擔負公司命運的刀具涂層技術
2018-03-26 09:37:16尚亞國際貿易公司上海230106章宗城
金屬加工(冷加工) 2018年3期
關鍵詞:不銹鋼
■ 尚亞國際貿易公司 (上海 230106) 章宗城
1. 涂層技術應用
就刀具產品本身的競爭力而言,最主要的一個是結構設計的優勢,一個是材料性能的優勢,即主要指切削部分的基體和涂層材質的優勢。涂層很薄,一般不超過刀片厚度的0.2%。甚至只有幾納米。但這薄薄的一層作用巨大,改善革新潛力很大,為大家所注目(見圖1)。
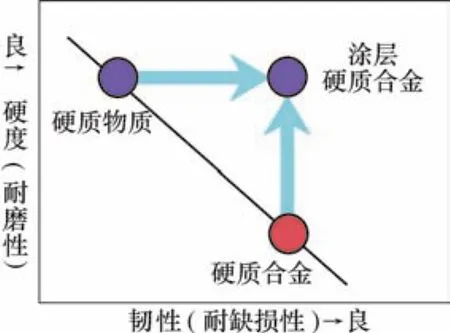
圖1 涂層的功用
目前,切削加工時,大多數情況,有沒有涂層,具有怎樣的涂層,它們之間在切削效果上,可顯示巨大的差異,各自可承受的切削用量和耐磨性以及使用壽命可相差甚多甚至數倍。把好的基礎涂層和由此衍生出能適應各種被加工材料、加工形態的系列涂層開發出來,將它涂到不同的刀片和整體刀具上,應用在各種不同場合,就會全面提高整個加工過程的的效率和產品的質量,提高公司的競爭力和效益。
2. MIRACLE涂層
1987年神鋼制作所,現三菱明石制作所開發的MIRACLE涂層,就是他們所指的擔負公司命運所開發的涂層。實質它是一種在常用TiN膜中,用特殊技術加Al的(Al,Ti)N的膜層,呈紫黑色。在當時一片金黃色TiN涂層的世界里,開始頗引起大家的疑慮。可是實際的效果令大家折服。在TiN(硬度1900HV,結合力60N,氧化開始溫度620oC)加了Al,它部分置換了Ti,因Al的原子半徑小,而引起晶格結構的畸變,而這種新涂層強度和硬度顯著提高(硬度達2800HV),新技術使涂層結合力也提高到80N,同時氧化開始溫度,即耐熱性也提高到840oC。TiN的導熱性較好,就易將較多的切削熱傳給了刀具,使其基體在高溫時硬度下降,耐磨性變差。而(Al,Ti)N導熱性較差,切削熱難以傳到刀具基體,使其基體在高溫下,保持高硬度,耐磨性增強,使用壽命提高。(Al,Ti)N涂層屬物理氣相沉積(PVD)方法形成的涂層。物理氣相沉積方法與化學氣相沉積(CVD)方法各有優缺點,CVD法有個優點能生成高溫條件下硬度高,熱擴散率低即導熱性差的Al2O3涂層。這是一般PVD法所難以生成和企求的(見圖2)。
三菱公司運用他們專門的Micracle涂層技術生成(Al,Ti)N膜層,如圖3所示。
用Miracle的PVD法雖難以單獨沉積Al2O3,但在高溫高壓切削環境下,(Al,Ti)N中的Al會發生氧化,形成非晶質的Al2O3保護膜,這個膜層還會不斷地自行更新,可防止涂層和涂層下基體材料發生氧化損失。因此在高速切削產生的高溫條件下,膜層的化學與熱穩定性好,也一定程度上達到了Al2O3膜高溫時,硬度更高,隔熱好,切削熱難以導入的優異性能,而使刀具更耐磨,壽命更高。
涂層的質量與性能除與涂層的材料有關外,與預處理、后處理、涂層的結構、涂層的涂覆技術都有關。
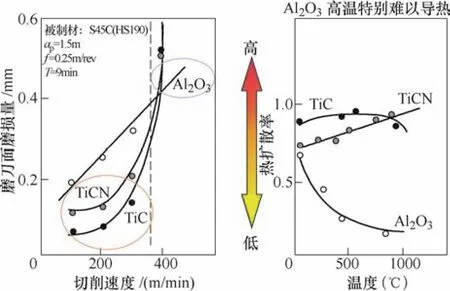
