雙細絲并聯多絲埋弧焊接工藝試驗研究
2017-11-06 01:41:38付緒宏王景科侯樹林付彥宏楊瑋瑋
焊管 2017年9期
趙 波,付緒宏,王景科,侯樹林,付彥宏,楊瑋瑋
(1.渤海裝備鋼管設計研究院,河北 青縣 062658;2.渤海裝備巨龍鋼管有限公司,河北 青縣062658;3.中石化集團管道儲運公司,江蘇 徐州221000)
雙細絲并聯多絲埋弧焊接工藝試驗研究
趙 波1,付緒宏2,王景科3,侯樹林1,付彥宏1,楊瑋瑋1
(1.渤海裝備鋼管設計研究院,河北 青縣 062658;2.渤海裝備巨龍鋼管有限公司,河北 青縣062658;3.中石化集團管道儲運公司,江蘇 徐州221000)
為了解決多絲埋弧焊大線能量焊接導致的高鋼級管線鋼焊縫及熱影響區金相組織粗化、力學性能脆化的問題,設計了焊接線能量較低的雙細絲并聯多絲埋弧焊接工藝,在該工藝下進行了焊接試驗,并在相同焊接環境下與常規粗絲四絲埋弧焊工藝進行了對比。結果表明,雙細絲并聯多絲埋弧焊工藝比常規粗絲四絲埋弧焊工藝焊接線能量降低約27%,顯著改善了焊縫及熱影響區的低溫沖擊韌性,兩種焊接工藝下焊接接頭抗拉強度的變化不大。
焊接;埋弧焊;單電源雙絲并聯;低線能量;多絲埋弧焊;低溫韌性
目前,油氣輸送用管線鋼管焊接生產所使用的最主要的焊接工藝方法為多絲埋弧焊,由于多絲埋弧焊固有的焊接線能量大、熔池過熱度大的特點,容易導致焊縫及熱影響區的金相組織和力學性能惡化,造成焊縫和粗晶區晶粒粗化、低溫沖擊韌性降低的問題。為了改善這些問題,除了從原材料化學成分和金相組織設計入手以外,對于焊管生產廠家主要應從降低焊接線能量的角度出發,對現有多絲埋弧焊的焊接生產工藝進行升級改進。
1 埋弧焊工藝分析
通常所說的埋弧焊熱效率η,只是考慮焊件所能吸收到的熱能占焊接電源輸出總能量的比例。實際上這部分熱能包括兩部分:一部分用于熔化焊絲、母材而形成焊縫;另一部分用于焊劑熔化和由于熱傳導而流失于母材形成熱影響區。嚴格來講,用于熔化焊絲的熱能占總能量的比例才是真正的焊接熱效率。
埋弧自動焊的熱量分配如圖1所示,其焊接參數分別為I=1 000 A,U=36 V,v=600 mm/min。從圖1可以看出,其電弧全部熱量中用于熔滴過渡(熔化焊絲)的熱量僅為25%~30%,用于熔化焊劑的熱量為10%~15%,用于熔化母材的熱量為20%~30%。為了提高焊接熱效率,應該通過工藝改進增加熔滴過渡及其所占熱量比例,采用雙細絲代替單粗絲的單電源雙細絲并聯焊接工藝,通過減小焊絲截面積、增強電阻熱對焊絲的預熱效果,增加熔化焊絲熱量在電弧總熱量中的占比,從而實現較低線能量的焊接,以達到改善焊縫及熱影響區金相組織和力學性能的目的。下面結合相關試驗研究對單電源雙細絲并聯焊接工藝的應用效果進行對比分析。
