組化焊機的焊接過程穩定性實時監測[12-13]。
鍋爐焊接急需現場質量監控的網絡化,包括電壓、電流、預熱溫度和層間溫度等參數直接影響焊縫質量。凌志浩等人將ZigBee技術應用于鍋爐焊接的質量監控,焊接參數的收集和轉發工作由ZigBee模塊完成,上位機進行復雜的數據處理等功能,在兩者之間用ModBus這一工業協議作為接口,現場采集焊接電壓、電流、層間溫度等4路模擬信號和RS-232數字信號,成功搭建ZigBee網絡[14]。
此外,鐘劍文[15]對焊接過程中多路不共地信號,采用電流傳感器、電壓傳感器、流量傳感器、旋轉式編碼器來獲取焊接電流、電壓、氣體流量和送絲速度信號,設計基于ZigBee的ZS05通訊模塊和信號隔離采集電路來實現參數采集與無線網絡,如圖2所示,通過LabVIEW虛擬儀器與Access數據庫完成焊接過程參數的保存,該系統的抗干擾能力良好。謝文靜等人[16]開發了基于虛擬儀器的焊接參數遠程監測系統,選用MySQL數據庫平臺和DataSocket數據交換編程接口實現遠程監測,通過相關數據庫的創建和整合來遠程訪問企業局域網。

圖2 基于ZigBee的焊接設備管理網絡Fig.2 Welding equipment management network based on ZigBee
3 ZigBee技術在焊接環境監測中的應用
隨著工業生產規模的日益增大,氣體原料和廢氣排放不斷增多,尤其是在化工、石油、汽車制造等領域,空氣環境監測已經成為企業關注的問題[17],對焊接現場環境提出更高的要求,焊接車間排放使空氣中CO和碳氫化合物等有害物質增加[18],基于ZigBee的焊接車間環境監測有效解決了有線監測的布線和維護困難等問題,實現了對焊接車間溫度、濕度及多種有毒氣體的實時和遠程監控,還能夠應用于采礦、電力和油田等工業環境的監測。
此外,基于ZigBee的焊接車間環境監測還可通過Internet連接到遠程監控中心[19],基于ZigBee技術的CC2430采集模塊系統完成網絡的自動建立,從各類環境傳感器采集和傳輸焊接車間環境數據,如溫濕度采集選用SHT11、一氧化碳(CO)、硫化氫(H2S)、氧氣(O2)和甲烷(CH4)等氣體濃度采集選用電化學型氣體傳感器,二氧化硫(SO2、甲醛(CH2O)、苯(C6H6)和 氨(NH3)等氣體濃度采集選用電位電解式氣體傳感器,使用網絡控制器芯片CS8900A實現與以太網連接,建立監測數據庫,最終實現對采集的環境數據的查詢和管理。
高祥等人設計的無線網絡的環境監控系統,能動態感知焊接車間的煙塵、O3、CO、CO2、氧化物等各類有害氣體,并將多個感知節點的數據整合后,通過GPRS通信網絡遠距離傳輸到管理節點,并根據監測結果進行控制通風設施[20]。感知節點以CC2530為基礎,將采集數據傳輸到匯聚節點,其功能結構如圖3所示,匯聚節點將感知節點采集到的數據整合處理后,通過GPRS通信模塊實現跨平臺的遠距離無線傳輸。王春等人設計的基于ZigBee的焊接環境有毒氣體監測系統采用Accsee2003數據庫在本地進行管理和匯集,能夠實時顯示和查詢數據及打印數據[21]。
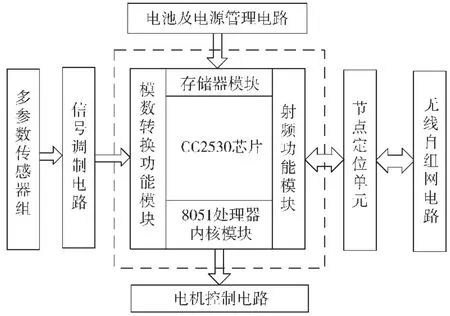
圖3 感知節點功能設計Fig.3 Function of sensor node design
