基于FANUC 0i-TF系統實現快速自動對刀新方法
2018-03-26 09:37:19無錫機床股份有限公司江蘇214000
金屬加工(冷加工) 2018年3期
■ 無錫機床股份有限公司 (江蘇 214000) 李 毅
隨著科學技術的不斷發展,用戶對機床的要求也越來越高。評定機床性能的指標不僅僅是在加工精度方面和人性化的操作方面,特別是更換砂輪或零件后,快速可靠的對刀方式也是評定一臺機床好壞的重要考量標準。
MK1050A-CHL機床是一種氣門桿加工專用數控磨床,各項加工精度指標均已達到設計要求,但是用戶還希望能夠提供一種更加快速可靠的自動對刀方式,盡可能地減少人工干預,提高工作效率,減少失誤。通過多方案對比研究,決定試用日本FANUC公司最新推出的、擁有能夠進行納米單位精密運算的新一代先進數控系統,結果表明,基于FANUC 0i-TF數控系統不僅實現了自動快速對刀功能,定位精度高,而且針對不同用戶的要求,二次開發的空間也很大。
1. 自動對刀方法
(1)原機床磨削動作分解。MK1050A-CHL機床的磨削進給動作分為快靠、快趨、粗磨1、粗磨2、精磨1、精磨2和光磨7個動作,其中光磨屬于無進給磨削。當機床從磨削起始位開始磨削,根據加工工藝要求依次執行以上磨削動作,即可加工出合格尺寸的零件。快靠量、快趨量、粗磨1量、粗磨2量、精磨1量以及精磨2量的量值總和稱為磨削進給總量。
(2)自動對刀法的工作方式。同用戶充分研討后,針對用戶的操作習慣,設計了如下快速自動對刀法。
MK1050A-CHL機床設計成分別是調整、自動、手輪和編輯四個工作方式。調整方式時機床可以進行各種調整動作,也可以通過面板上的軸操作鍵,控制各軸運動。自動方式時一般執行全自動動作。手輪方式即通過電子手輪控制各軸運動,用戶一般習慣于在此方式下對刀。編輯方式則主要用于程序修改。
