輪空壓機自動聯鎖恒壓控制系統的應用
2018-01-02 12:37:12俞詩雄
佛山陶瓷 2017年12期
關鍵詞:變頻器
俞詩雄
(廣東博德精工建材有限公司,佛山528000)
Machine&Equipment機械與設備
輪空壓機自動聯鎖恒壓控制系統的應用
俞詩雄
(廣東博德精工建材有限公司,佛山528000)
本文分析了空壓機節能現狀,探討了一種空壓機自動聯鎖恒壓控制系統的應用。此應用解決了多臺空壓機與現場壓力需求無法實時匹配問題,節約了15~20%空壓機用電及大幅減少了空壓機加載卸載次數。
空壓機;自動聯鎖;恒壓控制;節電
1 前言
陶瓷行業生產線占地面積廣、使用空氣壓縮氣的設備眾多(如噴霧塔、拋光磨邊設備、窯爐、壓機等),且部分用氣設備屬于間歇性生產設備(根據生產計劃安排進行開停),因此,空氣壓縮氣需求波動較大。目前陶瓷行業使用的空壓機基本為雙螺桿式空壓機,具有可靠性高、操作維護方便、動力平衡性好、強制輸氣等特性,但多臺空壓機之間未能根據生產用氣需求進行很好的協作,缺乏一套自動聯鎖恒壓控制系統,導致空壓機頻繁加載卸載,與用氣需求量無法達到實時精準匹配,造成空氣壓縮氣的浪費和空壓機的維護成本偏高。本文主要從以下兩方面對空壓機節能運行進行探討:
(1)陶企空壓機節能現狀;
(2)空壓機自動聯鎖恒壓控制系統的應用。
2 空壓機節能現狀
