消失模鑄造教學模型的設計制作
2018-04-04 05:17:28熊偉趙艷艷
船舶職業教育 2018年1期
熊偉,趙艷艷
(渤海船舶職業學院,遼寧興城125105)
消失模鑄造技術是將與鑄件尺寸形狀相似的發泡塑料模型粘結合成模型簇,刷涂耐火涂層并烘干后,埋在干石英砂中震動造型,在一定的條件下澆注液體金屬,使模型氣化并占據模型位置,凝固冷卻后形成所需鑄件的方法。消失模鑄造有多種叫法,國內主要的叫法有干砂實型鑄造和負壓實型鑄造,簡稱EPC鑄造;國外主要的叫法有Lost Foam Process(U.S.A)、Policast Process(Italy)等。與傳統的鑄造技術相比,消失模鑄造技術具有無與倫比的優勢,因此被國內外鑄造界譽為“二十一世紀的鑄造技術”和“鑄造工業的綠色革命”。
在目前的鑄造專業教學中,教師普遍采用示意圖或實物圖片進行講解,或加入簡單的動畫模擬消失模鑄造過程,這樣的講解方式不如實際操作直觀易懂。而購置消失模鑄造系統對于教學單位來說,投資成本巨大,不切實際,為了解決這一難題,擬設計一套消失模鑄造演示模型。該消失模鑄造模型的主體部分全部采用透明的亞克力材料制成,可視性好,能夠清楚地觀察消失模鑄造的主要工藝過程;其他部分采用黃銅和304不銹鋼過濾網制作,耐候性好,可多次反復使用。同時,該消失模鑄造模型制作成本低、制作周期短、可操作性好,便于在消失模鑄造教學過程中進行推廣普及。通過模型的研究開發,能夠進一步優化消失模鑄造的工藝參數,并為其在實際生產中進一步應用提供借鑒。
1 消失模鑄造模型概述
1.1 組成結構
消失模鑄造模型由振實臺、可抽負壓的專用砂箱、負壓(真空)系統等組成,其中負壓系統主要由真空泵、儲氣罐、廢氣處理裝置等部件構成。模型中的所有組件,小到一個螺栓,大到砂箱的主體,全部由學生親手制作。制作材料主要有黃銅、304不銹鋼及透明的亞克力材料,具有可視性好、耐候性能佳等特點,可長久反復用于消失模鑄造教學演示。消失模鑄造教學模型實物如圖1所示。
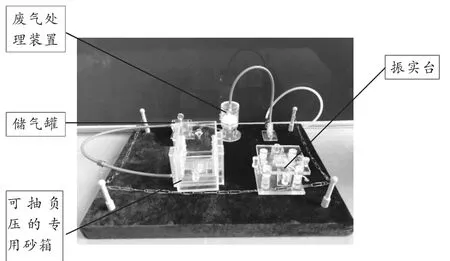
圖1 消失模鑄造教學模型
1.2 操作過程
消失模鑄造教學模型能夠進行模擬演示,其使用方法為:在砂箱中放入適量干砂,再放入實物泡沫模型,繼續撒砂,并開啟振實臺,將砂子振實;再打開負壓系統,在砂箱內形成負壓,砂箱中的氣體經由連接管依次進入儲氣罐、廢氣處理裝置、喉管,最終排入大氣,準備澆注。
2 消失模鑄造模型具體組成結構及工作原理
2.1 消失模鑄造用負壓砂箱
消失模鑄造用負壓砂箱由箱體、抽氣室、阻砂網、起吊運送結構等部件組成。為滿足教學要求,設計砂箱主體尺寸為160×100×100(mm3)的五面負壓一面填砂的底抽式砂箱,主體部分采用亞克力材料,阻砂網采用304不銹鋼材料,固定擋砂板、阻砂網和護網板的螺栓采用黃銅。砂箱的原理結構如圖2所示,砂箱的模型如圖3所示。

