高速客車車頂小彎梁成形工藝研究
2018-04-20 09:02:17魯萬彪周冬冬孫犁陳培中車南京浦鎮車輛有限公司
鍛造與沖壓 2018年8期
關鍵詞:工藝
文/魯萬彪,周冬冬,孫犁,陳培·中車南京浦鎮車輛有限公司
車體鋼結構是客車車身的一個重要組成部分,側頂小彎梁是車頂中重要部件,而且數量較多,產品質量會直接影響到側?頂的外表美觀。隨著客車運行速度的提高,對車體自身的質量要求也越來越高,在客車運行過程中,車頂小彎梁要承受著整個車頂的重量、承受車頂上吊掛物的重量(比如空調、水箱、線槽等),還要承受來自外界的縱向和橫向風阻,因此,小彎梁成形質量必須滿足技術要求,保證列車運行的安全性和平穩性。
高速客車小彎梁結構及工藝介紹
高速客車車頂小彎梁使用厚度為2mm的Q310板材,其尺寸為46mm(內開檔)×70mm(高)×94mm(開檔),且帶R458mm外圓弧半徑的帽形件,一端有21mm×4mm的止口,另一端有13°的斜角,如圖1所示。
由于小彎梁結構復雜,成形難度大,只能采用壓型工藝成形,經過研究分析,可從以下三步著手:⑴按照理論知識結合公司的實際經驗值,計算出小彎梁展開尺寸(圖2);⑵設計制作小彎梁壓型模(圖3)、檢測臺(圖4);⑶通過壓型試驗驗證展開尺寸及壓型模(驗證壓型模主要看成形件R458mm圓弧度及帽形尺寸)。
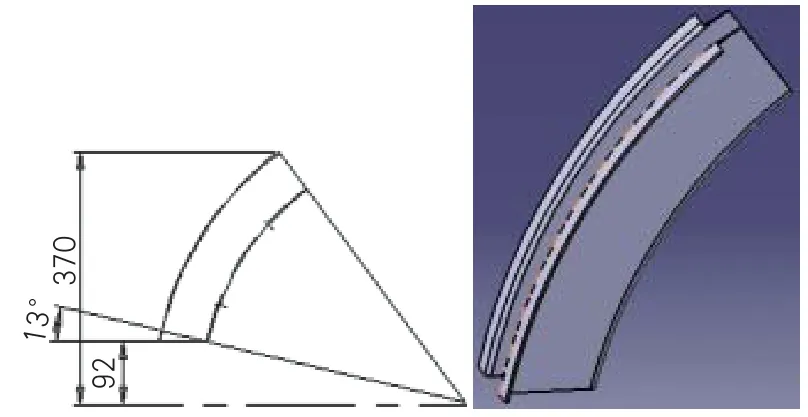
圖1 高速客車小彎梁設計圖
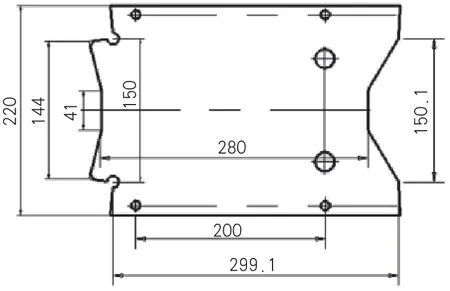
圖2 小彎梁展開尺寸
板料展開的尺寸直接影響著小彎梁的質量,除此之外,壓型質量跟壓力機的保壓時間、模具上下模有無毛刺、材料的延展性等都有關系。

圖3 小彎梁壓型

圖4 小彎梁檢測臺
高速客車車頂小彎梁成形狀況
隨著公路運輸的不斷發展,人們對舒適度、環境等有了更高的要求,車頂上的吊掛件數量也不斷增多,車頂強度要求也有所提高。通過理論結合實際經驗,我們初步確定了小彎梁展開圖紙,通過下料和壓型試驗制作出圖5所示的小彎梁,在小彎梁帽形結構中,端頭止口和斜角角度均基本符合圖紙要求,但是斜角拐角處有開裂現象出現,如果能解決開裂現象,小彎梁的成形問題就得到解決。