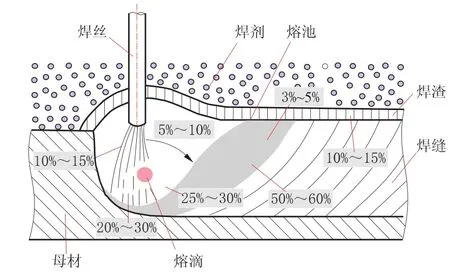
圖1 埋弧自動焊的熱量分配示意圖
2 單電源雙細絲并聯埋弧焊設備構成
單電源雙細絲并聯埋弧焊設備由埋弧焊電源、雙焊絲盤、單送絲機及其驅動控制器、雙絲導絲機構、單焊槍、雙孔導電嘴等組成。典型單電源雙絲埋弧焊系統結構如圖2所示。由圖2可以看出,其結構與普通單絲埋弧焊相同,焊接電源、送絲機及其驅動控制器構成的電氣系統保持不變。
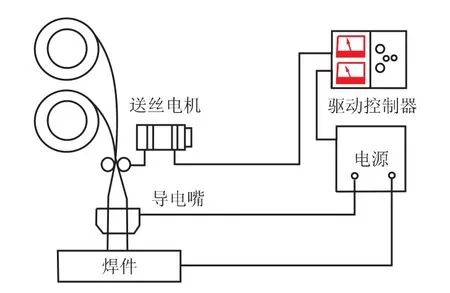
圖2 典型單電源雙細絲焊系統結構示意圖
雙細絲送絲系統需同時送給兩根焊絲,需要對原有的送絲輪、上下導絲嘴、送絲管、焊槍、導電嘴等送絲機械結構進行相應改進,其中送絲輪由原有單槽送絲輪改為雙槽送絲輪,導電嘴由原來的單孔改為雙孔。雙絲送絲輪和導電嘴結構如圖3所示。
另外,采用雙細絲送絲系統時,還要對送絲電機減速器減速比進行相應調整。以美國LINCOLN AC1200焊機配備的NA-4控制器為例,若采用2根Φ1.6 mm或Φ2.0 mm的單電源雙細絲焊工藝,則送絲電機減速器變速比應由單粗絲焊接常用的142∶1調整為適用于雙細絲焊接的95∶1或57∶1。即調整方法為更換送絲電機減速器內部的變速齒輪對。
兩根焊絲經雙槽送絲輪驅動,經過雙細絲送絲管進入焊槍桿體,再穿過雙孔導電嘴向焊接熔池區域送進。試驗研究表明,要保證兩根焊絲同步穩定地通過同一導電嘴送進,關鍵在于精確地設計并加工送絲輪及其壓緊驅動機構、導絲機構以及導電嘴,并確保它們便于調節和更換。
3 單電源雙細絲埋弧焊接工藝特點
單電源雙細絲并聯埋弧焊接工藝是將單電源粗絲埋弧焊的單根粗焊絲換成兩根細焊絲,兩根細焊絲共用一個導電嘴 (見圖3(b))。理想條件下,兩根焊絲應為等速同步送進,經同一個導電嘴導入電流,兩者電流應平均分流,且電壓相同。但是由于每根焊絲流經的電流磁場會對另一根焊絲底下的電弧產生電磁作用力,兩根并聯焊絲因電流方向相同而相互吸引,如圖4所示。

圖4 雙絲焊接時電弧形狀示意圖
