等離子熔敷鐵基合金涂層組織和性能
2018-05-03 03:11:56張立平孟慶禹
電焊機 2018年4期
馬 國 ,王 燦 ,張立平 ,黃 松 ,孟慶禹
(1.江蘇徐州工程機械研究院,江蘇徐州221004;2.徐工集團工程機械有限公司高端工程機械智能制造國家重點實驗室,江蘇徐州221004)
0 前言
等離子噴焊技術是一種現代表面強化技術,以壓縮等離子電弧為熱源熔化填充材料及部分母材金屬,形成具有冶金結合的熔敷層。與手工電弧堆焊、手工氬弧堆焊等常用堆焊工藝相比,等離子噴焊具有生產效率高、稀釋率低、工藝穩定性好、易實現自動化、焊層質量穩定的優點[1-2]。常用的填充材料以粉末為主,包含鐵基、鎳基、鈷基、銅基、金屬-陶瓷復合材料幾大類,每種材料都有其自身特點及適用范圍,其中鐵基材料的力學性能變化范圍最廣,其韌度和抗磨性能夠實現很好的匹配,滿足不同工況要求,且價格便宜。針對不同的磨損工況,鐵基合金的成分體系多種多樣,國內外專家學者對此進行了大量研究工作,如Fe-Cr-C系、Fe-Cr-CSi-B系、Fe-Cr-B-W-V系等,但針對Fe-Cr-Ni-BC-Si系合金的研究較少,且主要針對某一成分進行組織及性能的研究[3]。
本研究以Fe-Cr-Ni-B-C-Si系鐵基合金為對象,研究不同成分下鐵基合金熔敷層的組織和性能,為工業應用奠定基礎。
1 試驗方法和材料
采用PTA-400E4-ST-4型等離子噴焊設備在35CrMo基體上熔敷5種不同成分的Fe-Cr-Ni-B-CSi系合金粉末,制備熔敷層,并分別編號為Fe1、Fe2、Fe3、Fe4、Fe5。等離子噴焊工藝參數如表1所示。

表1 等離子噴焊工藝參數Table 1 Processing parameters of plasma spray welding
噴焊層制備完成后,采用ARL-3460型火花直讀光譜儀分析堆焊層化學成分,采用滲透探傷方法檢驗熔敷層的抗裂性,采用THRP-150D型數顯洛氏硬度計測試鐵基粉末噴焊層的硬度,采用DMI5000M型倒置式金相顯微鏡對噴焊層組織,采用銷盤式磨損試驗測試耐磨性。
2 試驗結果與分析
2.1 鐵基合金熔敷層化學成分
每個試樣測定3個點,獲得3組化學成分值,并計算其平均值,分析結果如表2所示。