針對現今使用較普遍的螺桿型空壓機,陶企主要從以下幾個方面進行節約電力:
(1)治理泄漏。
由于陶企幾乎各工序均要使用到空氣壓縮氣,管道布置較長,極易存在管道泄漏。解決措施主要是在管路各段設立壓力表,一般空壓機出口到工廠使用點,壓降不能超過1 bar,確保管道不泄漏。
(2)匹配壓力需求。
通過仔細評估用氣設備的壓力需求,在保證生產的情況下盡量調低空壓機排氣壓力。在空壓機安裝時,采用就近原則,在壓縮氣使用需求量較大的地方就近選擇位置進行安裝;在管道布置方面采用環型管網,以平衡各點用氣壓力。
(3)降低采氣溫度:因一般空壓站內部溫度都高于室外,可考慮室外采氣。
(4)空壓機余熱回收。
將空壓機運轉過程中的熱量通過換熱管進行回收加熱自來水,以送至宿舍等使用。
上述的空壓機節能措施均無法真正實現實時匹配用氣需求,達到一個精準的狀態,會造成空壓機頻繁加載卸載,導致用電增加和空壓機維護成本居高不下。因此,這里提出一種空壓機自動聯鎖恒壓控制系統,它能夠大大的減少空壓機加載卸載,且能夠與用氣需求達到精準實時匹配,節約空壓機用電、減少維護成本等。
3 空壓機自動聯鎖恒壓控制系統的應用
空壓機自動聯鎖恒壓控制系統主要是通過電路技改,達到與實際用氣需求實時匹配,以實現節約用電、節省維護成本的目的。