圖2 砂箱原理結構圖
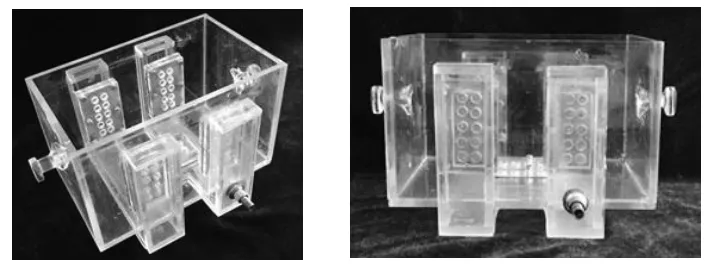
圖3 砂箱模型
考慮砂箱的整體結構要求具有一定的承載強度,外箱體采用6 mm厚的亞克力材料制作,護網板和擋砂板采用4 mm厚的亞克力板制作,護網板與擋砂板之間用自制的黃銅螺栓連接,易于維護檢修;砂箱的抽氣室設計合理,保證砂箱在負壓狀態下,砂箱內部真空整體梯度上均衡,為此吸氣管開在砂箱一側距底面3 mm左右的位置,吸氣管位置如圖2所示;砂箱整體采用膠接,須連續均勻,不允許有夾渣和漏氣現象;通氣孔在安裝不銹鋼篩網時,需在側板上涂抹密封膠,用護網板固定,保證安裝后通氣孔不漏砂、漏氣;抽氣室在連接過程中,必須全部貫通,確保抽氣室內氣流暢通,無漏氣現象。
2.2 振實臺
振實臺用于砂箱中干砂的緊實。在激振力的作用下,振實臺產生相應頻率和振幅的振動,把空氣彈簧和橡膠彈簧有機地結合起來,在振動過程中使兩者產生聯合作用,使得振動時砂子在砂箱里連同振動臺做垂直振動,而且能通過橡膠彈簧做水平運動,通過調節振動電動機的激振力和空氣彈簧的剛度,達到最佳的緊實效果。該模型振實臺電機振動頻率的范圍是2000~4500 r/min。振實臺的模型如圖4所示。
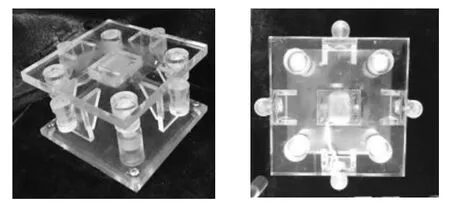
圖4 振實臺模型
2.3 儲氣罐
砂箱中抽出的氣體由進氣口導入到儲氣罐底部,經過水凈化,從出氣孔排出進入下一階段。儲氣罐的結構如圖5所示,儲氣罐的模型如圖6所示。
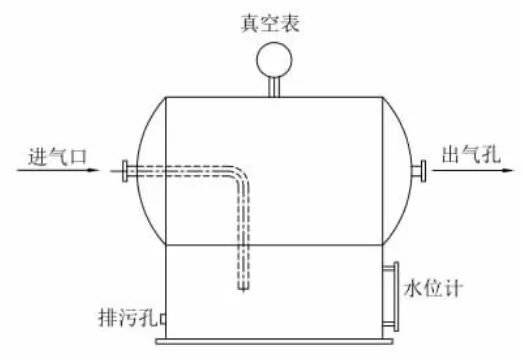
圖5 儲氣罐結構圖

圖6 儲氣罐模型
2.4 廢氣處理裝置
從儲氣罐中排出的氣體經進氣口、導氣管進入到廢氣處理裝置的液體中,氣體中污染物溶于液體,同時氣體以小氣泡的形式分別通過兩層分氣板逸出液體表面,從出氣孔排出。兩層分氣板錯位排列、氣孔錯開,有效阻礙污染物隨氣體排出裝置,起到廢氣處理的作用。廢氣處理裝置的結構如圖7所示,廢氣處理裝置的模型如圖8所示。

圖7 廢氣處理裝置結構圖

圖8 廢氣處理裝置模型
消失模鑄造模型可以完整地模擬消失模鑄造過程,且制作精良、演示過程清晰直觀、可視性好,適用于消失模鑄造教學及相關培訓的演示、消失模鑄造知識的科普等領域。同時,消失模鑄造模型設計科學合理且可操作性好,便于在消失模鑄造教學過程中推廣普及。在消失模鑄造模型設計制作的過程中,學生積極進行研發,充分調動了學習專業的熱情、拓展了技術創新的視野,同時也充分發揮了校內優秀教師的智力資源,整體提高了學院的創新水平。
參考文獻:
[1] 陳宗明,姜學波,類成玲.特種鑄造與先進鑄造技術[M].北京:化學工業出版社,2008.
[2] 黃乃瑜,葉升平,樊自田.消失模鑄造原理及質量控制[M].武漢:華中科技大學出版社,2004.
[3] 李慶豐.消失模鑄負壓砂箱的設計和制造[J].天津冶金,2016(3):12-14.
[4] 閆小龍.消失模模樣數字化制造技術研究[D].蘭州:蘭州理工大學,2016.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
科學大眾(2023年17期)2023-10-26 07:39:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
甘肅教育(2020年14期)2020-09-11 07:57:50
天天愛科學(2020年6期)2020-09-10 07:22:44
數學物理學報(2020年2期)2020-06-02 11:29:24
數學物理學報(2017年6期)2018-01-22 02:26:40
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(2016年2期)2017-01-15 14:03:59
光學精密工程(2016年6期)2016-11-07 09:07:19
