內襯316L雙金屬復合管環焊焊縫失效原因分析
2017-11-06 01:41:40梁國萍王敏瑞蘭雪誠杜衛峰王小艷文書林
焊管 2017年9期
梁國萍,王 斌,王敏瑞,蘭雪誠,吳 澤,杜衛峰,王小艷,文書林
(1.西安向陽航天材料股份有限公司,西安710065;2.中石油塔里木油田分公司,新疆 庫爾勒841000;3.中石化西南分公司油氣田銷售中心,成都610056)
內襯316L雙金屬復合管環焊焊縫失效原因分析
梁國萍1,王 斌1,王敏瑞2,蘭雪誠3,吳 澤1,杜衛峰1,王小艷1,文書林1
(1.西安向陽航天材料股份有限公司,西安710065;2.中石油塔里木油田分公司,新疆 庫爾勒841000;3.中石化西南分公司油氣田銷售中心,成都610056)
針對雙金屬機械復合管對接環焊縫的刺漏問題,對某油田現場服役的內襯316L雙金屬復合管問題管段進行取樣,并從焊縫橫截面各區域微觀組織、化學成分、抗晶間腐蝕性能等方面進行了研究。研究結果表明,對接環焊縫打底焊道的熱影響區晶粒粗大,對接環焊縫打底焊道熔合線附近區域主要耐腐蝕合金元素被稀釋是雙金屬機械復合管對接環焊縫發生刺漏的主要原因。最后給出了預防刺漏發生的措施,即通過降低打底焊熱輸入量,提高管端尺寸精度,增加過渡層厚度且減小第一層填充焊熱輸入量的方法可有效預防刺漏問題的發生。
焊管;復合管;對接焊;腐蝕;刺漏
1 概 述
雙金屬復合管是一種以碳鋼管為基管,以耐腐蝕鋼管為襯管的新型鋼管。主要運用于具有一定壓力的腐蝕環境,特別是高壓強腐蝕環境中,以其高性價比被眾多設計單位所接受。目前雙金屬復合管已經普遍應用于中石油、中石化和中海油等各大油氣公司,主要材質以內襯316L不銹鋼為主。
盡管內襯316L雙金屬復合管產品在石油天然氣領域應用了很多年,也得到了很多客戶的好評,但在某油田應用中,卻多次出現對接環焊縫的刺漏問題。該油田出現問題的管線于2013年投入運行,截至2017年,共發生刺漏19次,且刺漏均發生在焊縫區域。經過對該管線進行的X光復檢發現,復合管對接環焊縫共有252處發生了點蝕。
