航空發動機先進切削技術應用
2018-03-26 09:37:05中國航發沈陽黎明航空發動機有限責任公司遼寧110043楊金發楊惠欣趙德新
金屬加工(冷加工) 2018年3期
關鍵詞:發動機
■ 中國航發沈陽黎明航空發動機有限責任公司 (遼寧 110043) 楊金發 楊 楠 楊惠欣 董 超 趙德新
高級工程師 楊金發
航空發動機在高溫、高壓和高速旋轉的惡劣環境條件下長期可靠工作,對材料和制造技術的依存度最為突出。航空發動機部件正向著高溫、高壓比及高可靠性方向發展,航空發動機結構向著輕量化、整體化及復合化的方向發展,沒有先進的材料和制造技術就沒有更先進的航空發動機。航空發動機高轉速、高溫的苛刻使用條件和長壽命、高可靠性的工作要求,把對材料和加工技術的要求逼到了極限。
目前,航空發動機難加工材料主要為鈦合金、高溫合金等,先進航空發動機還廣泛應用復合材料。這些難加工材料切削難度體現在切削力大、切削溫度高、切屑不易折斷、刀具壽命低以及表面質量不易保證等方面。
1. 難加工材料切削特點
鈦合金、高溫合金等難加工材料,切削難度體現在切削力大、切削溫度高、切屑不易折斷、刀具壽命低和表面質量不易保證等方面,如圖1所示為國外航空發動機示意圖。
(1)不銹鋼的切削特性:加工硬化傾向大、切削力大、切削溫度高、刀具易磨損、表面質量和精度不易保證。
(2)鈦合金性能特點: 鈦合金變形系數小、切削溫度高、單位切削力大、加工表面生成的硬化層厚度為0.10~0.15mm。目前鈦合金的切削加工選用的刀具材料以不含或者少含TiC 的硬質合金刀具為主。
(3)高溫合金的性能特點:高溫合金切削力大、加工硬化嚴重、切削溫度高及刀具磨損嚴重。目前切削高溫合金所用刀具以硬質合金刀具為主。
硬質合金PVD 涂層刀片,使刀具表層具有較高的硬度和耐磨度,同時又保持了硬質合金基體的塑性與韌性,非常有效地延長了刀具的使用壽命,比較適合高溫合金的車削加工。
2. 航空發動機難加工材料切削常用刀具
金屬切削加工是用刀具從工件上切除多余材料,從而獲得形狀、尺寸精度及表面質量等合乎要求的零件加工過程。難加工材料高效切削加工技術是航空發動機制造中最為重要的一項先進制造技術。刀具作為切削加工的主體之一,在解決航空材料的加工難題中起著不可或缺的作用。用于難加工材料的刀具材料有高速鋼、硬質合金、涂層硬質合金、陶瓷和立方氮化硼等。
(1)硬質合金刀具被廣泛應用于難加工材料的切削,硬質合金具有高的熱硬性,在很高的溫度下仍能保持其硬度,因此,硬質合金刀具的切削速度是高速鋼刀具的3~6倍。
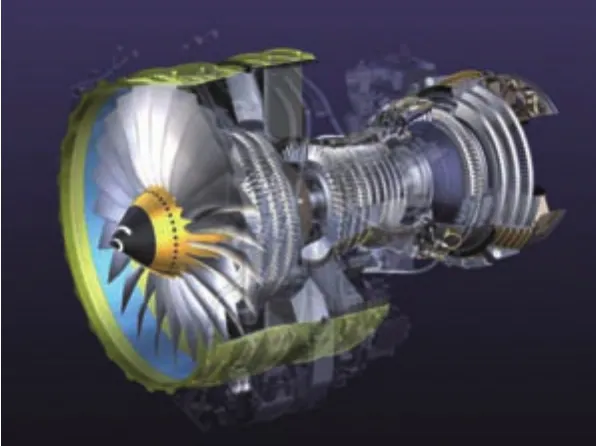
圖1 國外航空發動機
(2)硬質合金涂層刀具:應用涂層刀具要注意刀具涂層與被加工工件材質的匹配性,只有選用的涂層與所加工的工件材質很好的匹配,才能獲得理想的切削加工效果和提高刀具壽命,否則很有可能出現負面影響。根據不同的切削加工系統條件,采用合適的相應涂層,就可以較好地解決刀具強度和韌性之間、切削速度與刀具壽命之間以及生產效率與加工成本之間的矛盾,大大提高切削速度和刀具的壽命,顯著提高切削航空發動機難加工材料切削技術水平。
(3)陶瓷刀具:陶瓷刀具一般不在零件的精加工工序使用,以免高切削熱影響零件變形。陶瓷刀具與硬質合金相比,比較脆,因此在切削過程中堅決杜絕振動現象。要求數控機床有足夠大的功率,主軸轉動平穩,進給均勻。
在車削加工時,無論何時都要保證充足的冷卻液,冷卻液不會降低切削區域的溫度,卻可以大大提高刀具壽命,冷卻液必須澆注在切削面上,保證冷卻效果。對于不同硬度的材料要選用合理的切削參數及走刀路線,保證高效切削。
