細長噴水管道的堆焊工藝及變形控制
2017-11-06 01:41:42吳建英
焊管 2017年9期
吳建英
(中信重工機械股份有限公司焊接工藝研究所,河南 洛陽471039)
細長噴水管道的堆焊工藝及變形控制
吳建英
(中信重工機械股份有限公司焊接工藝研究所,河南 洛陽471039)
為了提高UM56.4原料立磨設備的耐磨性,延長設備的使用壽命,對立磨噴水管道的管套外側進行了耐磨層堆焊。通過對不同焊接材料及焊接工藝進行的焊接試驗,優化出合理的焊接材料及工藝參數,并自行設計了焊接變形控制工裝,制定合理的焊接工藝措施,如焊接順序、焊后均勻冷卻等,最終保證了堆焊層硬度53~59 HRC、無裂紋,且堆焊后焊接變形量單邊小于1.5 mm的技術要求。檢測結果表明,對總長2 400 mm,規格為Φ89 mm×7.5 mm的細、長、薄壁立磨噴水管道的堆焊及變形控制達到了設計要求。
焊接;堆焊;硬度;焊接變形;噴水管道
立磨是一種理想的大型粉磨設備[1-4],廣泛應用于水泥、電力、冶金、化工、非金屬礦等行業。它集破碎、干燥、粉磨、分級輸送于一體,生產效率高,可將塊狀、顆粒狀及粉狀原料磨成所要求的粉狀物料。近幾年來,隨著磨粉機械研發技術的大幅提升,國外磨粉機生產企業的立磨技術已經日臻成熟,立磨產品技術優勢也日益凸顯。在這種形勢下,國內磨粉機生產企業吸取國外成功經驗,進行重大技術改革,也相繼推出了具有自己專利技術的立磨產品,并逐漸的為國內水泥、電力、化工行業所接受,成為行業粉磨首選設備。
在UM56.4原料立磨[5-7]設備運行過程中,噴水管道承擔著給運轉中的機體噴水冷卻的功能,間接決定著機體的使用壽命,在設備正常運行中起著非常重要的作用,這就對噴水管道的質量提出了更高的要求。UM56.4原料立磨設備為中信重工機械股份有限公司(以下簡稱中信重工)出口緬甸的重點產品,結構特殊,為細、長、薄壁結構,堆焊后硬度為53~59HRC且要求無裂紋,堆焊后焊接變形量單邊小于1.5 mm,堆焊質量要求較高。為了獲得高質量的噴水管道,查閱堆焊方面的焊接技術資料[8-10],成立了QC質量攻關小組,進行了相關的工藝策劃及焊接工藝試驗,制定了合理可行的焊接工藝措施,達到了設計要求。
1 噴水管道的結構及其制造難點
UM56.4原料立磨設備噴水管道的結構如圖1所示。
為了使噴水管道具有更好的耐磨性,設計要求在噴水管套上堆焊3~6 mm厚的耐磨層,堆焊后硬度為53~59HRC。由于受中信重工公司現有設備及條件的限制,無法采用激光熔敷等焊接工藝方法,只能采用熔化極氣體保護焊進行堆焊。由于堆焊層厚度較薄,且噴水管套材質為Q235A低碳鋼,對堆焊層的稀釋較為嚴重,從而使堆焊層的硬度很難達到設計要求。另外,技術要求堆焊后無裂紋,這又進一步增加了堆焊的難度。
由圖1可知,噴水管套內徑為74 mm,而與之配合的噴水管噴嘴處尺寸為71 mm,因此,噴水管套在堆焊耐磨層后,其焊接變形量單邊必須小于1.5 mm,否則噴水管無法進入噴水管套。噴水管套長度約2 400 mm,規格為Φ89 mm×7.5 mm,屬于細、長、薄壁管。這種管型堆焊的焊接變形量控制難度較大,加之受現有設備及條件的限制,無法采用激光熔敷等較先進的焊接工藝方法,而只能采用熔化極氣體保護焊進行耐磨層的堆焊,使得焊接變形量的控制就更加困難。