存在問題的復合管為Φ323.9 mm×(8.8+2)mm規格,材質為L415N+316L,為內襯316L機械式雙金屬復合管,管端采用封焊處理,如圖1所示。施工現場管管對接焊實施方案為ATS-F316L藥芯焊絲打底+ATS-309MoL過渡+CHE507填蓋。

圖1 內襯316L雙金屬復合管管管對接封焊示意圖
內襯316L雙金屬復合管的基管執行API SPEC 5LPSL2標準,襯管執行APISPEC5LC標準,打底過渡焊材執行AWS A5.9標準要求。出現問題的內襯316L雙金屬復合管母材及焊材標準要求的化學成分見表1。
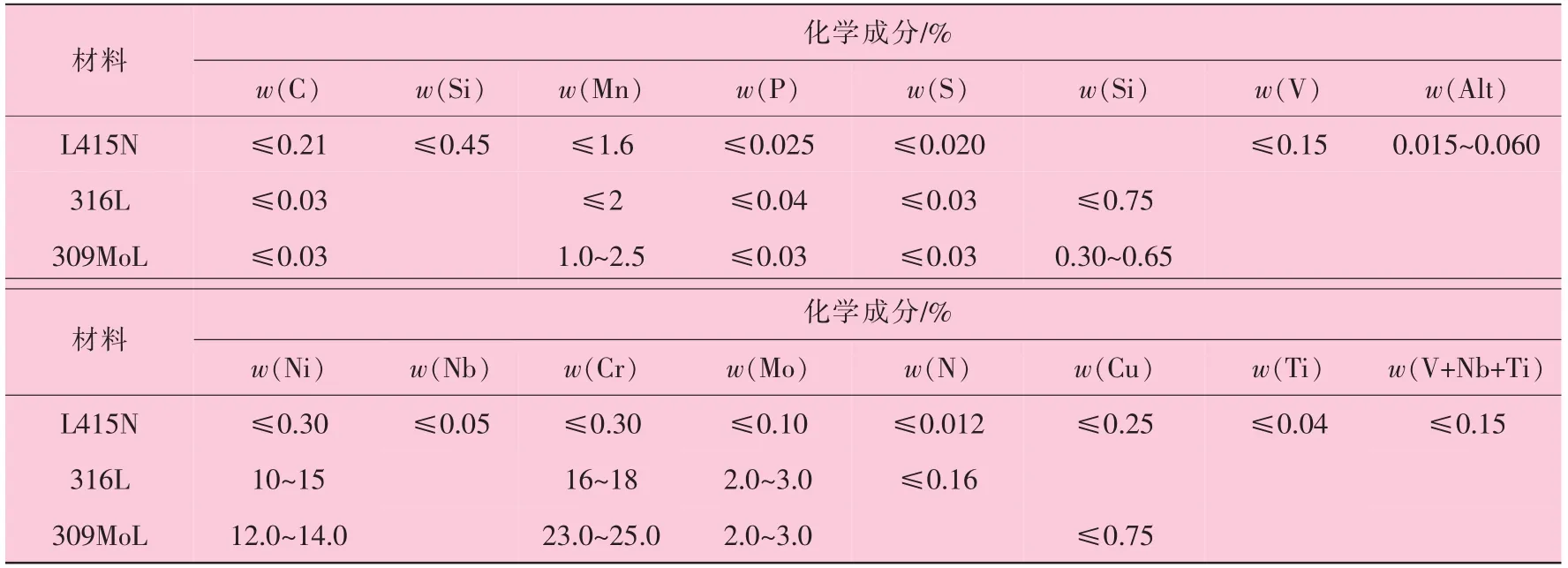
表1 出現問題的內襯316L雙金屬復合管母材及焊材標準要求的化學成分
為了找到刺漏發生的原因,更好地解決機械式復合管對接環焊縫的抗腐蝕問題,本研究對刺漏復合管的對接環焊縫金相、焊縫區化學成分的變化進行了試驗,旨在探究焊縫出現點蝕和刺漏失效的原因。
2 復合管對接環焊縫組織分析
2.1 宏觀組織
對發生刺漏的內襯316L雙金屬復合管對接環焊縫取樣,并進行宏觀組織分析,結果如圖2所示。 由圖2可見,圖2(a)和圖2(b)中對接環焊縫熔合線及熱影響區有明顯的腐蝕孔,且腐蝕孔已穿透整個襯層到達碳鋼管一定的深度。從腐蝕孔的形狀可以看出,腐蝕最開始發生在對接環焊縫打底焊縫的熔合線和熱影響區。圖2(c)中對接環焊縫橫截面內雖沒有明顯的腐蝕坑存在,但熔合線及熱影響區有少量的銹跡存在。
2.2 微觀組織
機械式雙金屬復合管管端采用封焊處理。管端封焊時會對焊縫背面的襯管產生一次熱影響,此區域在對接環焊時將受到二次熱影響,如果焊接工藝控制不當,兩次熱作用的交互影響會使得該區域的耐腐蝕合金層微觀組織發生不同程度的晶粒長大。