3. 航空發動機難加工材料切削參數的選擇
航空難加工材料尤其是高溫合金,例如Incol718,具有高硬度、高強度、耐腐蝕且耐高溫的難加工特性。加工時刀具磨損劇烈,在高的切削溫度下,刀具將產生嚴重的擴散磨損;加工硬化現象嚴重,切削更加困難;加工過程中切削力大,為一般鋼材的2~3倍;導熱系數低,導熱性差,切削熱集中在刀尖附近,切削溫度高。
采用電抗子模塊分段投切的模塊化多電平換流器降電容方法//李鈺,李帥,趙成勇,許建中,曹均正//(19):90
切削參數是指切削速度、進給量和切削深度,切削用量是調整機床、計算切削力、切削功率、工時定額及核算工序成本所必須的參數。
(1)切削參數對金屬去除率和刀具壽命的影響如下。①切削參數三個要素與金屬去除率都是成正比關系,如果任何一個參數增加20%,金屬切除率都會增加20%。②切削參數對刀具壽命的影響:切削參數三個要素對刀具壽命的影響程度差別較大。在車削和銑削加工中,如果切削深度增加50%,刀具壽命約降低15%;如果進給量增加50%,刀具壽命約降低60%;如果切削速度增加50%,刀具壽命約降低90%。由此可以看出,切削深度對刀具壽命的影響較小,進給量對刀具壽命的影響較大,切削速度對刀具壽命的影響最大。
(2)切削參數選擇原則有以下兩點。①切削速度的選擇原則,由于切削速度對刀具壽命的影響非常大,是決定加工效益的關鍵因素,因此,切削速度是需要確定的最關鍵變量。對于特定的切削加工,選擇的切削速度應使生產率最大化或使每個零件的切削成本最小化。②切削深度和進給量的選擇原則,由于切削深度對刀具壽命的影響較小,原則上可以選擇最大的切削深度;由于進給量對刀具壽命的影響略大,原則上可以選擇較大的進給量。但是實際加工中,切削深度和進給量的選擇會受到如下因素的限制:表面粗糙度要求限制了進給量;刀片承受切削力的能力也限制了進給量;機床、零件、刀具和夾具抵抗切削力的能力限制了進給量和切削深度;需要從零件上去除的余量限制了削深度。
切削深度的選擇:粗加工時,在切削系統剛性允許的情況下,在能保證工序加工質量的條件下,可以選擇大的切削深度,選擇的最大切削深度要考慮刀具形狀、切削刃長度和主偏角。精加工時,零件的剛性已經變弱,需要去除的余量又不大,通常選用的切削深度較小,一般切削深度不應超過刀尖圓弧半徑的1/3。但切削深度不宜過小,否則刀具在硬化層切削,或刀具不能進行正常切削,只是在工件表面刮擦,這兩種情況都會降低刀具耐用度,而且加工表面的粗糙度欠佳。
進給量的選擇:粗加工時,在切削系統剛性允許的情況下,如果刀具具有足夠的強度,可以選用較大的進給量;精加工時,為了保證零件的表面粗糙度要求,選擇的進給量較小。由于進給量和刀具圓弧半徑是影響零件表面粗糙度的主要因素,因此最大進給量不能大于理論計算值。
4. 典型結構零件刀具及加工方法的選擇
(1)刀具的選擇:典型刀具如圖2所示,應用于加工中心進行高效切削的數控刀具不僅要強度高、硬度高,耐磨性還要強。必須具備高的可靠性和切削穩定性,質量一致性,各批次刀具質量一定要穩定。安裝精度高、重復定位好,具有系列化、標準化的特點,同時具有良好的斷屑、排屑性能。
刀具壽命管理:刀具固化后,刀具的加工壽命必須確定,及時更換刀具,保證零件的加工質量,強化過程控制。
(2)刀具質量控制:刀具裝夾前對刀具牌號、刀具類型以及刀具幾何參數等外柜質量進行檢查及確認,典型數控機床如圖3所示。避免裝夾不合格刀具,帶來質量隱患。