下面舉例說明:某陶瓷廠2臺空壓機(均為75 KW阿特拉斯螺桿型空壓機),原先空壓機全部采用工頻控制,且單獨工作不聯鎖,當管道壓力低于5.8 bar時,兩臺空壓機自動進行加載;當管道壓力高于6.6 bar時,兩臺空壓機自動進行卸載;當管道壓力介于5.8~6.6 bar時,由于空壓機的壓力變送器存在±0.3 bar誤差或因兩臺空壓機距離較遠存在管道壓力誤差等,有時會導致一臺空壓機正在加載,而另一臺空壓機卻在卸載,造成空壓機頻繁加卸載及用電損失。其電路如圖1所示。
為解決此問題,對這兩臺空壓機進行電路技改,技改分聯鎖控制和變頻恒壓控制兩部分。
首先對2臺空壓機電磁閥線路進行技改,新增管道壓力監測點,增加PLC控制。將壓力監測數據送至PLC,由PLC統一控制兩臺或多臺空壓機的加卸載動作,保障了不同空壓機的統一動作,即同時加載或同時卸載。為避免壓力傳感器4~20 mA信號受干擾,增加電流隔離器,以保障壓力信號的傳輸準確。
其次對2臺空壓機主電機線路進行技改,新增變頻器、完善PLC程序,保證管道壓力信號(4~20 mA)經PLC處理后送至變頻器進行變頻控制,此技改保障了空壓機的運行與實際生產用氣需求實時相匹配,即達到恒壓控制效果。根據實際情況,設定了恒定壓力為5.9 bar;設定變頻器下限頻率為30 HZ,當低于下限頻率時,空壓機自動停機。
經上述兩部分改造后,空壓機節能技改電路如圖2所示,其中2號空壓機電路技改同1號空壓機。
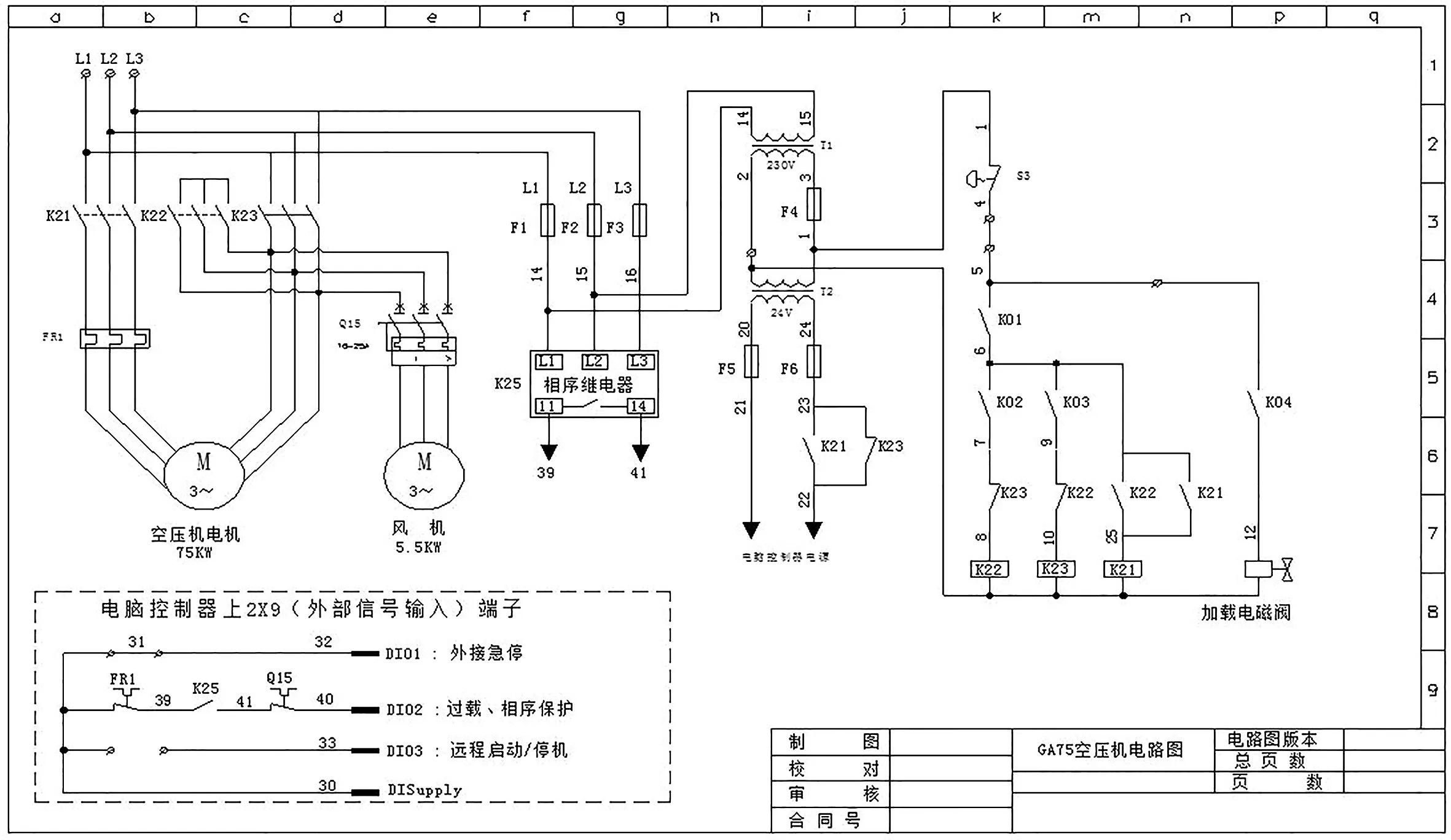