內襯316L雙金屬復合管管端封焊及對焊時,內襯層受兩次熱影響的微觀組織照片如圖3所示。由圖3可見,受封焊一次熱影響時內襯層熱影響區的組織主要為粗大奧氏體+少量δ鐵素體(見圖3(a)),晶粒度為7.0級,基本與母材相當;內襯層受對接環焊二次熱影響時內襯層熱影響區的組織亦為粗大奧氏體+少量的δ鐵素體(見圖3(b)),晶粒度為4.5級,晶粒粗大嚴重。可見,對接環焊二次熱影響后,內襯層熱影響區的晶粒明顯比一次熱影響后的晶粒大,而材料的晶粒越粗大,其力學性能和耐腐蝕性能越差。
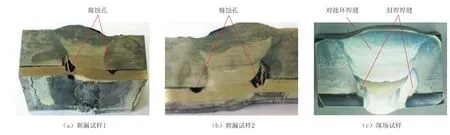
圖2 內襯316L雙金屬復合管對接環焊縫宏觀照片

圖3 內襯316L雙金屬復合管管端內襯層受兩次熱影響后的微觀組織照片 500×
3 復合管對接環焊縫化學成分分析
3.1 化學成分變化趨勢
利用掃描電鏡-能譜線掃描分析(SEM-EDS)對內襯層的焊縫、熱影響區及母材進行化學成分分析,結果如圖4所示。由圖4(b)可見根焊熔合線處的Cr、Ni、Mo含量下降較多。
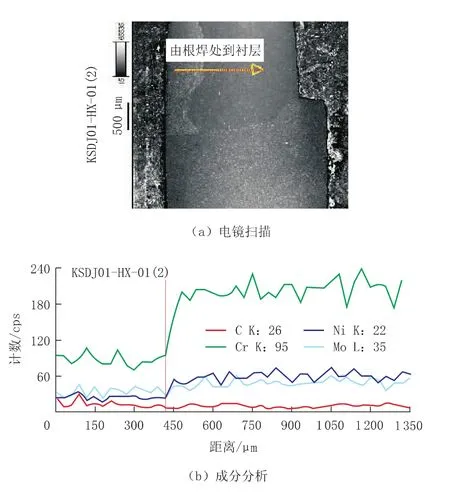
圖4 由316L襯層到根焊焊縫電鏡掃描及成分分析結果
3.2 化學成分含量對比
選取兩個試樣,利用掃描電鏡—能譜點掃描(SEM-EDS)分別對襯層焊縫、熱影響區及母材進行化學成分分析。試樣1的電鏡掃描及能譜打點成分含量分析結果如圖5所示,各元素含量分析結果見表2。
利用掃描電鏡—能譜點掃描對試樣2的環焊縫內壁的打底焊縫、熔合線、襯層母材進行成分含量分析,結果如圖6所示,各元素含量分析結果見表3。試樣2掃描電鏡數據中各元素含量對比如圖7所示。
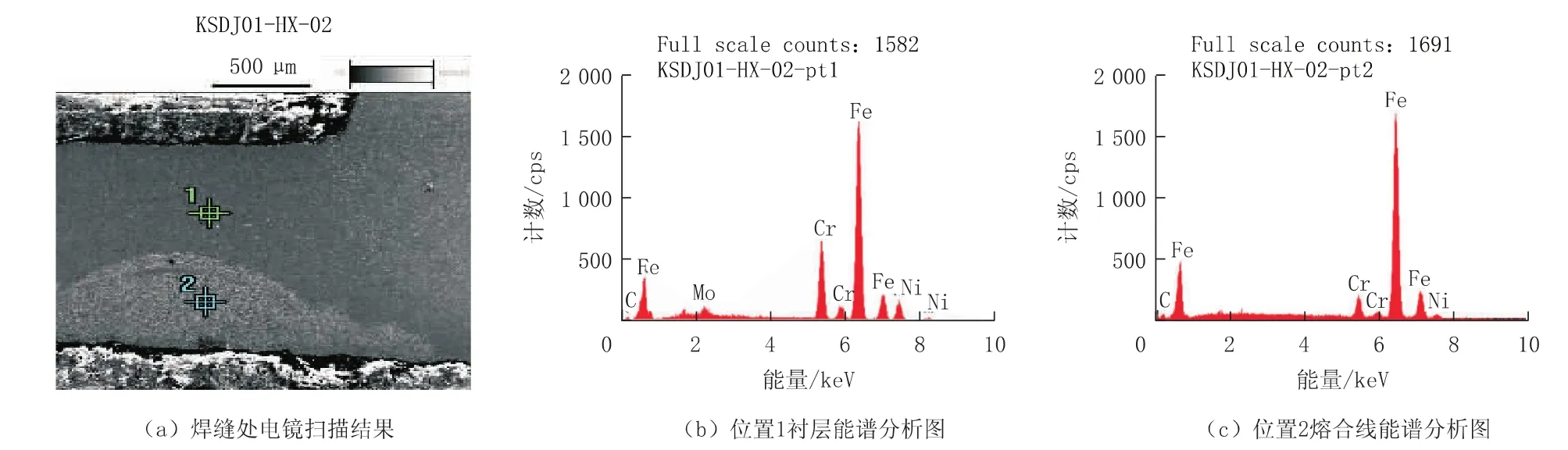
圖5 試樣1電鏡掃描結果及能譜分析圖
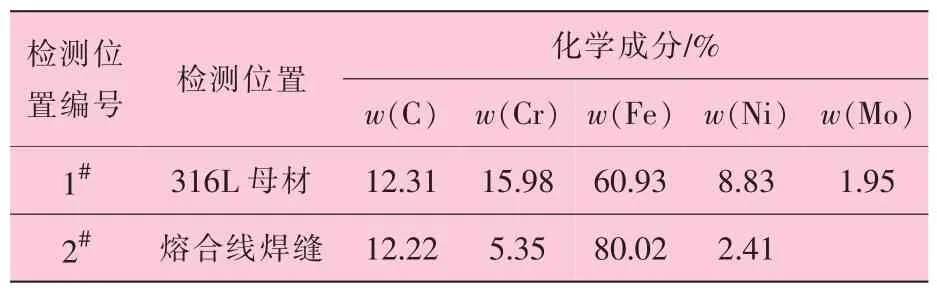