陶躍珍等人利用ZigBee無線技術實現的焊接溫度場測量方法,可以有效避免焊接溫度場的隨意性較大和布線困難的問題,其測量終端溫度傳感器采用K型鎳鉻-鎳鋁熱電偶,以CC2430為基礎的ZigBee射頻模塊將溫度信息無線傳輸到協調器,再通過協調器的RS232串口與監控上位機連接,軟件平臺采用力控組態軟件實現人機交互、報警、存儲、顯示等功能,并利用反饋信號來調整焊接電流,形成完整的焊接溫度閉環控制系統[22]。
4 ZigBee技術結合其他通信協議在焊接過程分析中的應用
在ZigBee無線鏈路的基礎上繼續使用GPRS移動數據業務、CAN總線協議、Ethernet以太網絡等其他通信協議的方案,對采集到的數據進一步遠距離、分布式傳發,彌補ZigBee無線網絡短距離傳輸的缺點,將焊接參數送入廣域網,實現分布共享和大面積監控目的。
狄巨星等人[23]針對多焊機同時作業時布線復雜、成本高的問題設計的無線傳感器網絡節點集成了CC2431芯片、無線通信模塊、采集傳感器模塊、節點電源模塊,利用基于ARM11內核的S3C6410微處理器嵌入式網關,連接GPRS模塊和串口,實現TCP/IP與ZigBee的數據傳遞,將無線網絡和有線網絡有效融合,進一步提高焊接生產的可擴展性。
除了GPRS移動數據網絡,ZigBee和以太網的融合使焊接參數無線傳遞更快捷。結合ZigBee和以太網各自的特點,李從宏等人[24]設計了基于Zigbee和以太網技術的多點焊接參數檢測系統,對焊接電流電壓、送絲速度和焊接時間等參數進行測量,系統框架如圖4所示,無線傳感網絡基于CC2530模塊,路由節點負責數據的采集和通信,協調器和以太網模塊組成的數據網關負責無線傳感網的網絡管理以及路由器之間的通信,實現了焊接數據網絡的遠程快速傳輸。
田永強等人[25]擴展了基于ZigBee技術的數字化焊機系統的CAN接口,其無線通信模塊采用CC2530為基礎,將數字化焊機的控制遙控器與上位機的通信升級為無線方式,通訊傳輸數據時在CAN接口與ZigBee接口之間設計數據收發緩存隊列來解決CAN通信速率和ZigBee通信速率較大的傳輸速度差異。該方式將焊機、遙控器和上位機之間利用ZigBee無線連接,大大方便了焊接移動性作業。王春等人[26]針對多臺焊機同時工作時信號容易干擾,提出了基于ZigBee和CAN總線的多焊機群控設計。該設計由終端節點、協調器節點和監控中心組成,終端節點以CC2430芯片為核心,通過霍爾電流、電壓傳感器采集焊接電流電壓信號,將放大、濾波后的數據經過ZigBee無線網絡傳輸給協調器,協調器節點以STC89C52單片機為核心,包括高速光電耦合器6N137等部分,匯聚信息后再通過CAN總線傳輸給監控中心,完成實時顯示、報警、查詢等功能,增強各節點之間通信的可靠性和穩定性。

圖4 系統框架Fig4 System framework
5 結論
ZigBee無線傳感器網絡技術因具有功耗、成本低,可靠性高及組網容易等特點,在船舶、鍋爐等行業的焊接生產車間實時參數采集與分析中得到有效研究和應用,廣泛應用于電阻焊、弧焊等常見焊接方法中,能夠有效、準確地對焊接參數進行實時監測,對焊接車間環境的溫濕度、有毒氣體等實現了實時遠程監控,滿足了企業對綠色生產環境的需求,并為滿足不同數據通信技術對環境的適應性,將ZigBee與其他通信技術結合,擴大其應用范圍和深度,利用各自優勢達到預期的監測效果,在實際焊接車間的監控和管理中能更好地滿足要求,具有廣闊的應用前景。
參考文獻:
[1]周好斌,龍波.基于串口通訊的多臺焊機集散控制系統設計[J].石油儀器,2004,18(2):27-30.