(3)操作步驟首先是將數控系統切換到“手輪方式”。啟動砂輪及導輪后,通過手輪調整砂輪進給前后位置,直至磨削出尺寸合格的產品。這個位置一般稱為“磨削終點位”。長按在操作面板上新增的“自動對刀”鍵,數控系統自動以磨削終點位為基準向后走一個磨削進給總量,再把當前位置讀出來,作為C軸磨削起始位。以后所有的磨削動作都以這個位置作為磨削起始點。完成對刀。
2. 自動對刀方法的設計
(1)人機界面的定義與開發。FANUC 0i-TF數控系統針對不同用戶的要求,對操作界面可以進行二次開發。首先制作OEM操作界面(見圖1)。在畫面中定義“C軸磨削起始位”,對應的宏變量地址位#515(見圖2)。
NC程序的設計如下:
…
N01 IF[#1005EQ1]GOTO912//NC程序中的快速口#1005,對應PMC程序中的地址位G54.5程序開始部分,判斷快速口1005是否為1,是則跳轉到912句。
…
N912
#160=#600+#601+#602+#603
+#604+#605
//將快靠量、快趨量、粗磨1量、粗磨2量、精磨1量、精磨2量的量值總和傳入磨削進給總量#160。
N913 G54G91G01C-#160F#613//以粗磨1速反向走一個磨削進給總量#160。
G31//跳轉,起緩沖功能。
N914 #515=#5041
//讀出當前進給軸的實際絕對坐標位置值#5041到。#515)
N920 M61
//對應于PMC程序的位R13.1通。
M02
//程序執行結束。
(2)PMC程序的設計。
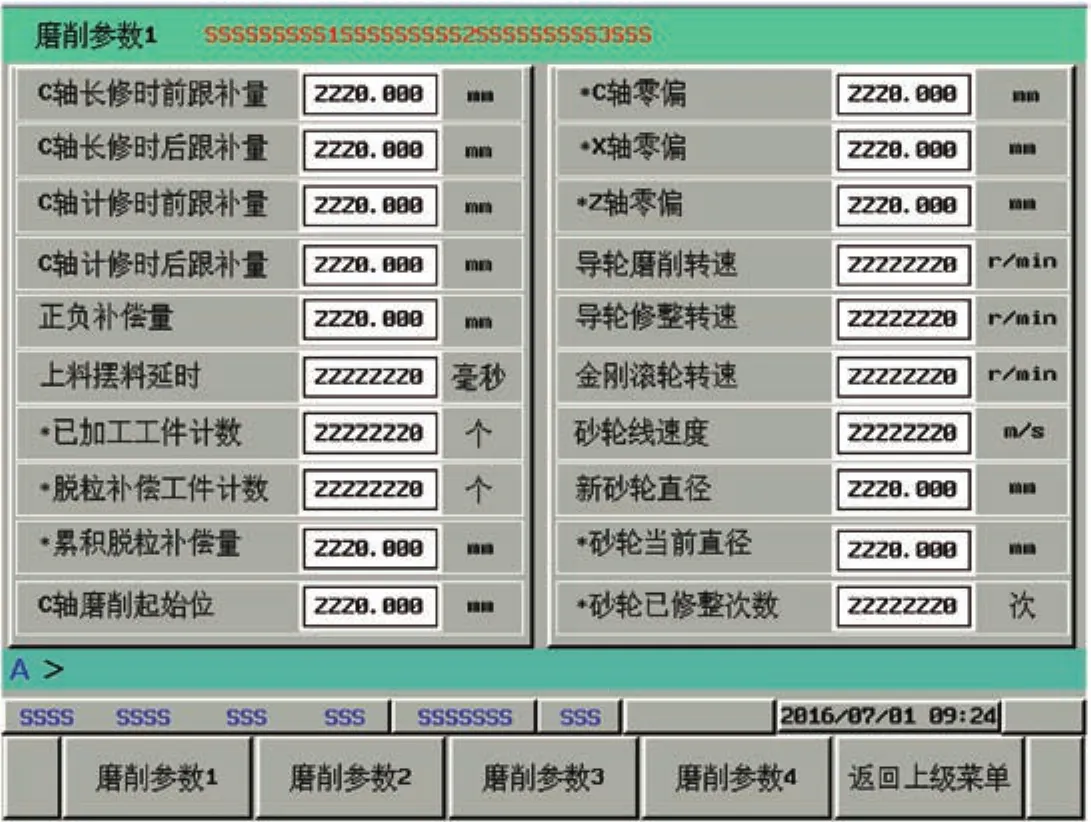
圖1 FANUC系統OEM操作界面

圖2 參數定義
值得一提的是,FA N U C 0i-TF數控系統要求所有自動執行的動作都必須在自動方式下執行,而用戶又習慣于在手輪方式下對刀,這就必須使用一些特殊的程序處理方法,將操作方式自動切入自動方式,執行完自動對刀動作后,再自動切換到手輪方式(見圖3)。