表2 試樣1電鏡掃描各元素含量分析結果
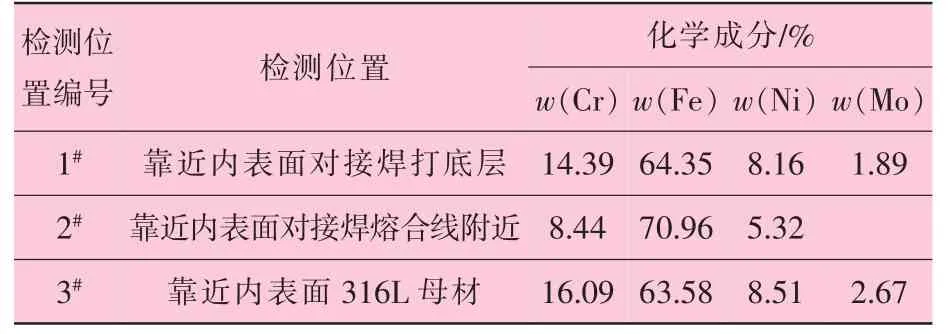
表3 試樣2電鏡掃描各元素含量分析結果
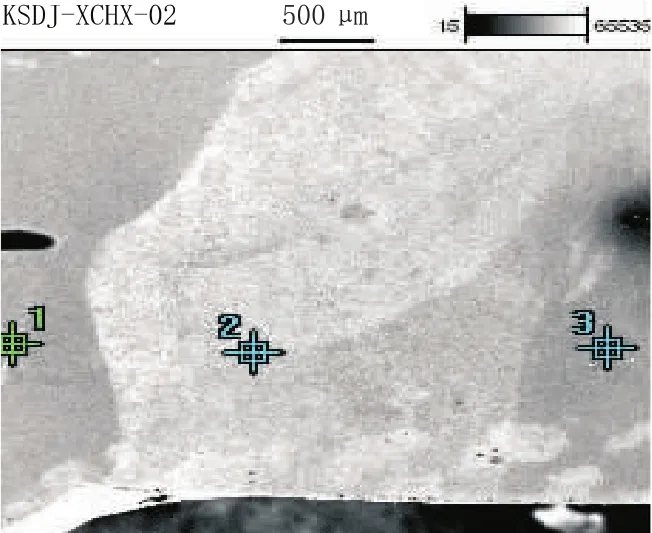
圖6 試樣2焊縫橫截面電鏡掃描結果
從以上分析結果可看出:①對接焊縫附近襯層焊縫熔合線與母材的化學成分差異較大,從襯層母材到焊縫熔合線主要抗腐蝕合金元素Cr、Ni、Mo含量迅速降低,而Fe含量迅速升高,這些元素的變化會大幅降低襯層的耐腐蝕性能;②靠近襯管內表面從襯層母材到襯層對接環焊縫主要元素Cr、Ni、Mo含量在熔合線附近迅速下降,Fe含量迅速增加,這些元素的變化會大幅降低環焊縫熔合線附近耐蝕層的耐腐蝕性能。
分析結果表明,現場環焊縫對接焊后,復合管襯層根焊熔合線附近區域主要耐蝕元素稀釋顯著,降低了襯層區域的抗腐蝕性能,直接導致了復合管焊縫熔合線處點蝕甚至腐蝕穿孔刺漏的發生。
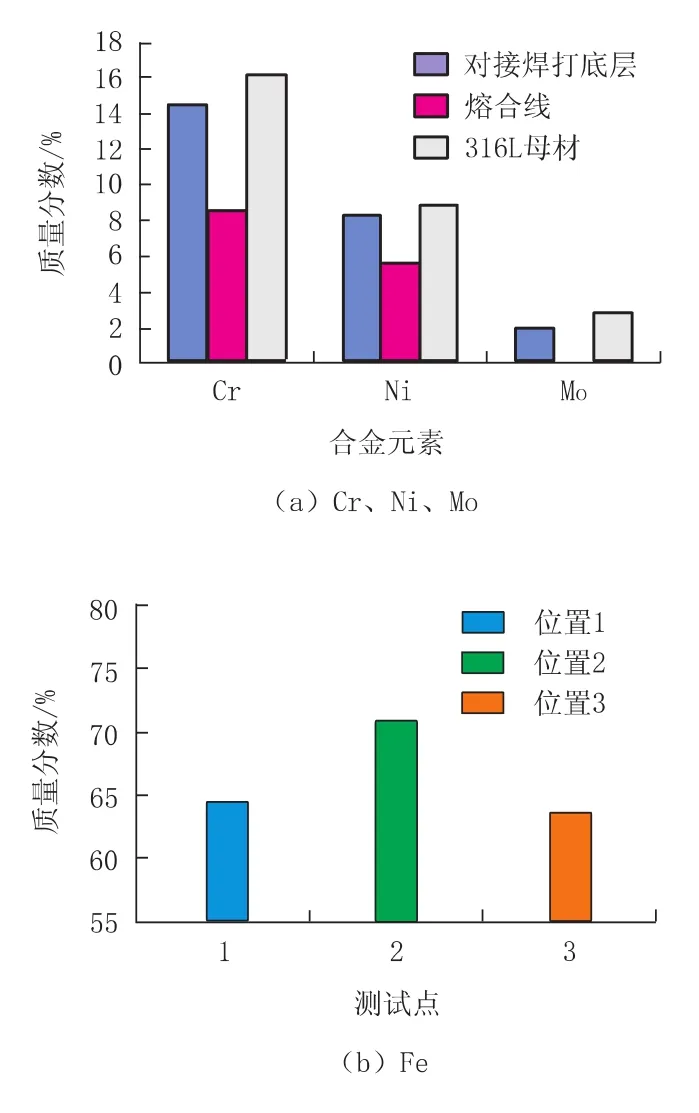
圖7 試樣2不同區域合金元素含量的對比分析柱狀圖
4 復合管對接環焊縫晶間腐蝕
對現場試樣襯層焊縫處進行晶間腐蝕試驗,晶間腐蝕試驗后試樣照片如圖8所示。從圖8可以看出,在對接焊熔合線及熱影響區范圍內出現腐蝕孔和彎曲裂紋。晶間腐蝕結果說明,內襯316L雙金屬復合管管端經過對接環焊后,內襯奧氏體不銹鋼的耐腐蝕能力顯著下降。

圖8 現場試樣晶間腐蝕試驗后試樣照片
5 復合管對接環焊縫刺漏原因分析
由分析可知,內襯316L雙金屬復合管對接焊后,焊縫熔合線及熱影響區存在腐蝕穿孔現象,多數腐蝕已造成內襯熱影響區完全穿孔,部分造成穿孔刺漏。對穿孔刺漏復合管的檢測發現,復合管穿孔位置存在化學成分不符合標準要求、晶間腐蝕開裂、腐蝕坑等現象。經理化分析主要有兩方面原因。