不同直徑焊絲截面積、使用電流范圍對比見表1。由表1可知,將1根Φ4 mm的焊絲改為2根Φ1.6 mm或Φ2.0 mm的焊絲并聯,1根Φ4 mm焊絲截面積是2根Φ1.6 mm的3.1倍、2根Φ2.0 mm焊2倍;在焊絲干伸長都為30 mm的條件下,2根Φ1.6 mm和2根Φ2.0 mm焊絲干伸長部分的電阻分別是1根Φ4 mm焊絲的3.1倍和2倍;在焊接電流相同的條件下,采用雙細絲代替單粗絲,一方面可以顯著提高電阻熱對焊絲的預熱溫度,另一方面由于并聯雙細絲間距僅為3~5 mm,兩根焊絲間距很小,具有較好的相互加熱作用,可以獲得較高的熱效率,因此在獲得等量的熔敷金屬條件下,可顯著降低焊接線能量。

表1 不同直徑焊絲截面積、使用電流范圍對比
為了驗證單電源雙細絲并聯焊接工藝焊絲熔化速度的實際效果,設計了單電源Φ4 mm單粗絲和2根Φ1.6 mm雙細絲兩種工藝500~900 A系列焊接電流-焊絲熔化速度對比統計試驗,結果見表2和表3。由表2可看出,單電源Φ4 mm單粗絲的單位電流焊絲熔化速度平均為0.278 g/A·min。由表3可以看出,單電源2根Φ1.6 mm雙細絲的單位電流焊絲熔化速度平均為0.332 g/A·min。經統計對比,繪制出圖5所示的單粗絲和雙細絲焊接電流-焊絲熔化速度曲線。由圖5可以看出,雙細絲單位電流焊絲熔化速度平均比單粗絲提高約20%。由此可見,單電源雙細絲并聯焊接工藝具有高熔化速度、能夠實現降低焊接線能量的工藝特點。
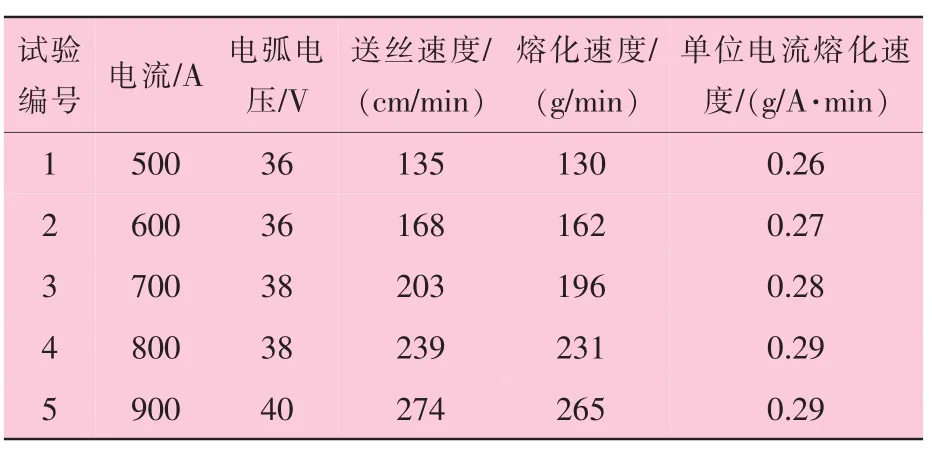
表2 單電源Φ4 mm單粗絲埋弧焊焊接參數及對應的熔化速度
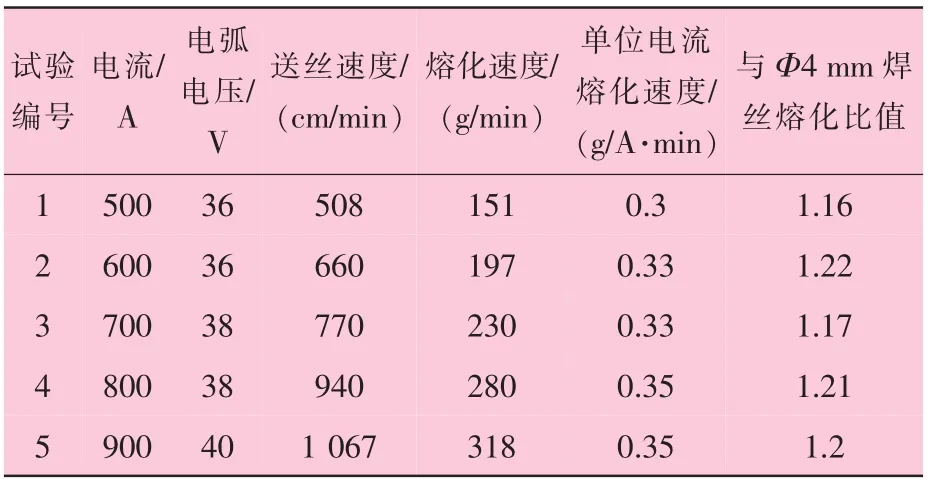
表3 單電源2根Φ1.6 mm雙細絲埋弧焊焊接參數及其對應的熔化速度
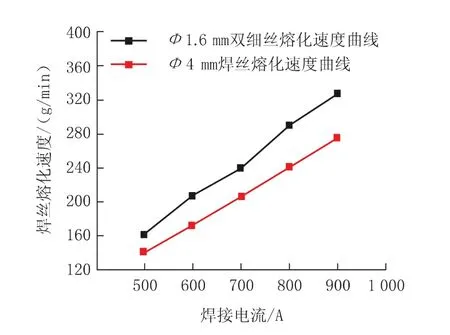
圖5 單粗絲和雙細絲焊接電流-焊絲熔化速度曲線
4 雙細絲并聯焊接工藝應用對比試驗
經過試驗發現2根Φ1.6 mm雙細絲最大允許焊接電流約為870 A。所以在厚壁鋼板多絲埋弧焊試驗中,1#焊絲仍然采用Φ4 mm單粗絲大電流、低電壓參數保證熔深,2#焊絲采用雙細絲并聯,如圖6所示。為了驗證雙細絲并聯焊接工藝在直縫焊管多絲埋弧焊工藝中應用的實際效果,設計了X80鋼30.8 mm壁厚焊接試板的四粗絲和單粗絲+三組雙細絲多絲埋弧焊接工藝對比試驗,兩種焊接工藝采用相同成分的母材、焊材和相同的焊接坡口尺寸。其中,常規四粗絲埋弧焊工藝參數見表4,其焊縫宏觀形貌如圖7所示;雙細絲焊接工藝參數見表5,其焊縫宏觀形貌如圖8所示。

圖6 雙細絲多絲埋弧焊焊頭排列示意圖
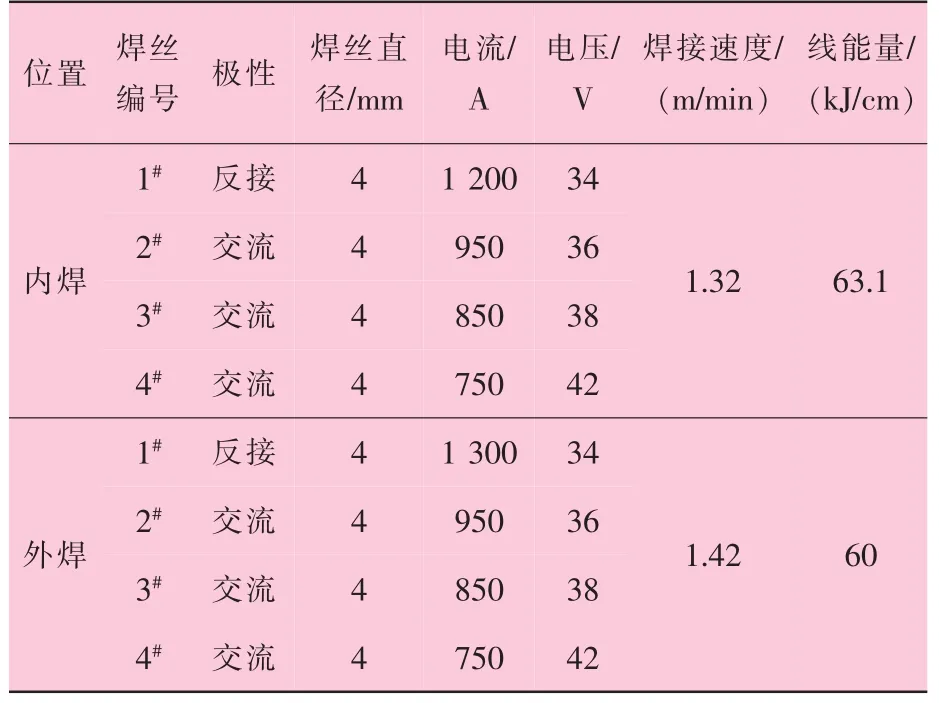
表4 X80鋼30.8 mm厚試板四粗絲焊接工藝參數