[2]陳方玲,孫成祥.焊接數據網絡監控系統的開發與應用[J].軌道交通裝備與技術,2013,5(9):47-49.
[3]王嘉,蔡洪峰,白志范,等.焊裝車間點焊設備網絡化監測系統[J].計算機應用,2014,34(1):323-326.
[4]王小強,歐陽俊,黃寧淋.ZigBee無線傳感器設計與實現[M].北京:化學工業出版社,2014.
[5]Coelho R S,Kostka A,Pinto H,et al.Microstructure and mechanical properties ofmagnesiumalloyAZ31Blaserbeam welds[J].Mater.Sci.Eng.A,2008(485):20-30.
[6]朱斌,唐勇,譚勇,等.基于ZigBee的工控網數據采集傳輸系統設計[J].化工自動化及儀表,2010,37(4):81-83.
[7]鄭凱,趙宏偉,張孝臨.基于ZigBee網絡的心電監護系統的研究[J].儀器儀表學報,2008,29(9):1908-1911.
[8]滕志軍,屈銀龍,王中寶,等.基于ZigBee的高壓帶電體溫度在線監測系統[J].電工電能新技術,2011,30(3):80-82.
[9]張輝,鄭曉亮,胡業林,等.基于無線傳感器網絡的電阻焊機網絡監控系統[J].煤礦機械,2010,31(12):192-194.
[10]張文清,翁紹捷,趙連杰,等.基于ZigBee的懸掛式點焊機焊接參數監測系統設計[J].熱加工工藝,2016,45(5):200-204.
[11]程忠誠.基于技術的單片機控制的CO2氣保焊機研究[D].江蘇:江蘇科技大學,2014:23-25.
[12]朱俊杰,蔡艷,吳毅雄,等.藥芯焊絲CO2焊工藝評價及遠程監測系統研究[J].熱加工工藝,2010,39(23):153-158.
[13]朱俊杰,楊成本,蔡艷,等.基于ZigBee技術的焊接電源群組化監測系統設計[J].電焊機,2011,41(1):24-27.
[14]凌志浩,周怡颋,鄭麗國.ZigBee技術在鍋爐焊接質量監控系統中的應用[C].Proceedings of the 27th Chinese Control Conference,China,2008.
[15]鐘劍文.焊接設備的網絡化數據采集與管理[D].四川:西南交通大學,2014:90-92.
[16]謝文靜,丁玉明,董佳,等.基于LabVIEW的群組化焊接過程參數遠程在線監測系統[J].熱加工工藝,2012,41(1):147-150.
[17]陳燕.基于ARM的礦用便攜式多氣體檢測儀的研制[D].陜西:西安科技大學,2013:2-3.
[18]巍康,何立.關于焊接與相關工藝過程中的有害物質[J].電焊機,2004,34(8):18-32.
[19]李會樂.基于Zigbee的焊接車間環境監測系統設計[D].黑龍江:哈爾濱理工大學,2014:76.
[22]高祥,蔡樂才,居錦武,等.基于WSN的焊接環境監控系統[J].電焊機,2014,44(11):79-80.
[21]王春,張良棟,孫祥國,等.基于ZigBee的焊接環境有毒氣體監測系統[J].化工自動化及儀表,2011,38(12):1478-1480.
[22]陶躍珍,郭翠霞,李志榮,等.新型焊接溫度場監控系統研究[J].電焊機,2013,43(1):44-47.
[23]狄巨星,趙建光,范晶晶.基于無線傳感網的多焊機控制系統研究[J].焊接技術,2013,42(8):55-57.
[24]李從宏,湯為民.基于ZigBee和以太網技術的多點焊接參數檢測系統設計[J].電焊機,2014,44(10):48-51.
[25]田永強,尚海,李力.基于ZigBee的數字化焊機通信系統設計[J].機械制造文摘-焊接分冊,2011(1):44-45.
[26]王春,廖映華,劉高君,等.基于ZigBee和CAN總線的多焊機群控系統設計[J].焊接技術,2012,41(1):34-37.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