圖1 75KW阿特拉斯螺桿型空壓機電路控制圖
4 結語
上述兩臺空壓機經自動聯鎖恒壓控制系統改造后,大大降低了空壓機加卸卸載次數、節約了15~20%的用電、減少了空壓機維護成本等。
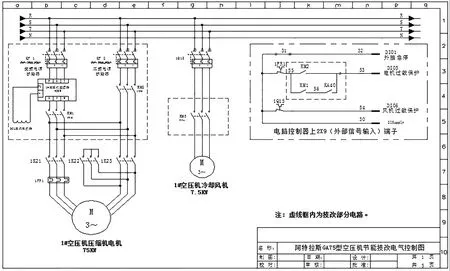
圖2 阿特拉斯GA75型新增變頻器電路圖
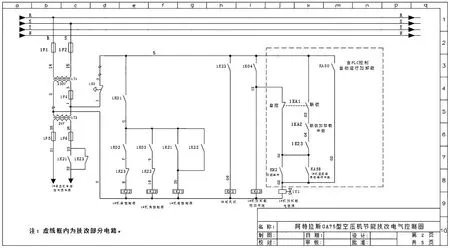
圖3 阿特拉斯GA75型加卸載新增PLC自動控制電路圖
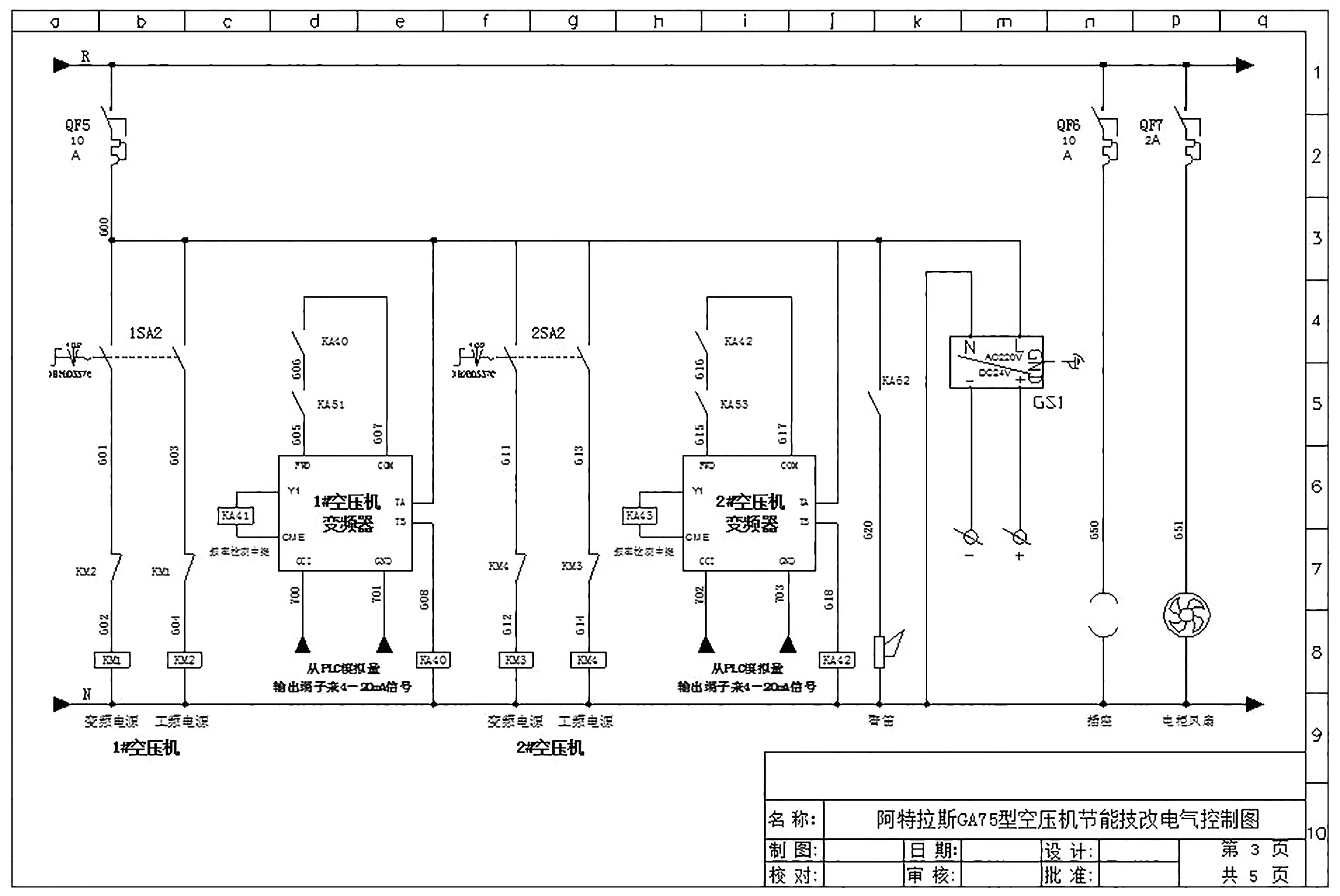
圖4 兩臺空壓機變頻器控制原理圖
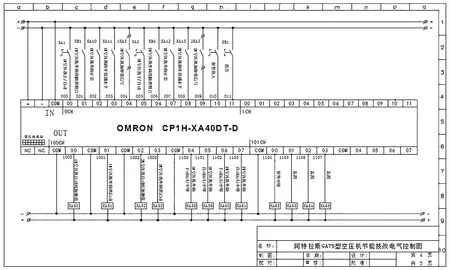
圖5 兩臺空壓機PLC自動控制接線原理圖
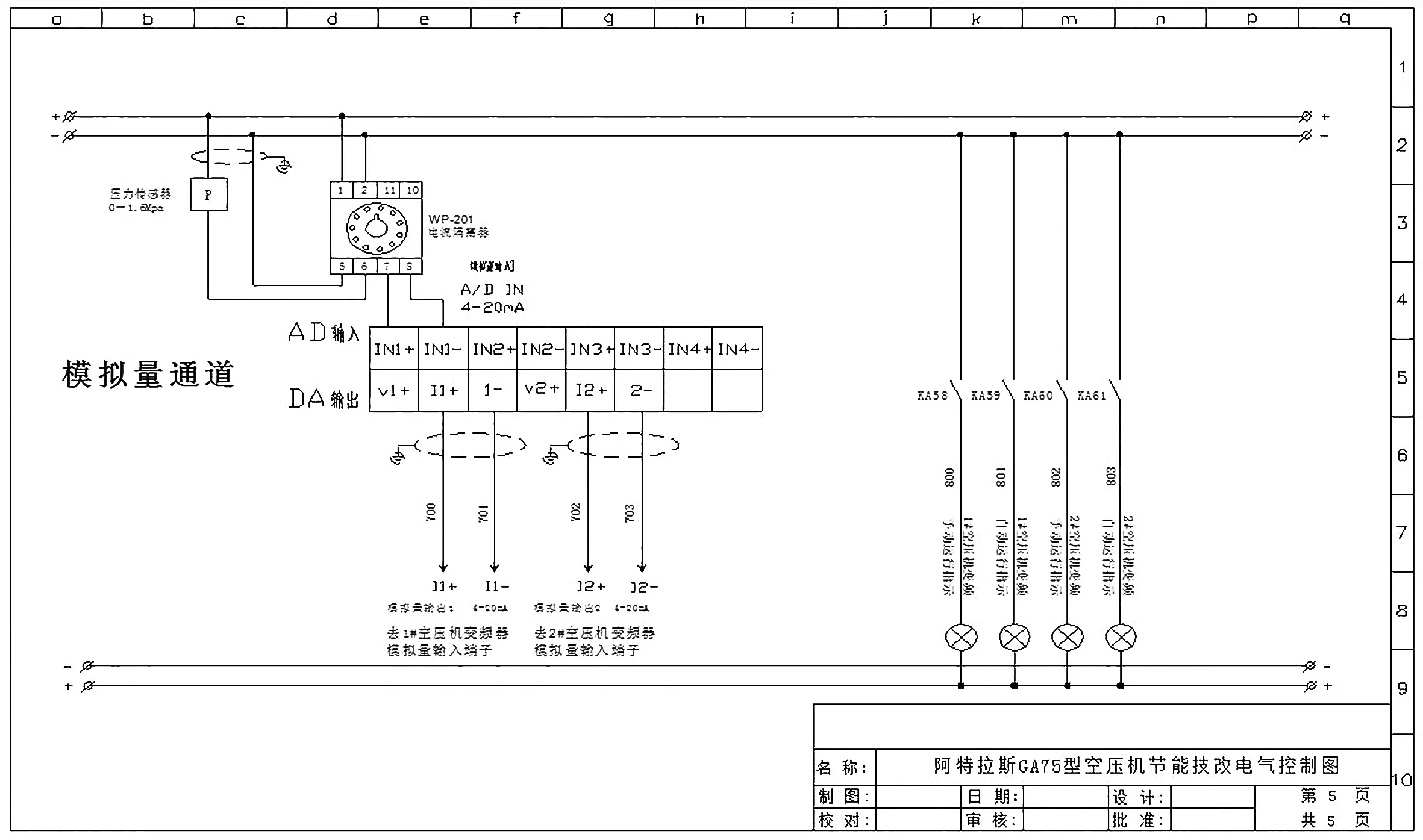
圖6 兩臺空壓機PLC模擬量接線圖
[1]廖常初等.PLC編程及應用[M].機械工業出版社,2014.
[2]胡壽松.自動控制原理(第四版)[M].科學出版社,2013.
[3]阿特拉斯.科普柯固定式螺桿壓縮機使用說明書,2002年.
[4]魏召剛.工業變頻器原理及應用[M].電子工業出版社,2006.
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52