由表2可知,幾種鐵基合金熔敷層主要由Fe、C、Si、Mn、P、S、Cr、Ni、B 等元素組成,根據不同合金元素對鋼組織的影響,可分為促進奧氏體及鐵素體形成兩大類元素[4-5]。促進奧氏體形成的元素有Ni、Mn、C等,可用鎳當量表示,而促進鐵素體形成的元素有Cr、Si等,可用鉻當量表示

5種鐵基合金熔敷層化學成分鎳當量及鉻當量如表3所示。
2.2 裂紋敏感性
5種鐵基合金粉末熔敷層表面滲透探傷結果如圖1所示。

表2 熔覆層化學成分Table 2 Chemical compositions of coatings %
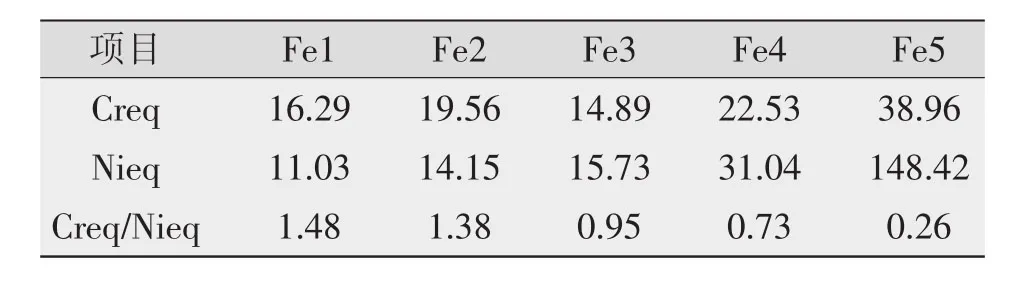
表3 鎳當量及鉻當量Table 3 Ni equivalent and Cr equivalent %
由圖1 可知,Fe1、Fe2、Fe3、Fe4 四種合金粉末熔敷層均未出現表面裂紋,而Fe5在堆焊后表面出現橫向裂紋并貫穿整個焊道。結合表3可知,當Creq/Nieq較小時,裂紋容易產生。Fe5含有36.5%的Cr及4.9%的C元素,根據Fe-Cr-C三元合金相圖[3],在液態合金的凝固過程中發生過共晶反應,生成大量高硬度低韌性的M7C3初生碳化物,導致裂紋產生。
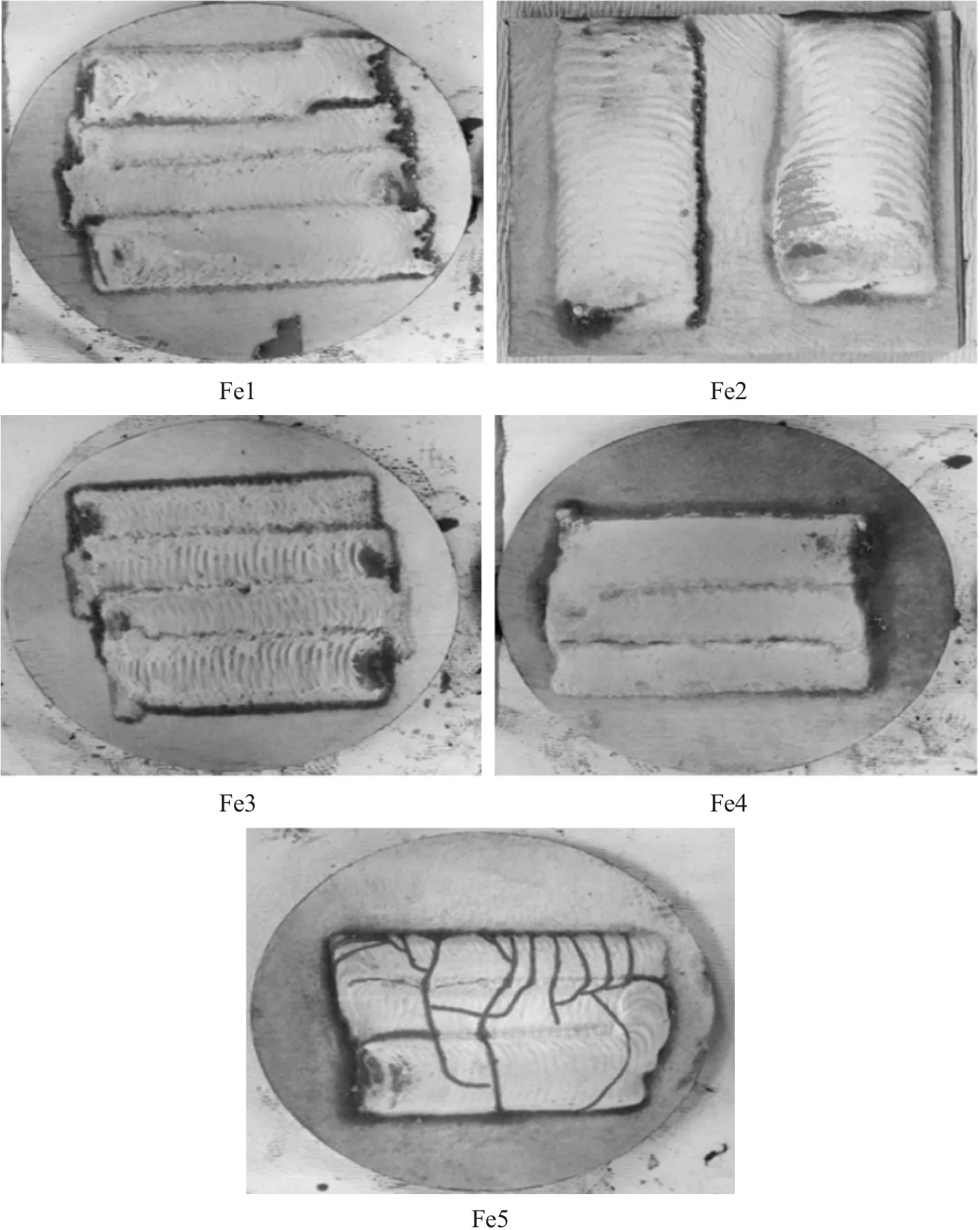
圖1 表面滲透探傷結果Fig.1 Results of PT
與其他堆焊層相比,Fe3堆焊層表面擺動波紋明顯且表面粗糙,分析其化學成分發現,Fe3合金堆焊層中w(B)相對其他堆焊層低很多,由于w(B)影響材料的熔點、熔池脫氧造渣性能及流動性等,故Fe3合金堆焊層熔融金屬的流動性及脫氧性能略差,表面擺動波紋相對明顯。
2.3 組織分析
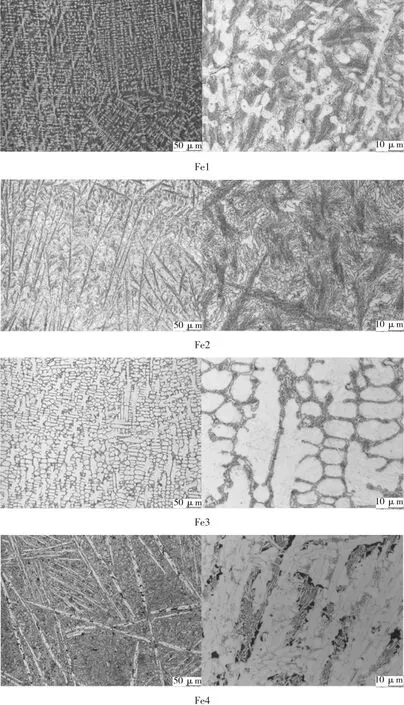
為研究5種鐵基合金粉末等離子熔敷層的微觀組織,進行了金相制備。金相磨制面為堆焊層橫截面,腐蝕劑選用FeCl3+HCl+酒精溶液[6],腐蝕時間10~20s。金相試樣制備完成后,利用DMI5000M型倒置式金相顯微鏡觀察組織,結果如圖2所示。
由圖2可知,5種熔敷層顯微組織均為明顯的鑄態組織,且均存在偏析,Fe1、Fe2、Fe3組織為樹枝狀晶或胞狀晶。舍弗勒組織圖[7]如圖3所示。