圖5 初試壓型狀況圖
高速客車車頂小彎梁成形工藝優化
通過對壓型過程的應力應變分析,可近似認為兩側面部分受單向拉應力作用,如圖6所示。變形開始時,凹模口處的坯料變薄最大,靠近凹模圓角的材料拉深開始時向凸模圓角移動,沿凸模圓角發生彎曲變形,使其厚度繼續變薄,當拉深力過大,小彎梁兩側面材料的應力達到抗拉強度極限時,側面被拉裂。由于在兩側面與底部圓角部分的交界面附近,材料的厚度最薄、硬度最低,因而,該處是發生拉裂的危險斷面。
通過查閱資料、請教相關行業專家等研究分析,初步得出以下可能原因:
⑴ 小彎梁壓型模凸凹模表面粗糙,影響材料在壓型過程中的橫向流動,導致拉裂現象。
⑵ 小彎梁開裂處的拐角位置存在應力集中。
⑶ 由于小彎梁開裂端口有個斜角,也就是兩側面材料比頂面材料多,兩側面比拐角處抗拉強度大,導致在壓力作用下兩側面還未達到成形要求,拐角處已經發生開裂現象。
⑷ 由于成形后小彎梁開裂端寬度尺寸為126mm,分析原因可能是在壓型過程中兩翼面處的彎曲線往內偏移,使兩側面所剩材料小于所需尺寸,導致在壓力作用下發生開裂現象。
針對以上分析,我們對壓型模的凸凹模表面做了打磨處理,并在壓型過程中加潤滑油。此外,為減少彎曲拐角處的應力集中,我們對小彎梁展開圖做了以下兩種修改方案。
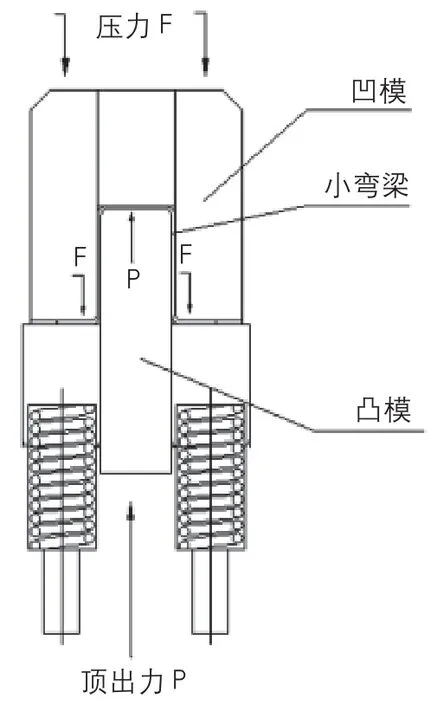
圖6 小彎梁壓型過程受力示意圖
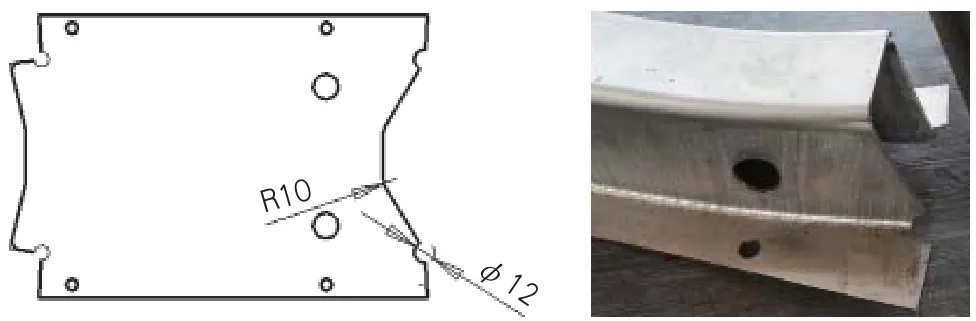
圖7 方案一的展開圖及成形圖
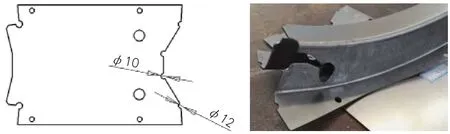
圖8 方案二的展開圖及成形圖
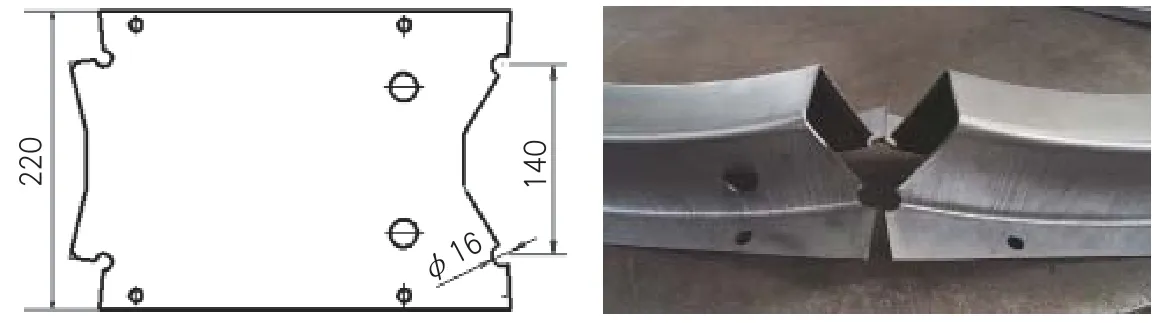
圖9 工藝孔位置及尺寸修正后的展開圖與成形圖
方案一:將展開圖拐角處的尖角修改成R10mm的圓角,同時在兩翼面彎曲線的尖角處開φ12mm工藝孔,用來減小應力集中,展開圖和成形情況如圖7所示。
