淺談成形裕度與拉深穩(wěn)定性
2018-04-20 09:02:16朱百慶北京汽車股份有限公司
鍛造與沖壓 2018年8期
關(guān)鍵詞:區(qū)域
文/朱百慶·北京汽車股份有限公司
沖壓模具交付沖壓車間初期,生產(chǎn)穩(wěn)定性差是比較常見的問題,尤其是拉深模具,起皺、開裂和拉毛現(xiàn)象往往交替出現(xiàn)。行業(yè)上用成形裕度或拉深穩(wěn)定性來評價拉深模具的批量生產(chǎn)穩(wěn)定性,但很多工程師容易混淆這兩個概念,不能正確理解成形裕度與拉深穩(wěn)定性本質(zhì)上的區(qū)別。雖然成形裕度和拉深穩(wěn)定性兩個評價指標都能反映出拉深模具在批量生產(chǎn)時的穩(wěn)定性,但如果驗收人員混淆這兩個概念,在驗收模具時,會用錯方法,做出錯誤的判斷,給模具鉗工的工作帶來很大的困擾。
拉深變形的原理
拉深模具由凸模、凹模和壓邊圈組成。拉延成形過程是用凸模把板料擠入凹模,以形成具有凸模形狀的沖壓零件。在此過程中,坯料凸緣部分由于受到切向壓應力的作用,會產(chǎn)生褶皺,為防止褶皺,必須設有壓邊裝置(壓邊圈),如圖1所示。
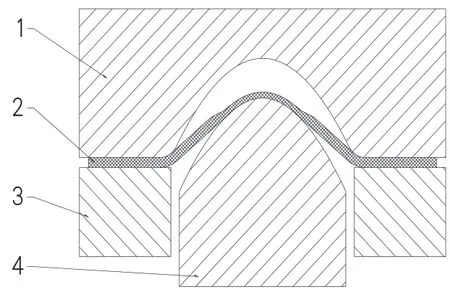
圖1 拉深示意圖
在拉延成形過程中,板料與凸模先接觸的位置在徑向拉應力的作用下最先開始發(fā)生減薄的塑性變形,塑性變形引起材料的冷作硬化,硬化造成減薄的位置屈服強度增加,從而硬化的部分不再減薄,而是把拉深力傳遞給相鄰未減薄的區(qū)域,使相鄰未減薄的區(qū)域開始減薄,如圖2所示。當板料所有區(qū)域減薄量一致時,所有位置的屈服強度也趨于一致,繼續(xù)拉深過程中,板料在現(xiàn)有減薄的基礎上重復上一減薄過程。
在減薄過程中,如果內(nèi)部某區(qū)域拉應力大于抗拉強度,板料就會在該區(qū)域開裂。要想解決開裂問題,就需要其他區(qū)域或外部補充板料順利進入到該區(qū)域,也就是控制板料在模具型腔內(nèi)部的流動性,由此完成拉深過程,如圖3所示。
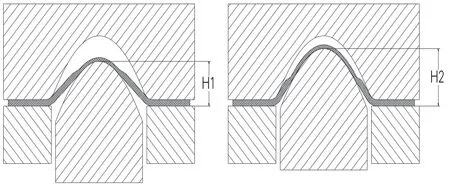
圖2 板料減薄變形過程

圖3 材料流動示意圖
前面的說明是基于所有拉深單元均處于雙向拉伸狀態(tài)的假設,由于車身沖壓零部件的造型復雜,在整個拉深過程中,并不是每個時刻每個拉深單元均處于雙向拉伸狀態(tài),如果在拉深結(jié)束時,板料在某一區(qū)域還處于非雙向拉伸狀態(tài),零件就容易出現(xiàn)褶皺的現(xiàn)象,要解決褶皺問題,也需要控制板料的流動速度和流動量,使所有區(qū)域最終能夠處于雙向拉伸狀態(tài)。
批量生產(chǎn)過程中,如果外部生產(chǎn)條件在容差范圍內(nèi)變化時,能否使零件始終保持既不開裂又不起皺的狀態(tài),取決于兩方面:一方面是零件的造型設計,另一方面是拉延模具的工藝設計及調(diào)試狀態(tài),也就是我們常說的成形裕度和拉深穩(wěn)定性。