(1)對接環焊縫打底焊道的熱影響區晶粒粗大。打底焊道的熱影響區為二次熱影響區,此區域出現晶粒粗大可能原因有兩方面:①雙金屬復合管管端封焊控制不當導致熱影響區過大;②環焊縫打底焊接時工藝控制不當導致的熱影響過大。從微觀組織可看出,封焊后一次熱影響區的晶粒度為7級,接近母材晶粒度,可排除封焊控制不當的因素。因此可推斷二次熱影響區晶粒粗大是由環焊縫打底焊接時工藝控制不當引起。
(2)對接環焊縫打底焊道的熔合線附近區域主要耐腐蝕合金元素被稀釋。從化學成分分析結果可看出,襯管內表面從襯層母材到襯層對接環焊縫主要元素Cr、Ni、Mo含量在熔合線附近出現迅速下降,Fe含量迅速增加,主要耐腐蝕元素含量的降低會顯著影響環焊縫熔合線附近區域的耐腐蝕性能。從焊接材料和母材化學成分可推斷稀釋不是來源于焊材和316L母材的影響,從復合管特點及對接焊過程可推斷稀釋來源于復合管的外層碳鋼管,碳鋼中C含量遠高于內襯層奧氏體不銹鋼,焊接過程在高溫復雜冶金作用下會擴散遷移至不銹鋼側,造成主要耐腐蝕元素的稀釋。打底焊道受碳鋼稀釋的原因有三方面:①對接焊時錯邊量過大,導致打底焊接并不是在不銹鋼中進行,而是焊道中熔入了碳鋼;②焊接熱輸入過大,將原有封焊焊縫燒穿,導致碳鋼進入打底焊道造成稀釋污染;③較大焊接熱輸入的碳鋼填充焊會導致較薄的打底過渡層形成高硬度區和高應力集中區,韌性變差,止裂能力變弱,一旦對接環焊縫熔合線附近的耐腐蝕合金層出現腐蝕穿孔,就會在腐蝕介質、焊接殘余應力和外界應力的共同作用下出現急速開裂,最終導致焊縫刺漏。
6 預防措施
(1)對接焊打底焊接時需要確保全部在裸露的不銹鋼層上施焊;降低焊接熱輸入可有效控制對接焊縫內壁焊接熱影響區晶粒的長大,提高對接焊縫打底層的耐腐蝕性能。
(2)有效控制管端尺寸精度與對口精度、保證較低的焊接熱輸入和較厚的打底過渡層均可有效防止Fe污染及Cr、Ni、Mo含量的下降,提高對接焊縫的耐腐蝕性能,降低焊縫刺漏風險。
[1]API SPEC 5LC,CRA Line Pipe[S].