圖1 噴水管道結構示意圖
2 焊材選擇及焊接變形量控制
2.1 焊材選擇
為了獲得技術要求的堆焊層硬度(53~59HRC),保證堆焊后無裂紋,選擇兩種焊接材料進行堆焊試驗。焊接時采用小電流,以減少母材對焊絲合金元素的稀釋,并盡量采用小的焊接規范和焊接熱輸入。
2.1.1 ZX-1 Φ1.6 mm 焊絲堆焊
用ZX-1 Φ1.6 mm焊絲對待焊件進行堆焊試驗,焊接參數見表1。焊接時,為了控制焊接變形,快速降溫,從待焊件另一端送入壓縮空氣進行冷卻。第一層堆焊完成后,用砂輪打磨,然后進行第二層堆焊。

表1 ZX-1 Φ1.6 mm焊絲堆焊焊接參數
堆焊完成后,再用砂輪打磨拋光,然后檢測堆焊層的硬度,結果普遍為46HRC、47HRC,而技術要求堆焊層的硬度為53~59HRC,可見,使用ZX-1 Φ1.6 mm焊絲進行的耐磨層堆焊是不符合技術要求的,因此要重新選擇堆焊材料。
2.1.2 ZD5A Φ1.6 mm 焊絲堆焊
用ZD5A Φ1.6 mm焊絲對待焊件進行堆焊試驗,焊接參數見表2。

表2 ZD5A Φ1.6 mm焊絲堆焊焊接參數
第一層堆焊完成后,用砂輪打磨,然后進行第二層堆焊,兩層合計堆焊厚度5 mm左右。第二層堆焊完成后,將堆焊件打磨出金屬光澤,然后進行硬度和著色檢測。ZD5A Φ1.6 mm焊絲堆焊打磨及著色后的試件照片如圖2所示。

圖2 ZD5A Φ1.6 mm焊絲堆焊打磨及著色后的試件照片
對焊件的硬度檢測結果表明,硬度普遍為56HRC、57HRC,符合技術要求的 53~59HRC范圍;著色檢測結果表明,堆焊層也沒有焊接缺陷。
2.2 焊接變形控制
為了控制焊接變形,設計并制作了專用的焊接工裝,結構如圖3所示。
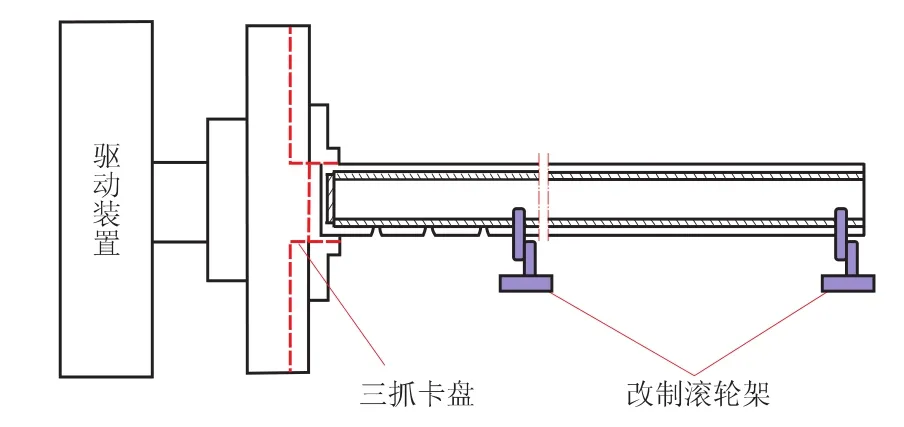
圖3 焊接變形控制專用工裝結構示意圖
為了將焊接過程中的熱量降低到最小,采用分段退焊的方式,以控制焊接變形,每一段約400 mm,分段退焊過程如圖4所示。