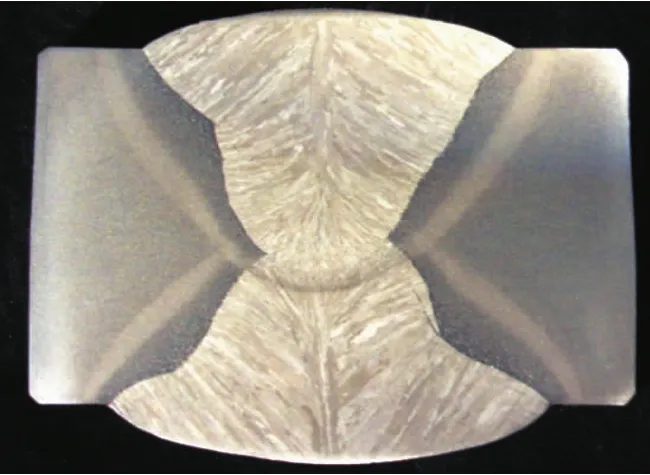
圖7 常用四粗絲埋弧焊接焊縫的宏觀形貌
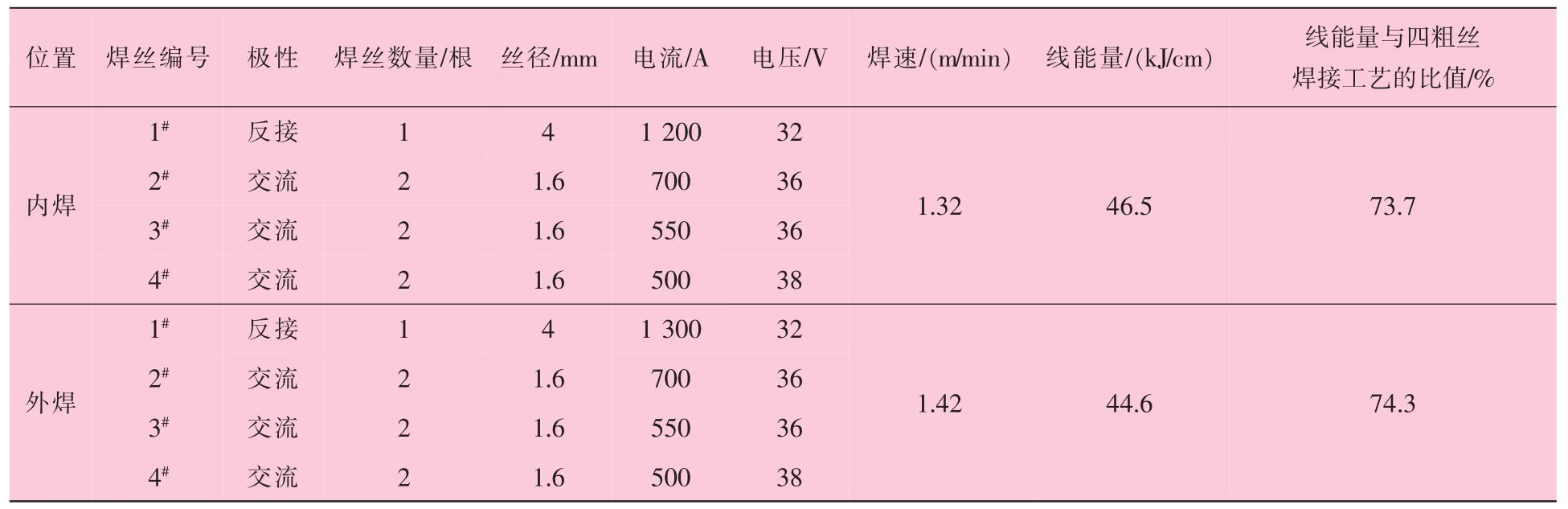
表5 X80鋼30.8 mm厚試板雙細絲焊接工藝參數
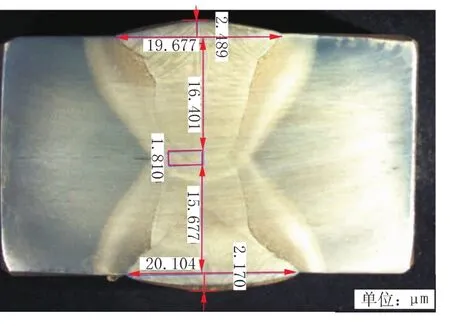
圖8 采用雙細絲焊接焊縫的宏觀形貌
由表4和表5可以看出,采用雙細絲并聯焊接工藝后,在內、外焊速度分別相同的情況下,2#焊絲的焊接電流顯著降低,X80鋼30.8 mm厚試板的內外焊縫焊接線能量分別降低到原四粗絲焊接工藝的74%左右。從圖7和圖8可以明顯看出,雙細絲并聯焊接工藝中母材的熔化量明顯減少,焊縫熔合比顯著降低。
針對兩種焊接工藝完成的焊件,分別進行低溫沖擊試驗和拉伸試驗。沖擊試驗分別在焊縫和熱影響區取樣,拉伸試驗取棒狀試樣。低溫沖擊試驗結果和抗拉強度對比見表6。從表6可以看出,-20℃低溫沖擊試驗時,四粗絲焊接工藝的焊縫中心、熱影響區沖擊功平均值為154 J和164 J,雙細絲焊接工藝的焊縫中心、熱影響區沖擊功平均值為180 J和230 J。雙細絲焊接工藝焊縫中心、熱影響區的沖擊功比四粗絲焊接工藝平均提高16.8%和39.4%。-30℃低溫沖擊試驗時,四粗絲焊接工藝的焊縫中心、熱影響區沖擊功平均值為135 J和144 J,雙細絲焊接工藝的焊縫中心、熱影響區沖擊功平均值為170 J和215 J。雙細絲焊接工藝焊縫中心、熱影響區的沖擊功比四粗絲焊接工藝平均提高25.9%和49.3%。四粗絲、雙細絲多絲埋弧焊接工藝的焊接接頭抗拉強度分別為665 MPa和674 MPa,兩種焊接工藝下焊接接頭的抗拉強度基本相當。

表6 低溫沖擊韌性和抗拉強度對比結果
雙細絲并聯工藝下焊接接頭的硬度見表7。西氣東輸、中俄東線直縫焊管技術條件中對鋼管管體、焊縫和熱影響區的最大允許硬度值均為280HV10。由表7可知,本次試驗中,母材、焊縫、熱影響區硬度均在250HV10以下,滿足標準要求。

表7 雙細絲并聯工藝焊接接頭不同位置的硬度
5 結束語
通過粗絲和雙細絲系列焊接電流—焊絲熔化速度對比試驗,驗證了采用雙細絲焊接工藝單位焊接電流焊絲的熔化速度可提高約20%,在多絲埋弧焊中采用雙細絲并聯焊接工藝,與相同壁厚焊管常規多粗絲埋弧焊相比,可降低焊接線能量約27%,有效降低了對母材的熱輸入,母材熔化量顯著減低,在保證焊接接頭抗拉強度基本不變的同時,焊縫及熱影響區的低溫沖擊韌性均得到了比較顯著的改善。