成形裕度
成形裕度一度被理解成:為保持零件不失效(失效指的是出現(xiàn)開裂或褶皺等質(zhì)量問題)而容許外界生產(chǎn)條件發(fā)生變化的程度,最常見的測試方法是增加壓邊力,測試拉深是否開裂。但實際上,這種測試方法測試的并不是成形裕度,而是拉深的穩(wěn)定性。成形裕度是針對產(chǎn)品設計而言的,是指產(chǎn)品結(jié)構(gòu)設計容許拉深模具型腔內(nèi)板料在相鄰區(qū)域內(nèi)相互流動補充的極限程度及拉深力在相鄰區(qū)域相互傳遞的能力。
成形裕度高指的是相鄰區(qū)域板料容易相互補充,拉伸應力可以順利傳遞給相鄰區(qū)域,如此可以保證拉深過程中各個區(qū)域能夠擁有相對一致的應力狀態(tài)及減薄狀態(tài)。如圖4所示的頂蓋外板CAE分析結(jié)果,在產(chǎn)品區(qū)域內(nèi),減薄率均勻,從成形極限圖來看,也不存在起皺的趨勢,說明頂蓋外板的成形裕度較高。
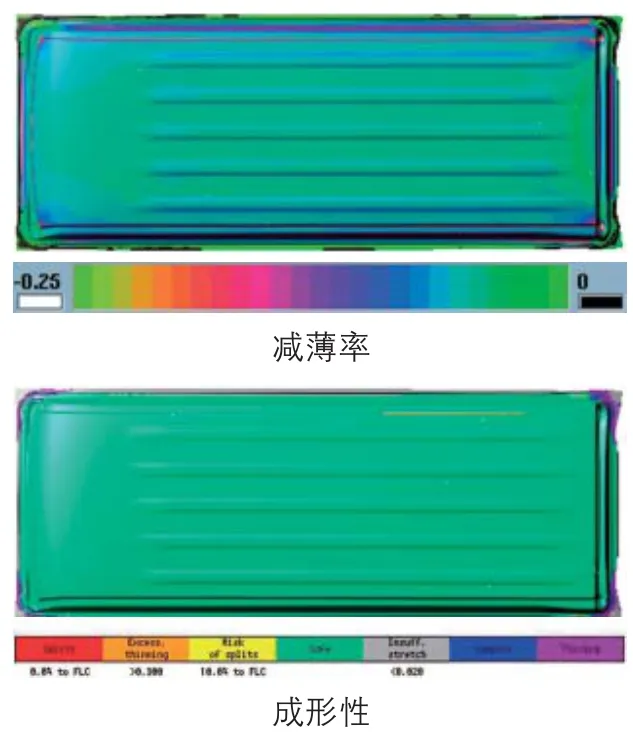
圖4 頂蓋外板成形裕度(CAE分析結(jié)果)
如果局部區(qū)域拉深力傳遞不順暢,就會導致該區(qū)域容易出現(xiàn)開裂的現(xiàn)象,或者出現(xiàn)局部區(qū)域的板料不能順利進入相鄰區(qū)域而產(chǎn)生褶皺的現(xiàn)象,那么就認為此類零件的成形裕度低。以圖5所示的車門內(nèi)板為例,車門內(nèi)板的減薄率差異較大,局部減薄率已達極限,但從成形極限圖來看,局部位置還存在起皺的趨勢,這說明車門內(nèi)板的成形裕度很低。
直觀的講,在拉深過程中,板料由外部補充的量(即板料流入量)變化較大時,如果零件本身并沒有發(fā)生開裂或褶皺的現(xiàn)象,說明內(nèi)部區(qū)域板料可以順利的相互補充,能夠均勻減薄,因此零件成形裕度較大;反之,如果板料流入量變化很小,零件就發(fā)生開裂或褶皺的現(xiàn)象,說明內(nèi)部區(qū)域板料不能及時的相互補充,減薄不均勻,因此零件的成形裕度小。
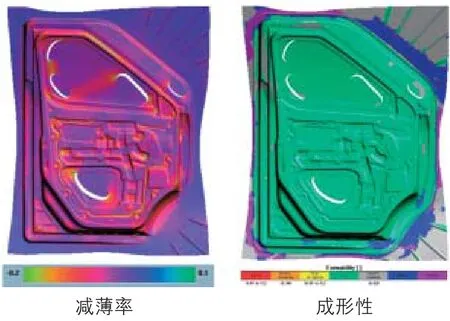
圖5 車門內(nèi)板成形裕度(CAE分析結(jié)果)
零件的成形裕度取決于零件的造型設計和選材。零件造型的拔模角度、型面特征的高低落差、圓角的大小都很大程度的影響著零件內(nèi)部板料的流動可控性,零件內(nèi)部板料流動可控性好,意味著在零件內(nèi)部各區(qū)域之間,板料可以很容易的互相及時補充。零件的成形裕度管理屬于同步工程范疇,應該在零件設計初期階段進行控制,在不影響零件本身使用性能的前提下,盡量通過改善產(chǎn)品結(jié)構(gòu)設計來提高零件的成形裕度。