圖4 分段退焊過程示意圖
為了防止焊后冷卻不均勻造成的焊接變形,堆焊完成后將管套繼續放置在轉胎上,且保持轉胎勻速轉動,直至管套冷卻至室溫。
3 堆焊試驗及其檢測結果
3.1 試驗過程
對噴水管套原材料打磨除銹,調節轉胎轉動速度,確定最佳焊接速度。用ZD5A Φ1.6 mm焊絲對噴水管套進行堆焊,并按工藝要求,采用分段退焊方式進行堆焊,以控制焊接變形。
3.2 硬度檢測
堆焊完成后,采用TH140里氏硬度計檢測堆焊層硬度,檢測硬度均值為56.5HRC,滿足53~59HRC的技術要求。
3.3 焊接變形量檢測
用自制工裝進行試裝,如圖5所示。試裝結果表明,自制工裝能夠輕松地裝入堆焊后的鋼管中,說明焊接變形量控制的較好,滿足了技術要求。

圖5 自制工裝試裝實物照片
4 結 論
(1)通過對比試驗,優化出了高硬度無裂紋的耐磨堆焊材料ZD5A及其焊接規范參數,保證堆焊硬度53~59HRC,無裂紋,滿足設計要求。
(2)通過自行設計、制作焊接工裝,并采取合理的焊接工藝,保證堆焊后噴水管套焊接變形單邊小于1.5 mm。
(3)形成了噴水管套堆焊專用工藝,為后續產品的批量化生產提供了技術儲備。
[1]白金生.大型立磨堆焊技術[J].金屬加工,2011(22):22-25.
[2]韓仲琦.立磨技術在水泥工業的應用和發展[J].天津建材,2010(1):28-32.
[3]董建峰,王昆,劉虎,等.立磨及其傳動裝置技術的現狀和趨勢[J].重型機械,2014(2):6-9.
[4]董建峰,孫宇,孫剛.立磨磨輥輥體在線修復技術[J].水泥工程,2015(3):60-61.
[5]張秀全,張中國.原料JLM3-46.4立磨系統提產降耗的措施[J].中國水泥,2015(9):79-82.
[6]冀永濤.原料立磨減速機輸入軸軸承損壞分析[J].建材世界,2013(1):80-82.
[7]張寶林.Φ4.6m原料立磨錐輥輥套的優化設計[J].水泥工程,2015(6):54-55.
[8]權建軍,劉須收,白金生,等.立磨磨輥堆焊耐磨層焊接材料的選擇[J].礦山機械,2013(6):58-60.
[9]黃智泉,楊威,王欣,等.ZD-O系列藥芯焊絲在磨輥堆焊中的應用[J].金屬加工,2010(4):33-35.
[10]杜曉軍.立磨磨輥耐磨硬質合金的堆焊工藝[J].金屬加工(熱加工)熱加工,2011(22):39-40.
Surfacing Welding Process and Deformation Control of Elongated Spary Pipe
WU Jianying
(Welding Process Research Institute of Citic Heavy Machinery Co.,Ltd.,Luoyang 471039,Henan,China)
In order to improve the abrasion resistance of UM56.4 raw material grinding equipment,prolong the service life of the equipment,the wear-resistant layer surfacing welding was conducted on the outer side of the vertical mill water pipe.Through welding experiments based on the different welding material and welding process,optimized the reasonable welding material and process parameters,and designed the welding deformation control tooling,made reasonable welding process measures,such as welding sequence,uniform cooling after welding etc.,ultimately to ensure the technical requirement,namely the hardness of surfacing welding layer 53~59 HRC,no crack,and welding deformation after welding of unilateral were less than 1.5 mm.Test results showed that the surfacing welding and deformation control of total length of 2 400 mm,Φ89 mm×7.5 mm thin,long,thin wall thickness vertical mill water pipe meet the design requirements.
welding; surfacing welding; hardness; welding deformation; spary pipe
TG404
B
10.19291/j.cnki.1001-3938.2017.09.009
吳建英(1985—),女,工程師,主要從事焊接工藝研究。
2017-04-29
修改稿收稿日期:2017-08-04
編輯:謝淑霞
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39