[1]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1988:179-185.
[2]中國機械工程學會焊接學會.焊接手冊:材料的焊接[M].第2卷.北京:機械工業出版社,2009:295-298.
[3]吳曉清,張連生.熔焊原理[M].北京:機械工業出版社,1994:9-10.
[4]趙波,付彥宏,王旭,等.單電源雙細絲并聯埋弧焊接工藝應用探討[J].焊管,2015,38(6):38-42.
[5]吳水鋒,黃石生.單炬雙絲埋弧自動焊裝備[J].電焊機,2009,39(8):73-76.
[6]何德孚,華大龍,陳立功,等.單電源雙絲埋弧自動焊研究[J].電焊機,2004(S):156-160.
[7]高建軍,楊瑞坤,岳向欣,等.單電源雙細絲埋弧焊在鐵路貨車行業的應用[J].焊接技術,2013,42(9);34-37.
[8]王元良,屈金山,胡久富,等.高效節能的細絲雙絲自動焊接設備的研究[J].焊接技術,2000,29(12):44-45.
[9]孫旭明,劉文瑾.雙絲單弧埋弧自動焊機的研制[C]//第十一次全國焊接會議論文集(第 2 卷).北京:[s.n.],2005:279-282.
[10]曹梅青,鄒增大,杜寶帥,等.雙絲間接電弧焊的電弧形態[J].焊接技術,2006,27(12):49-52.
Experimental Study on Double Filaments Parallel Multi-wire Submerged Arc Welding Process
ZHAO Bo1, FU Xuhong2, WANG Jingke3, HOU Shulin1, FU Yanhong1, YANG Weiwei1
(1.CNPC Bohai Equipment Steel Pipe Design Research Institute,Qingxian 062658,Hebei,China;2.CNPC Bohai Equipment Julong Steel Pipe Co.,Ltd.,Qingxian 062658,Hebei,China;3.Sinopec Pipeline Storage and Transportation Company,Xuzhou 221000,Jiangsu,China)
In order to solve the problem of microstructure coarsening,mechanical property embrittlement of high grade pipeline steel caused by multi-wire submerged arc welding high linear energy welding,the double filaments parallel multi-wire submerged arc welding process with low welding input energy was designed.The welding test was carried out by using this process,and compared with the conventional coarse-wire four-wire submerged arc welding process under the same welding environment.Compared with conventional coarse wire four wire submerged arc welding process,the welding linear energy of double filaments parallel multi-wire submerged arc welding technology reduced about 27%,significantly improved the low temperature impact toughness of weld and heat affected zone,and the tensile strength of two kinds of welding process welded joint does not change significantly.
welding; submerged arc welding; single power source twin-arc parallel; low linear energy; multi-wire submerged arc welding;low temperature toughness
TG445
B
10.19291/j.cnki.1001-3938.2017.09.006
趙 波(1975—),男,高級工程師,主要從事管線鋼材料、焊接工藝及裝備研究工作。
2017-06-13
編輯:李紅麗
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24