港珠澳大橋150mm厚板焊接工藝
2018-05-03 03:11:48易文林向晉華胡海清余志強
電焊機 2018年4期
易文林,張 虎,向晉華,胡海清,余志強
(武船重型工程股份有限公司,湖北 武漢 430415)
0 前言
港珠澳大橋江海直達船航道橋為三塔單面斜拉索橋,鋼索塔呈“海豚”形,如圖1所示,其中中塔高達109.756 m、重達近3 000 t,且外形結(jié)構(gòu)復(fù)雜,熔透焊縫比例高,主塔結(jié)構(gòu)鋼材為Q345qD,最大板厚150mm。鋼索塔的制造是港珠澳大橋鋼結(jié)構(gòu)制造工程的重點和難點,而港珠澳大橋業(yè)主對其制造提出了無損制造理念和要求,因此,拼板對接焊縫的無“馬”裝焊成為無損制造中的首要環(huán)節(jié)。150mm超厚板無“馬”裝焊在國內(nèi)期刊鮮見報道,控制超厚板焊接變形和保障焊接質(zhì)量成為一項極具挑戰(zhàn)性的嘗試。
1 厚板焊接難點及控制措施
港珠澳大橋鋼索塔Z0節(jié)段承壓板厚達150mm,由4塊長度超過10 m的Q345qD鋼板拼接而成,焊縫為全熔透。厚板在焊接過程中容易產(chǎn)生很大的焊接內(nèi)應(yīng)力和焊接變形,焊后常常出現(xiàn)焊縫結(jié)晶組織粗大、韌性下降、焊接殘余應(yīng)力大、焊接裂紋等問題。厚板焊接過程控制主要從控制焊接熱輸入量(線能量)、焊縫層(道)間溫度、焊縫冷卻速度、翻面焊接等方面入手。然而,在實際生產(chǎn)過程中,厚板無“馬”裝焊的重點和難點則是監(jiān)控焊接變形量,把握翻面時機。
2 焊接工藝評定試驗
2.1 焊接工藝評定試板
焊接工藝評定用母材為Q345qD(板厚100mm),其供貨技術(shù)條件符合國家標準GB/T 714-2008《橋梁用結(jié)構(gòu)鋼》,化學(xué)成分和力學(xué)性能分別如表1和 表2所示。

表1 Q345qD(δ=100mm)化學(xué)成分%

表2 Q345qD(δ=100mm)力學(xué)性能
2.2 焊接坡口設(shè)計