圖2 Al2O3膜層的優異性

圖3 (Al,Ti)N成膜示意圖
MIRACLE涂層技術的突破并配合先進刀具結構形狀的開發,很快使它成為三菱公司的主力的專利技術。特別此涂層和公司成功開發的堅韌性極佳的超微粒硬質合金基體材料TF15相結合,實現強強聯手,二者不但結合強度高,具有穩定的壽命,耐氧化性優異,即使加工高硬度材料,也能保持較高的壽命,實現穩定加工。它還具有優異的通用性,因此很快的也成為刀片、刀具的主力材質之一,其牌號為VP15TF,而廣泛地受到客戶的歡迎。甚至還有“只要用VP15TF就不會錯”的說法。如這種材料用于主刀刃、主后面、螺旋槽等進行了改進的高效WSTAR鉆頭,可使這類鉆頭成為鋒利、排屑好、切削力小、壽命長、廣受歡迎的鉆頭。甚至可做出高效一次加工出L=30D深孔的鉆頭,在一定條件下可以代替深孔鉆,且不需要專門的深孔鉆床。用VP15TF做出的各種刀片用于裝可轉位刀片的車、鏜、銑、鉆等刀具上。可以加工各種材料,在一定條件下,還可實現以車代磨,以銑代磨,精加工淬硬材料及用于加工多種難加工材料。整體的硬質合金帶MIRACLE涂層的滾齒刀可以干式切削加工齒輪。
Miracle涂覆(Al,Ti)N技術還推廣到高速鋼,這稱之為VIOLET涂層。對高速鋼刀具進行涂層處理時,溫度應不超過550oC,過高會回火,使基體硬度下降,膜層結合力變差。在低溫下涂覆的技術,經三菱公司技術人員連續奮戰,終于開發成功。并解決了(Al,Ti)N膜在低溫下結合強度低的難題,提高了抗氧化性,同時保持了基體硬度和韌性。VIOLET涂層與原TiN涂層性能比較如表1所示。
目前高速鋼的鉆頭、立銑刀等刀具仍在考慮低成本、重磨方便、需要注重防止刀具破損折斷、機床轉速低、剛性差、功率小等加工條件下持續使用。VIOLET涂層的出現可大大改善在這些條件下的加工效率和使用壽命。涂覆VIOLET涂層的高速鋼立銑刀和鉆頭。因為硬度提高還可以較長期保持精度,而用于這些刀具的高精度系列產品。他們開發出的頂角為180o可加工出孔的平底面的VA-PDS-CB型帶VIOLET涂層高速鋼锪鉆,性能超過一般硬質合金锪鉆。
齒輪加工和拉削用刀具,目前主要還是用高速鋼制造。VIOLET涂層用到高速鋼的滾齒刀上,使其使用壽命高于TiN涂層2倍。在其基礎上改進的DP涂層,耐磨耐熱性可進一步提高,甚至可進行200m/min以上高速、干式加工。先進的MIRACLE、MIRACLE40界面控制技術還應用到拉刀,開發出壽命長、效率高的命名為GV21涂層,硬度提高,切削阻力下降,加工數量比TiN涂層增加了70%。
3. MIRACLE技術改進成果
為更高效地加工,特別是針對不銹鋼、難加工耐熱合金、淬硬鋼等,三菱公司憑借MIRACLE技術生成的(Al,Ti)N卓越涂層的基礎上,又進行了多方面的改進。現已有以下幾個杰出的成果:

表1 VIOLET涂層的特性
(1)針對難加工的不銹鋼和耐熱鋼的高效車削難題,可以調整Al含量和涂層結構形態。AL含量增多的優點如上述。但Al含量過高,如超過65%左右,如采用一般技術,涂層性能反而會下降,如圖4所示。