由表3和圖3可知,在鑄態組織下,5種熔敷層均應以A組織為主,同時部分熔覆層存在F組織。舍夫勒組織圖主要考慮化學成分對組織的影響,未考慮到實際結晶條件及合金元素存在形態的影響。而實際上,合金元素只有在固溶狀態下才對A與F的比例產生影響。合金元素以化合物形式沉淀時,并不影響A與F的比例。
根據以上分析,并結合圖2中各熔敷層的顯微組織特點可知,Fe2合金熔敷層主要以A為基體,并有少量F分布于A基體上,由于B元素在Fe中的溶解度極低,只有0.026%,其余則以初生共晶硼化物(Fe2B等)與奧氏體分布于晶界位置[8-10]。Fe3合金熔敷層以A為主,同時在A基體上存在少量細針狀M,晶界處則主要是初生共晶硼化物+奧氏體。與Fe3相比,Fe1熔敷層晶粒尺寸較小,仍以A基體為主,同時在A基體上存在少量的細針狀M及塊狀鐵素體,晶界處則以初生共晶硼化物和馬氏體為主。
與Fe1、Fe2、Fe3不同,由于C元素和合金元素含量的增加,Fe4、Fe5合金熔敷層均出現長條狀或塊狀的初生合金碳化物,其中,Fe4以A為基體,并在柱狀的A晶界間存在魚骨狀共晶硼化物+奧氏體。Fe5熔敷層C及Cr含量極高,根據Fe-Cr-C三元合金相圖,組織以塊狀或長條狀初生M7C3碳化物、部分奧氏體及馬氏體為主[11-13],同時因B元素的存在,還有部分共晶硼化物。

圖2 熔覆層金相組織Fig.2 Microstructures of coatings
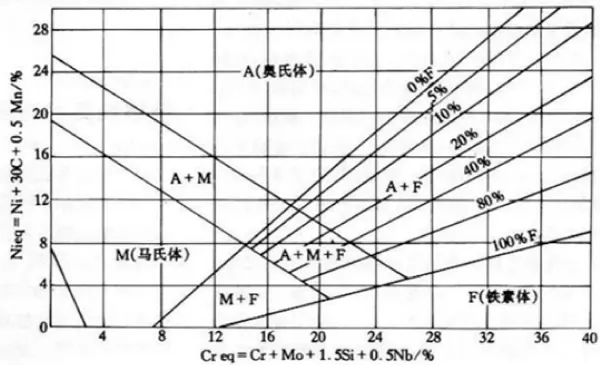
圖3 舍夫勒組織圖Fig.3 Schaeffler diagram
2.4 熔敷層硬度
為研究不同鐵基粉末熔敷層硬度對比情況,采用THRP-150D型數顯洛氏硬度測試鐵基粉末噴焊層的硬度。選用C標尺,加載力150 kg。堆焊層硬度測試面距離熔合線約2mm,每個試樣測定5個硬度值并取平均值,結果如圖4所示。

圖4 熔敷層硬度及磨損試驗結果Fig.4 Results of hardness and wear testing
由圖4可知,熔敷層Creq/Nieq對硬度無明顯影響。Fe2和Fe3兩種合金熔敷層硬度較低,約42HRC,結合圖3中的組織分析,Fe2和Fe3熔敷層以硬度較低的奧氏體為主(硬度300~600 HV),有少量高硬度的共晶硼化物Fe2B(硬度1 280~1 680 HV)與奧氏體組織,宏觀硬度較低。Fe1熔敷層仍以低硬度的奧氏體為主,但在晶界處有較多硬度高的馬氏體及共晶硼化物,宏觀硬度較高,可達52 HRC。Fe4熔敷層中w(C)較高,且含有較多高硬度的合金碳化物M7C3等,其硬度達到1 200~1 700 HV,宏觀硬度高。Fe5熔敷層中w(C)達到4.8%,以高硬度低韌性的M7C3化合物為主,宏觀硬度很高,但韌性較差,滲透探傷中表面裂紋很多。