方案二:將展開圖拐角處的尖角修改成φ10mm的工藝孔,同時在兩翼面彎曲線的尖角處開φ12mm工藝孔,用來減小應力集中,展開圖和成形情況如圖8所示。
從以上兩種修改方案的成形情況可以看出,第一修改方案成形后的小彎梁拐角處的裂縫明顯比最初方案成形后的裂縫小,而第二修改方案成形后小彎梁裂口更為明顯,并往里延伸。由此可見,第一修改方案有明顯效果,但還是有裂縫存在,還需要進一步改進。
通過進一步研究發現,在兩翼面彎曲線的尖角處開φ12mm工藝孔,不僅起到減小應力集中的作用,還起到預彎曲的效果,加了工藝孔后,壓型過程中此處板料的剛度小于其余位置,導致在壓力作用下工藝孔位置先彎曲。發現這一情況后,我們對工藝孔大小、位置等做了多種修改,通過多次壓型試驗,最終發現,當把展開圖中兩工藝孔位置往中間各移5mm(將工藝孔中心距尺寸由150mm改成140mm),工藝孔直徑改大到φ16mm,成形后的小彎梁開裂位置處裂縫消失,基本能滿足工藝和質量要求,如圖9所示。
在試驗過程中,我們還發現兩側面位置的吊裝孔被拉成了斜橢圓形,如圖10所示。從圖10中可以看出,橢圓孔的一頭偏向開裂口位置,這樣導致上端材料比下端材料少,在相同拉力的作用下,上端的抗拉強度小于下端,從而發生開裂現象。我們把展開圖中的吊裝孔取消后,再次做成形試驗。試驗發現,端頭裂縫完全消失。但是為了車頂吊裝需要,吊裝孔不能取消。移動吊裝孔位置后,做成形試驗發現,當把吊裝孔位置移向中間位置后,端頭裂紋也會完全消失,如圖11所示。

圖10 吊裝孔成形

圖11 吊裝孔位置移動后成形
通過以上研究最終確定了小彎梁的展開圖,如圖12所示。
結束語
本文通過高速客車車頂小彎梁的結構介紹以及成形工藝分析研究,對開裂端進行優化處理,最終確定小彎梁的展開圖,并以此為依據推算出平頂小彎梁下料圖,通過壓型試驗以及檢測臺檢查,樣品均符合要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