焊縫坡口形式對焊接質(zhì)量和焊接變形控制影響較大,相同的坡口形式,坡口角度過大或過小均會對焊縫產(chǎn)生不利影響。坡口角度太小,易形成窄而深的焊縫,焊縫成形系數(shù)小[1],焊縫中心易形成粗大的柱狀晶,從而產(chǎn)生區(qū)域偏析,增大熱裂紋出現(xiàn)機率;坡口角度過大,焊縫金屬填充量增加,焊后殘余應(yīng)力也相應(yīng)增加。
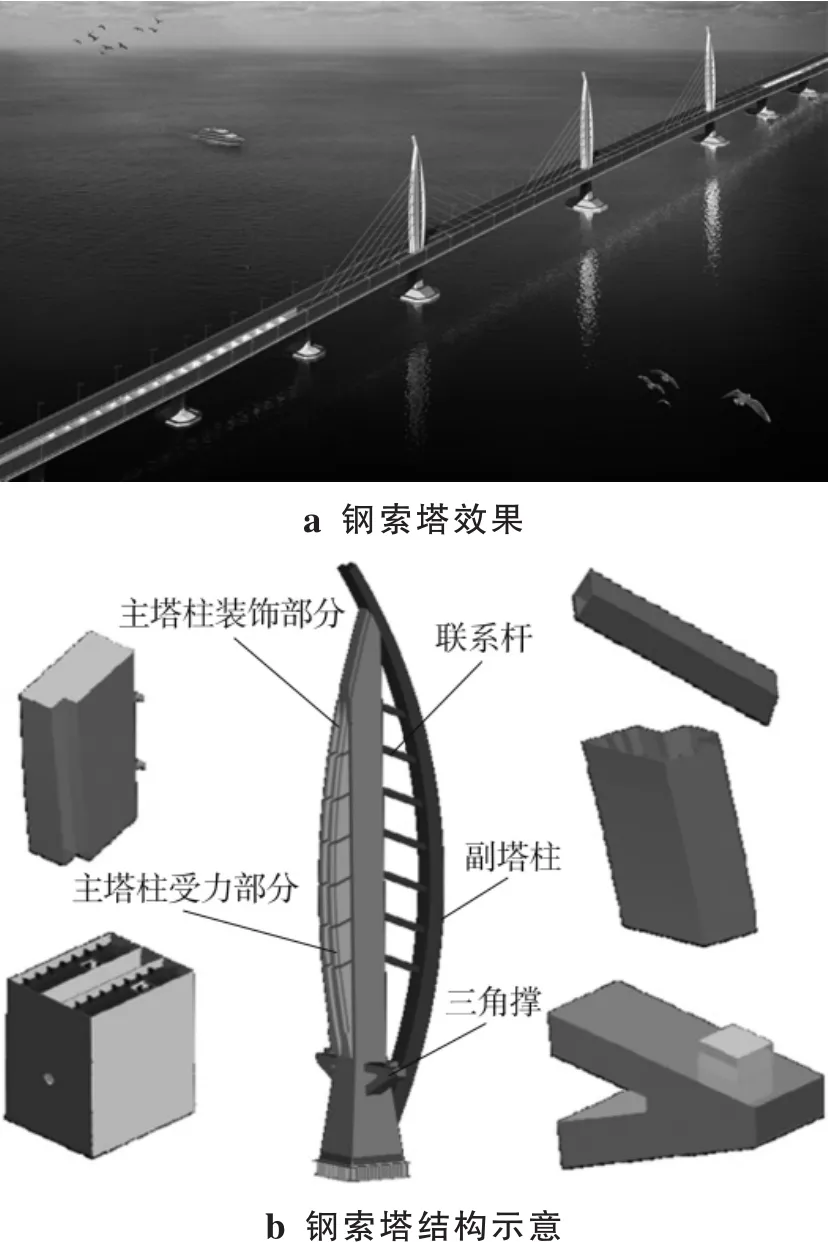
圖1 港珠澳大橋江海直達航道橋鋼索塔
經(jīng)過多次比選和優(yōu)化后,采用機械加工法將焊評試板加工成帶鈍邊的雙面不對稱U型坡口,有利于減小焊接工作量。
2.3 焊材選用及焊評試板焊接
根據(jù)以往工程實際應(yīng)用并按等強匹配原則[2],選用直徑φ5.0mm的埋弧焊絲H10Mn2+焊劑SJ101q。焊前清磨焊評試板待焊區(qū)域,去除底漆、油污、鐵銹及其他雜物,并采用陶質(zhì)電加熱片將試板預(yù)熱至100±20℃。焊接工藝評定試板焊接過程為:先焊深坡口側(cè),淺坡口側(cè)清根并打磨后再焊接,深、淺坡口側(cè)交替焊接,焊縫層(道)間溫度120~180℃,其他焊接參數(shù)如表3所示。
2.4 焊接工藝評定試驗結(jié)果
焊后48 h后對焊接工藝評定試板進行焊縫外觀檢測和超聲波BⅠ級探傷[3-4]。檢測合格后,按照國標GB 226、GB/T 2649~2654對試板進行焊接接頭宏觀斷面酸蝕(見圖2),焊接接頭拉伸,焊縫金屬拉伸、沖擊試驗,硬度試驗,焊接接頭彎曲等試驗。焊接接頭力學(xué)性能如表4所示。
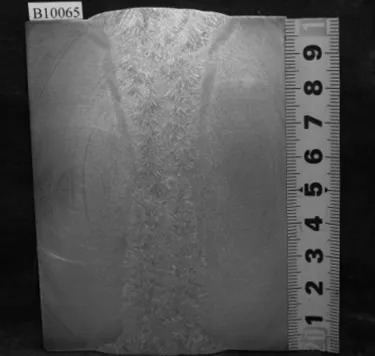
圖2 焊接工藝評定試板宏觀金相
3 承壓板焊接工藝
鋼索塔Z0節(jié)段承壓板由4塊規(guī)格為150mm×2657mm×10628mm板拼接而成,如圖3所示,重約127 t。承壓板拼接焊縫坡口示意如圖4所示,深坡口側(cè)深度79mm,淺坡口側(cè)深度65mm,鈍邊6mm。
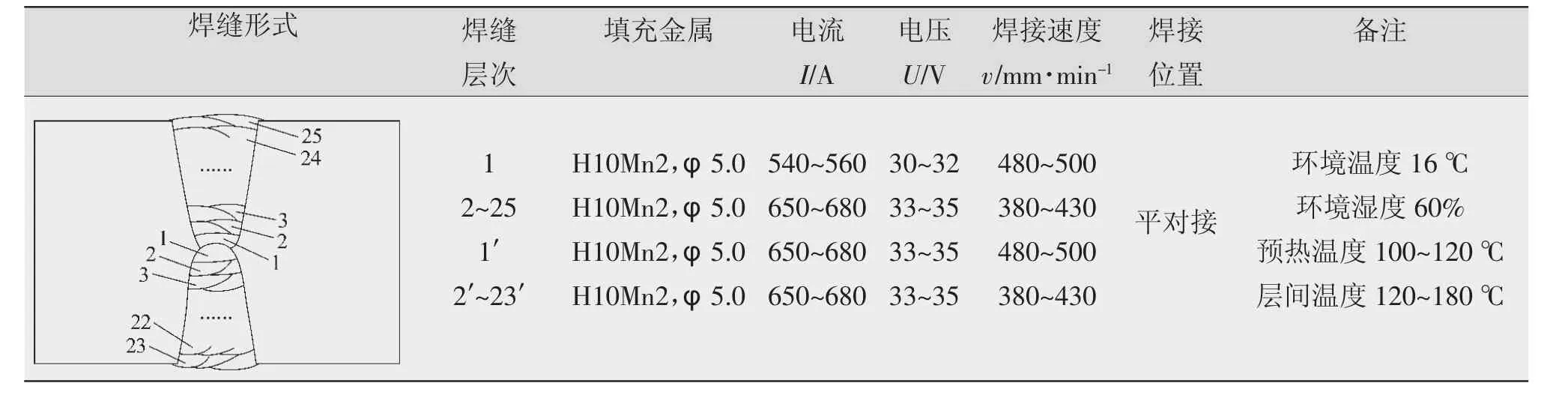
表3 焊接工藝評定參數(shù)
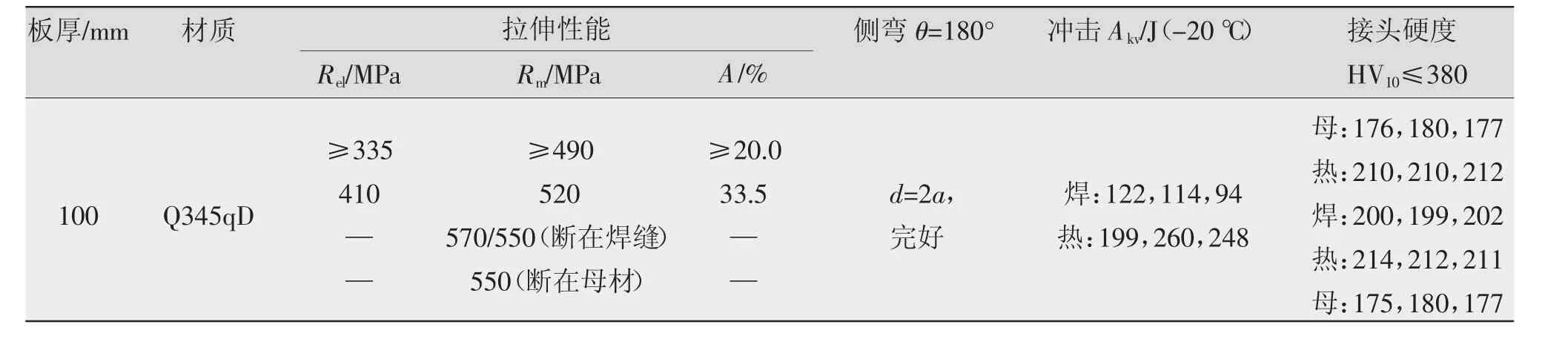
表4 焊接接頭力學(xué)性能
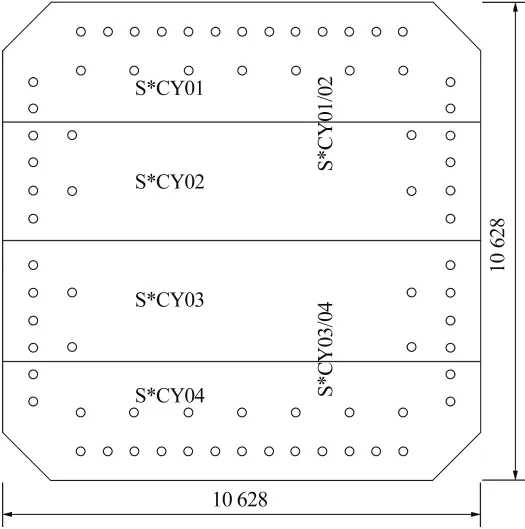