拉深穩(wěn)定性
拉深穩(wěn)定性指的是當外部生產(chǎn)條件發(fā)生變化時,零件內(nèi)部拉伸應力狀態(tài)不發(fā)生變化或發(fā)生零件成形裕度范圍內(nèi)的輕微變化,零件不會出現(xiàn)失效的情況。比如,當拉深模具的壓邊力發(fā)生變化(尤其是增大)時,板料由外部進入模具型腔內(nèi)部的量不會發(fā)生變化,或發(fā)生很小的變化,就不會引起零件內(nèi)部的拉伸應力狀態(tài)及減薄狀態(tài)發(fā)生較大變化,說明此沖壓模具的生產(chǎn)穩(wěn)定性好。

圖6 壓料面受力分布圖
保證拉深模具穩(wěn)定性的辦法,就是通過控制平衡塊保持壓邊圈與凹模壓料面的間隙稍大于板料厚度,拉深過程主要依靠拉深筋產(chǎn)生的阻力控制板料流動,而不是依靠壓邊圈與凹模壓料面對板料的摩擦阻力,從而保證進料阻力在緩沖壓力發(fā)生變化時能夠保持相對恒定,提高拉深模具批量生產(chǎn)穩(wěn)定性。圖6所示為壓料面受力分布圖,凹模與壓邊圈間隙C1>t(t為板料厚度),由此保證緩沖壓力F增大時,增大的力作用在平衡塊上,保證施加到板料上的力F1保持不變,從而保證進料阻力不變,進而保證拉深的穩(wěn)定性。
對于成形裕度較大的零件,拉深模具的穩(wěn)定性對零件失效的影響并不是很大,比如發(fā)動機蓋內(nèi)板,由于零件形狀簡單,成形裕度較大,板料流入量大一點,零件不會起皺,板料流入量小一點,零件不會開裂,此時拉深模具的穩(wěn)定性顯得并不是那么重要。對于成形裕度較小的零件,拉深模具的穩(wěn)定性就對批量穩(wěn)定生產(chǎn)起到了關(guān)鍵性的作用,比如車門內(nèi)板,由于產(chǎn)品功能設計的原因,零件深度較大,型面特征落差較大,導致零件的成形裕度小,拉深時板料流入量稍大一點就起皺,板料流入量稍小一點就開裂,對于此類零件,拉深模具的穩(wěn)定性就顯得尤為重要,拉深模具穩(wěn)定性好可以保證在外界條件發(fā)生變化的時候,板料流入量保持相對穩(wěn)定,從而保證零件不失效。
結(jié)束語
成形裕度與拉深穩(wěn)定性從本質(zhì)上講是兩個不同的概念。成形裕度是針對零件設計而言,要在零件設計初期階段進行控制;拉深穩(wěn)定性是針對拉深模具而言的,要在模具工藝設計階段及模具調(diào)試階段進行控制。兩個概念雖然都和批量生產(chǎn)穩(wěn)定性相關(guān),但不能混為一談,模具開發(fā)人員要對這兩個概念有清晰的認識,為模具開發(fā)及驗收工作提供正確的導向。
猜你喜歡
發(fā)明與創(chuàng)新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經(jīng)大學學報(2015年3期)2015-12-10 03:49:15