三菱采用新的高鋁技術,不生成用一般技術,因鋁過多,造成的軟質相,新技術可促使涂層微結構化、微合金化,提高抗氧化能力,生成了均質的高硬度相。如用此技術的MP735的涂層品種,配合相應的斷屑槽,可高效穩定地加工各類不銹鋼。包括對它進行連續和斷續切削和有黑皮工件的切削。針對難加工的鎳基、鈷基合金,他們又利用此技術開發出MP9005、MP9015品種,再配合相應的斷屑槽和幾何角度,改善了刀具的邊界磨損。再提高壽命約30%左右。
(2)針對高硬被加工材料,采用了在Miracle涂層(Al,Ti)N涂層的基礎上,加入其他適當的元素,三菱首先在涂層中加入Si,形成(Al,Ti,Si)N涂層。又進一步對涂層結構予以改進,開發出稱之為Impact Miracle的新技術,形成了納米級(Al,Ti,Si)N涂層,這三種涂層的硬度,抗氧化溫度,結合力,與鋼之間的摩擦系數,可見表2。它們廣泛地用在各種立銑刀表面。可以看出納米級(Al,Ti,Si)N涂層的硬度已接近立方氮化硼(CBN)的硬度。淬硬材料可直接高效銑削加工。這使得多用硬材的模具等行業加工效率大幅度提高。用它還可以切削高速工具鋼,這標志先進的有涂層切削工具已進入“能用工具加工工具的時代”,更廣泛地獲得了好評。
(3)SMART MIRACLE涂層是利用最新技術,形成硬度高,耐熱性極佳的(Al,Cr)N新涂層。又使涂層外表面生成超平滑的所謂ZERO-μsurface膜。這種涂層可以很好抑制它與被加工材料切屑的粘結,降低切削阻力,從而實現令人驚異的高效加工。用這種涂層通用性還特別好,如SMART MIRACLE涂層立銑刀可加工一般的碳鋼、合金鋼、軟鋼、硬鋼、合金工具鋼、各類不銹鋼、鈦合金、耐熱合金鋼、銅和銅合金等。用它進行側面銑削時。在機床,工件剛性高且排屑性優異的情況下,可選擇高效加工條件。這三項有一項不足的情況下,可選擇通用加工條件。在直徑不同的立銑刀,高效加工條件比通用加工條件,切削速度可高出不同的倍率,但進給速度可高出1倍多。此涂層切不銹鋼、鈦合金、耐熱合金時,加水溶性冷卻液效果好。
(4)在(Al,Ti)N基礎上,再加Cr,開發形成了(Al,Ti,Cr)N類多層涂層,代號為MS+。這種獨特的涂層技術,實現了(Al,Ti)N與(Al,Cr)N多層化。能夠用于加工多種被加工材料,如碳鋼、合金鋼、合金工具鋼、高硬度鋼、銅、銅合金、析出硬化類不銹鋼等。
由圖5可知,MS+的硬度、膜層結合力都高于(Al,Ti)N和(Al,Cr)N,氧化開始溫度也很高(見表3)。它能加工鋼的硬度范圍是30~52HRC,更高硬度的鋼可用上述加Si的IMPACT MIRACLE涂層刀具去加工。
M S+涂層型號產品中,MP2SSB、MP2SB、MP2MB、MP2LB超短、短、中、長,四種球頭高效立銑刀用得很廣。
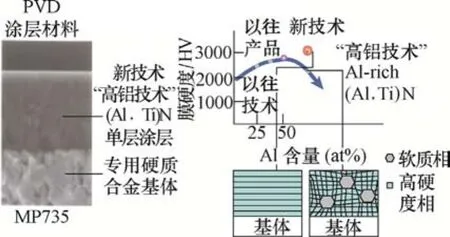
圖4 高鋁技術涂層特性示意圖

表2 幾種涂層性能比較