當FANUC 0i-TF數控系統在手輪方式下,面板上的手輪方式指示燈亮起,系統內部地址位R911.0通(方式狀態指示燈的通斷程序編寫不展開描述)。通過手輪調整砂輪進給前后位置,磨削出尺寸合格的產品,確定磨削終點位。按操作面板上“自動對刀”鍵,地址位R900.4通。為了防止誤操作,此鍵必須長按10s,然后才能觸發位R650.1,正式起動快速自動對刀功能。
取R 6 5 1.1的上升沿信號R650.2。R655.0為R650.2的自鎖信號,直到R651.1信號通,自鎖解除。從PMC程序的編寫可以看出,動作執行的時序上一定是R650.2先通,切換工作狀態置自動狀態。然后再位R651.1通,觸發NC程序的啟動位G7.2,執行自動狀態下的NC程序。
在位R650.1通的同時,自鎖信號G54.5,直到R13.1通,即NC程序中的M61執行。PMC程序中的G54.5通,對應于通道1的快速口#1005等于1。NC程序在執行時,可以以此快速口的狀態判斷是否要跳轉執行相關快速對刀程序。
當NC程序執行到M61,PMC程序中對應的位R13.1通。R650.3為R13.1的自鎖信號,直到R650.5信號通,也就是200ms后,自鎖解除。位R650.4是用于切換工作狀態的。為了保證NC程序已經執行完,再切換工作狀態,PMC程序特意編寫,在NC程序執行M61動作后100ms,位R650.4才通(見圖4)。
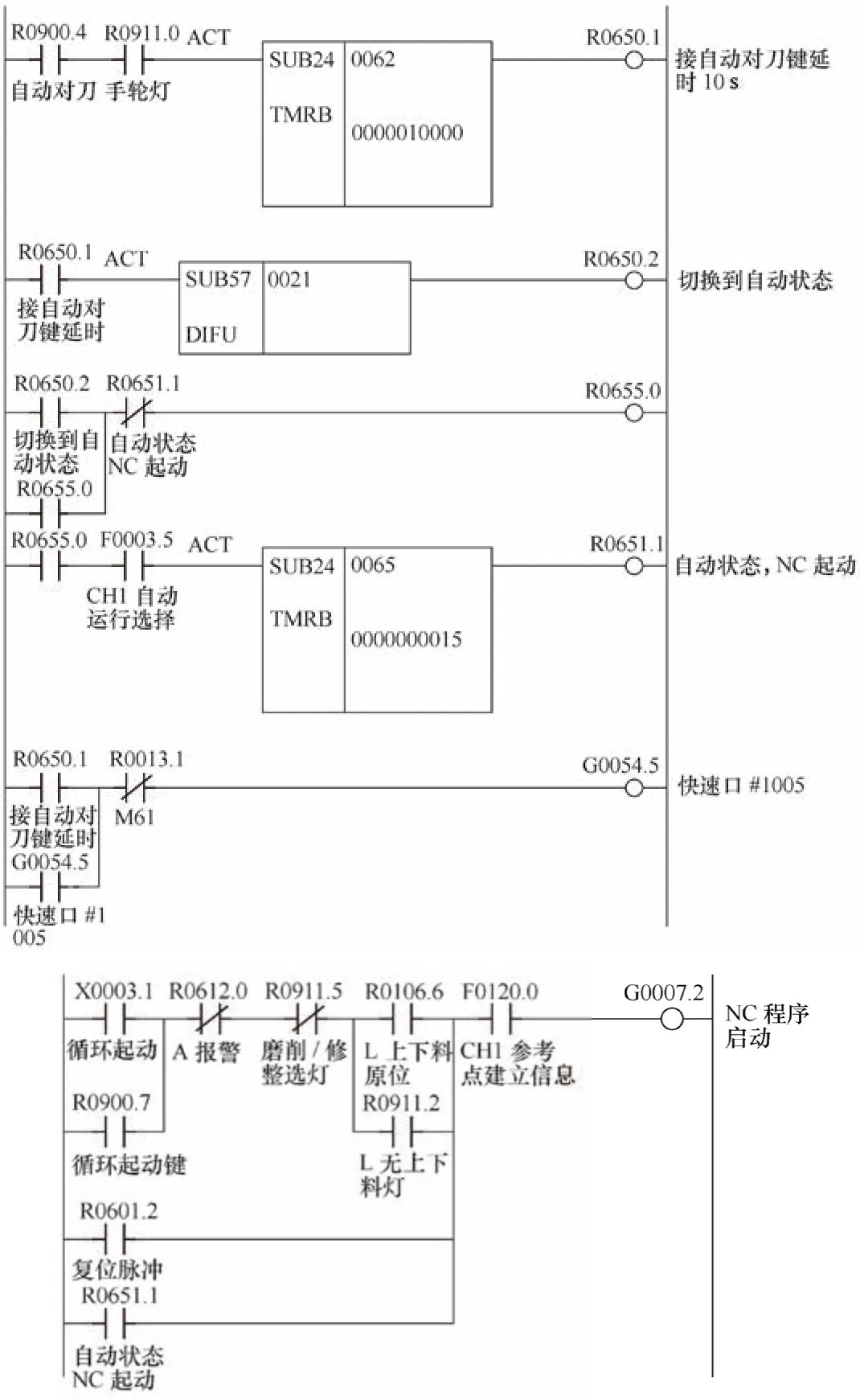
圖 3
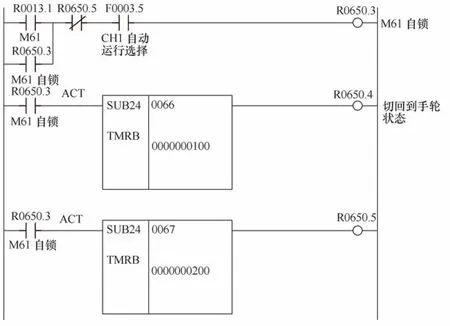
圖 4