(3)在線測量刀具:運用刀具檢測系統在加工制造過程中監控加工中心的刀具狀況并進行自動刀具測量與設定,檢測刀具的幾何參數,能及早偵測到刀具的選用錯誤與預設刀具數據錯誤,同時及早得知刀具是否破損或磨損,通常有刀長與刀具直徑的測量、刀具折斷監控以及單一切削刃監控等功能。

圖2 典型刀具

圖3 數控機床
(4)整體葉輪銑削時刀具的選擇有如下幾點。
粗加工刀具:一般采用插銑刀、U鉆、飛碟銑刀、用于層銑的機夾類銑刀、整體硬質合金類圓鼻銑刀和球頭銑刀。
精加工刀具:一般采用整體硬質合金球頭銑刀、圓鼻銑刀或帶錐度的整體硬質合金球頭銑刀。
刀柄選擇原則:粗加工刀柄,裝夾插銑刀和U鉆時一般選擇強力刀柄。裝夾插銑刀、U鉆、飛碟銑刀、機夾類銑刀或整體硬質合金類銑刀的刀柄使用普通ER刀柄即可。
精加工刀柄:一般采用熱脹刀柄和高精度的液壓刀柄,減少接刀,提高葉片表面質量。
(5)薄壁零件切削加工變形控制及加工方法改進。
在加工薄壁零件時,零件容易變形,在機械加工的過程中會產生不同的殘余應力。變形主要為應力釋放變形和受力變形。
薄壁零件切削加工中產生變形的原因主要有以下幾個方面:機床本身的剛性和精度限制;數控編程中走刀軌跡的合理性;刀具的磨損和振動;切削力作用;零件受夾具施加的夾緊力作用變形;其他一些隨機因素。在以上影響因素中,由于工件的剛度不足和銑削力所引起的工件變形、殘余應力引起的加工變形是影響加工質量的主要因素。
改進措施如下:①毛料結構優化。由于零件壁厚薄,整個零件為整體鍛件結構。可以有效避免內部應力釋放引起的變形問題,提高了零件結構尺寸精度和位置精度。②工藝路線優化。造成零件尺寸精度低,技術條件難以保證。優化后采用車、銑、鉆、鏜合并加工。在銑端面及鉆鏜孔工序中將要求最為嚴格的安裝座放在最后加工,零件變形減小,尺寸及技術條件易于保證。③精車、銑削零件及鉆孔中采用輔助支撐。在夾具設計中采用徑向可調輔助支撐提高零件徑向剛性,從而增強工藝系統的穩定性。根據零件的結構在夾具設計上可實現快速換裝的輔助支撐,以減小零件切削加工過程中的振顫,從而控制零件的加工變形。④優化數控加工走刀路徑。⑤優化檢測方法。采用在線測量技術,極大地方便了檢測,提高了效率。
5. 結語
一代新材料、一代新型發動機。航空發動機制造企業應大力研究難加工材料切削技術、先進刀具的應用技術、精度與表面質量控制以及工件變形預測與補償等技術。建立綜合優化試驗設計體系和切削仿真試驗驗證體系。大力加強航空發動機切削加工過程控制,促進航空發動機制造水平不斷提升。
[1] 王聰梅. 航空發動機典型零件機械加工 [M]. 航空工業出版社,2014.
[2] 韓榮第. 難加工材料的性能特點決定高效加工的有效途徑 [J]. 航空制造技術,2010(11):41-45.
猜你喜歡
汽車維修與保養(2021年8期)2021-02-16 00:28:30
汽車維修與保養(2021年8期)2021-02-16 00:28:18
汽車維修與保養(2020年11期)2020-06-09 05:42:06
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
汽車維護與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(2015年1期)2015-04-17 03:25:30
汽車與新動力(2015年1期)2015-02-27 12:11:01
汽車與新動力(2014年6期)2014-02-27 12:10:49
汽車與新動力(2014年5期)2014-02-27 12:10:41
汽車與新動力(2014年2期)2014-02-27 12:10:15