圖3 Z0節(jié)段承壓板結(jié)構(gòu)
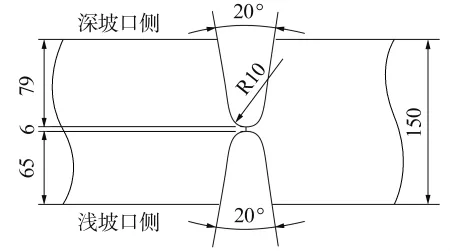
圖4 承壓板坡口形式
3.1 焊前準備工作
在專用平胎架上進行無“馬”裝配,通過千斤頂和配重來調(diào)整裝配精度,錯邊量小于等于1mm。焊縫兩端安裝引、熄弧板,并打磨清理坡口及兩側(cè)待焊區(qū)域不少于30mm范圍,采用陶質(zhì)電加熱片加熱至100±20℃。
3.2 焊接過程控制
①根據(jù)焊接工藝評定試驗參數(shù)進行連續(xù)焊接;②采用點溫計測量層間溫度,避免層(道)間溫度過高;③采用石棉布進行保溫緩冷;④通過拉線和直尺測量焊接角變形量,確定翻面焊接時機。
S*CY01與S*CY02拼板焊接(簡稱“雙拼”)共進行5次翻面,其焊接過程為:①先焊深坡口側(cè),焊完第7道后(焊后深度h=59mm,S*CY01下表面板邊距胎架96mm)進行第1次翻面;②對淺坡口側(cè)進行清根、打磨和預(yù)熱;③淺坡口側(cè)焊完第7道后(焊后深度h=59mm,S*CY01下表面板邊距胎架78mm),進行第2次翻面;④待深坡口側(cè)再焊接完17道后(焊后深度h=28mm,S*CY01下表面板邊距胎架11~13mm),進行第3次翻面;⑤淺坡口側(cè)再焊接28道后(焊后深度h=10mm,S*CY01下表面板邊距胎架3~5mm),進行第4次翻面;⑥再焊接深坡口側(cè),完成25道焊道后(深坡口側(cè)坡口填充完畢)進行第5次翻面;⑦將淺坡口側(cè)焊縫焊至與母材平齊。
S*CY01/02與S*CY03/04拼板焊接(簡稱“大拼”)共進行3次翻面,其焊接過程如下:①先焊深坡口側(cè),焊完第13道后(焊后坡口深度h=45~46mm),進行翻面;②對淺坡口側(cè)進行清根、打磨和預(yù)熱,焊完第14道后(坡口深度h=41~44mm)再次進行翻面,將深坡口側(cè)焊接至于母材平齊;③進行第3次翻面,完成淺坡口側(cè)的焊縫。
由雙拼和大拼焊接過程可知,鋼板自重不同,翻面時機也不同。雙拼時,深坡口側(cè)焊完7道后便出現(xiàn)較大的焊接角變形;大拼時,深坡口側(cè)在焊完10道后,焊接角變形依然不明顯,但是11道完成后焊接內(nèi)應(yīng)力大于鋼板自重,出現(xiàn)了明顯焊接角變形,而焊完第13道后,焊接角變形較大,不宜繼續(xù)施焊,需翻面焊接。