2.5 熔敷層耐磨性
采用微機控制立式萬能摩擦磨損試驗機進行銷盤式磨損試驗。試驗載荷200 N,電機轉速160 r/min,試驗時間3 600 s。試驗前后使用超聲清洗設備處理銷試樣,并使用精度0.000 1 g的天平稱重,計算磨損試驗前后試驗銷的失質量。摩擦銷試樣由各熔敷層加工制備,磨損試驗結果如圖4所示。
熔敷層的磨損失重與Creq/Nieq值沒有直接的線性關系。同時,硬度對磨損失重的影響并不完全遵循硬度高耐磨性高的一般原則。
材料的耐磨性主要取決于顯微組織結構中硬質相的類型、性能、數量和分布,同時基體的形態和性質以及硬質相的匹配關系對耐磨性也有很大影響。由圖4 可知,隨著 Fe1、Fe2、Fe3、Fe4 及 Fe5 熔敷層化學成分的變化,特別是C、Cr元素,組織中出現高硬度的初生合金化合物,耐磨性增加[14-16],但由于Fe5熔敷層表面裂紋較多,在試驗過程中硬質相從基體中脫落,起到磨粒作用,加速磨損,因此Fe5的磨損失重較大。
3 結論
(1)5種合金熔敷層顯微組織均為鑄態組織,以奧氏體為基體,在晶界處存在共晶硼化物+奧氏體(馬氏體),隨著Creq/Nieq值的降低,組織中出現初生合金碳化物M7C3,其本質是w(C)增加所致,導致熔覆層表面易產生裂紋。
(2)熔敷層的宏觀硬度及耐磨性由顯微組織決定,與Creq/Nieq值沒有直接的線性關系,硬質相的出現使耐磨性增加,但當硬度達到一定值,出現裂紋,硬質相易脫落,使耐磨性下降。
參考文獻:
[1]任艷艷,張國賞,魏世忠,等.我國堆焊技術的發展及展望[J].焊接技術,2012,41(6):1-5.
[2]楊慶祥,周野飛,楊育林,等.Fe-Cr-C系耐磨堆焊合金研究進展[J].燕山大學學報,2014,38(3):189-196.
[3]周野飛.Fe-Cr-C-X堆焊合金顯微組織演變及其耐磨性[D].河北:燕山大學,2013.
[4]范修謙.鑄造奧氏體不銹鋼的鎳鉻當量比和相對磁導率[J].特種鑄造及有色合金,2011,31(5):439-441.