位R650.2通,執行方式切換動作。首先觸發位R200.7,解除原先工作方式的選定。然后觸發G43.1和G1043.1通,G43.1是通道1的MD1位,G1043.1是通道2的MD1位。工作方式即可切換到自動方式(見圖5)。工作方式與MD位之間的關系如附表所示。
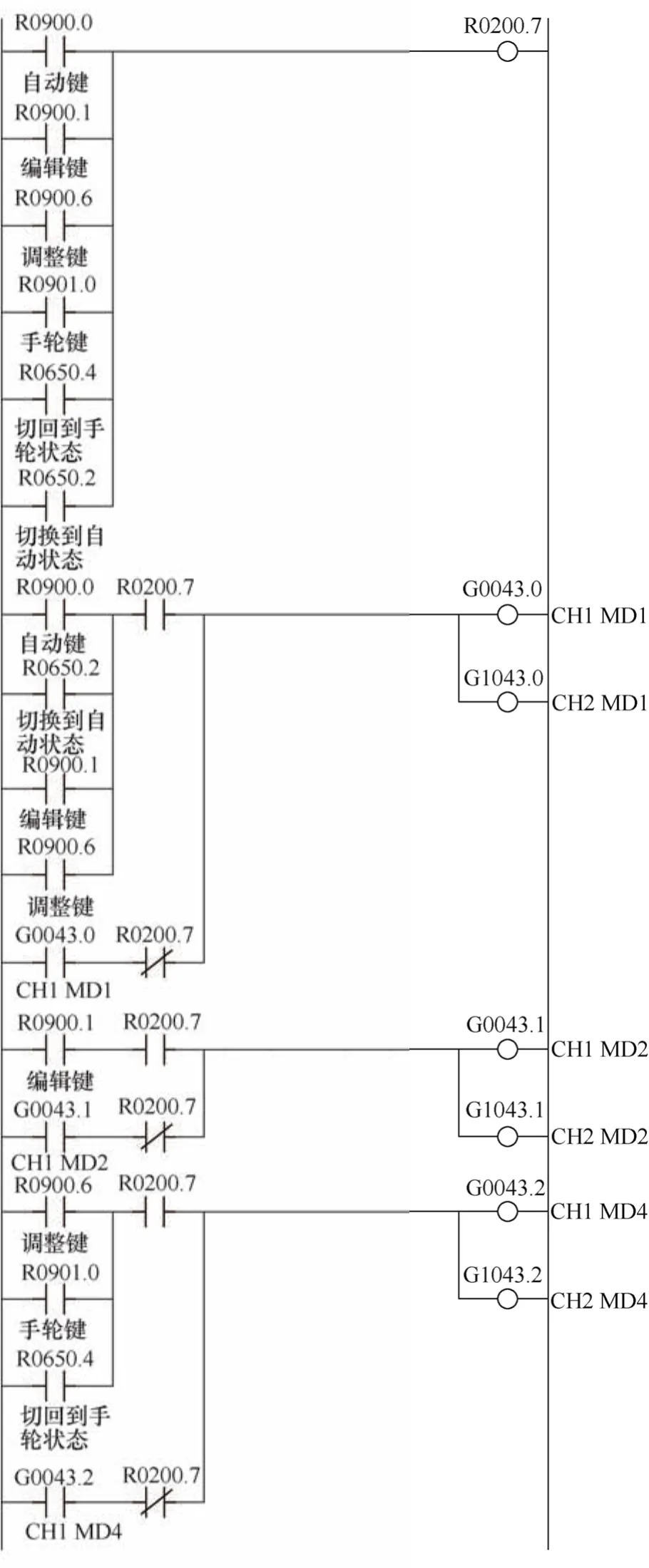
圖 5
工作方式與MD位之間的關系表
同樣道理,位R650.4通,觸發位R200.7,解除原先工作方式的選定。然后觸發G43.2和G1043.2通,G43.2是通道1的MD4位,G1043.2是通道2的MD4位。工作方式即可切換到手輪方式。

工作方式 MD4 MD3 MD1編輯方式 0 1 1手輪方式 1 0 0調整方式 1 0 1自動方式 0 0 1
3. 結語
通過對原機床磨削動作分解和設計快速自動對刀工作方式的分析,結合用戶習慣性的手輪方式對刀,使用了一些特殊的程序處理方法,將操作方式自動切入自動方式,執行完自動對刀動作后,再自動切換到手輪方式,獲得成功。
新一代FANUC 0i-TF數控系統,能夠滿足定位精度高、實現快速可靠的自動對刀功能。快速可靠自動對刀方式的實現,減少了人工干預失誤,提高了工作效率。
[1] 宋松,李兵. FANUC 0i系列數控系統連接調試與維修診斷 [M].北京:化學工業出版社,2010.
[2] 譚曉軍. M1050A磨床的PLC改造 [J]. 機床電器,2012,39(4):46-48.
猜你喜歡
人大建設(2019年12期)2019-05-21 02:55:44
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
環球時報(2017-03-30)2017-03-30 06:44:45
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
中國衛生(2015年3期)2015-11-19 02:53:32