圖5 焊前預(yù)熱

圖6 拼板翻面
3.3 焊后保溫及平面度測量
焊后采用石棉布進行保溫緩冷,防止焊縫冷卻過快產(chǎn)生脆硬組織。
采用水準儀檢測平面度,承壓板焊后整體平面度控制較理想,測量監(jiān)控點標高差小于10mm,滿足港珠澳大橋精度要求。
3.4 超聲波探傷
按照《鐵路鋼橋制造規(guī)范》TB10212-2009對接焊縫無損檢驗要求對焊縫全長進行超聲波BⅠ級檢測,并對焊縫兩端及中間250mm區(qū)域進行超聲波CⅠ級檢測(代替X射線檢測)。經(jīng)上述兩類超聲波無損檢測,承壓板對接焊縫無損檢測一次合格率為100%。
4 結(jié)論
(1)焊接工藝評定焊接接頭力學(xué)性能滿足相關(guān)國家標準及技術(shù)規(guī)范要求,焊接工藝評定中的焊接試驗參數(shù)可用于指導(dǎo)實際焊接操作。
(2)受鋼板本身自重影響,厚板焊接時產(chǎn)生焊接角變形的快慢也不同,翻面時機和次數(shù)應(yīng)考慮鋼板自重的影響,一旦錯過最佳翻面時機,會出現(xiàn)焊接變形過大導(dǎo)致焊縫背側(cè)開裂,或出現(xiàn)不可抵消的角變形;而過早翻面,則會增加翻面次數(shù),增加制作風險和成本。
(3)厚板無“馬”裝焊應(yīng)加強焊接過程控制,通過焊前預(yù)熱、控制焊接線能量、監(jiān)測層間溫度和焊接角變形、及時翻面焊接、焊后保溫緩冷等措施可有效控制焊接變形。
參考文獻:
[1]裴雪峰,張劍鋒,車平.泰州橋鋼塔厚板焊接技術(shù)[J].電焊機,2011,41(8):56-61.
[2]張子榮,時煒.簡明焊接材料選用手冊[M].北京:機械工業(yè)出版社,2004.
[3]中華人民共和國行業(yè)標準.鐵路鋼橋制造規(guī)范[S].TB10212-2009.
[4]中華人民共和國國家標準.鋼結(jié)構(gòu)焊接規(guī)范[S].GB 50661-2011.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