[5]蹤雪梅,李穩,馬國,等.等離子弧噴焊鐵基合金組織與力學性能[J].電焊機,2015,45(12):45-49.
[6]董加坤.制作奧氏體不銹鋼金相試樣的高效浸蝕劑配方及使用方法[J].金屬熱處理,2011,36(5):133-135.
[7]李志勇.不銹鋼焊縫組織的舍夫勒圖預測軟件開發[J].中北大學學報,2006,27(6):550-553.
[8]符寒光.高硼低碳鐵基合金凝固組織研究[J].材料熱處理學報,2006,27(2):63-66.
[9]劉仲禮,李言祥,陳祥,等.硼、碳含量對高硼鐵基合金組織和性能的影響[J].鋼鐵,2007,42(6):78-82.
[10]張彥超,崔麗,賀定勇,等.B元素對Fe-Cr-C系耐磨堆焊合金組織和耐磨性的影響[J].焊接學報,2014,35(3):89-92.
[11]王清寶,王智慧,李世敏.Fe-Cr-C系高碳耐磨堆焊合金組織及性能[J].焊接學報,2004,25(6):119-123.
[12]周燁,王國紅,賀定勇,等.鉻含量對Fe-Cr-B堆焊合金顯微組織及耐磨性的影響[J].表面技術,2017,46(1):88-92.
[13]Jun Wang,Cong Li,Haohuai Liu,et al.The precipitation and transformation of secondary carbides in a high chromium cast iron[J].Materials Characterization,2006(56):73-78.
[14]Mehdi MazarAtabaki,SajjadJafariIv,HassanAbdollah.Abrasive Wear Behavior of High Chromium Cast Iron and Hadfield Steel-A Comparison[J].Journal of Iron and Steel Research,International,2012,19(4):43-50.
[15]王智慧,賀定勇,蔣建敏,等.Fe-Cr-C耐磨堆焊合金磨粒磨損行為[J].焊接學報,2010,31(11):73-77.
[16]劉政軍,蘇允海.M7C3的形態分布對鐵基復合層耐磨性能的影響[J].焊接學報,2008,29(1):65-72.