還有一種稱之為DP1020鉆頭專用的Al-Ti-Cr-N多層涂層,外表有zero-μ的平滑涂層,極易排屑導熱,降低鉆削力,現主要用于WSTAR系列鉆頭的升級產品MVE/MVS系列鉆頭。它的氧化開始溫度為800℃,硬度達2 900HV。這種涂層的鉆頭的刃帶,抗磨損能力特強。可更高效地鉆孔。另一種三角形冷卻液油孔的MQS型鉆頭采用的涂層是DP3020。與MQS冷卻液油孔結構形狀近似的不銹鋼加工專用鉆頭MMS型采用了DP7020牌號涂層。分別可更高效地針對不同加工材料,進一步提高加工效率。
(5)針對不斷承受沖擊載荷,易破損的銑刀刀齒,三菱又集各種優異涂層和涂覆技術大成。開發出命名為“MIRACLE Σ”使涂層達到很強的韌性(TOUGH),它為可阻止裂紋延伸擴展的多層涂層。這大大提高了耐破損性。考慮到不同類型被加工材料的各自特性,對碳鋼合金鋼、不銹鋼、鈦合金耐熱鋼、分別開發出MP6100、MP7100、MP9100三系列涂層。這三系列涂層,在耐熱性、硬度方面比以往產品提高很多。一般硬度提高到3 000HV,氧化開始溫度提高到1 100oC。圖5所示意的多層結構阻止了裂紋的延伸,防止了因此造成的破壞。
圖5中可見具體多層的結構組成也不一樣,大家有共同的Al-(Al,Ti)N膜層,此層Al含量高,如前述,形成的均質相,使其硬度提高并穩定,加工時耐磨耐龜裂。而針對不同的被加工

(Al,Ti,Cr)N類多層涂層 (Al,Ti)N (Al,Cr)N硬度/HV 3 200 2 800 3 100氧化開始溫度(℃) 1 100 800 1 100結合力/N 100 80 80

圖5 多層涂層組成針對不同被加工材料而異

表4 與不同被加工材料間的摩擦系數
表3 幾種涂層性能比較材料,除共同材料的一層外,另一層的材質并不相同,加工鋼、合金鋼等P類材料時,加(Al,Cr)N層,可耐熱膨脹和收縮,防止熱龜裂。加工不銹鋼等M類材料時,加TiN層,因不銹鋼易加工硬化,這樣可防止刀刃的邊界磨損。加工耐熱合金S類時,加CrN層,可防止因生成積屑瘤而造成的切削刃黏附損傷。
這類涂層的外層摩擦系數很低,可抗粘結,由表4可見MP6100和55號鋼,MP7100和奧氏體不銹鋼,MP9100和鈦合金,摩擦系數分別僅為0.4、0.5、0.3,大大低于以往的0.7。摩擦系數小,既抗黏附又減少了切削力和動力消耗,而節能。
(6)還有一種稱之為“Miracle Nova”涂層,即硬質(Al,Ti)N膜和潤滑膜多層連續沉積涂覆,硬質膜耐磨、耐熱、抗氧化,用在立銑刀上,特別是用于球頭立銑刀,可長期保持刀具精度。潤滑膜可減少摩擦,防粘結和由此造成損傷。
MIRACLE新涂層的各類立銑刀等曾獲得了日本機械學會技術獎。正是MIRACLE涂層的開發成功,并不斷改進,使三菱綜合材料公司的各類刀片、車刀、銑刀、鉆頭,還包括齒輪加工刀具、拉刀的新產品不斷推出。這種創新開發一種優秀涂層,然后在此基礎上,進一步衍生開發多種適應不同加工條件更高效涂層,使公司產品品質不斷提高的途徑,很值得我們學習。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