[2]ASTM A262,Standard Practices for Detecting Susceptibility to Intergranular Attack in Austenitic Stainless Steels[S].
[3]王緒華,林冠發,白真權.油氣田CO2腐蝕機理、預測與防護[J].石油管工程,2008(2):25-29.
[4]張學元,邸超,雷良才.二氧化碳腐蝕與控制[M].北京:化學工業出版社,2000.
[5]朱洪亮.克深2氣田用雙金屬復合管焊接工藝評定報告[R].成都:四川石油天然氣建設工程有限責任公司工程技術開發培訓中心,2012.
[6]劉勇,候遠盛,王義,等.雙金屬復合管道在牙哈凝析氣田的應用[J].油氣田地面工程,2006,25(9):1-2.
[7]許愛華,院振剛,楊光,等.雙金屬復合管施工焊接技術[J].天然氣與石油,2010,12(6):22-28.
[8]呂世雄,王廷,馮吉才.20G/316L雙金屬復合管弧焊接頭組織與性能[J].焊接學報,2009,30(4):93-96.
[9]楊平生,俞進,柯勇,等.雙金屬復合鋼管界面及焊縫的微觀結構[J].南昌大學學報(理科版),2005,29(6):603-609.
[10]劉建彬,韓靜濤,鮑善勤,等.熱處理對雙金屬復合管X60/2205組織及力學性能的影響[J].熱加工工藝,2009,38(4):23-26.
Failure Reason Analysis on Butt Welds of Lined with 316L Bimetal Composite Pipe Butt Weld
LIANG Guoping1,WANG Bin1,WANG Minrui2,LAN Xuecheng3,WU Ze1,DU Weifeng1,WANG Xiaoyan1,WEN Shulin1
(1.Xi’an Sunward Aeromat Co.,Ltd.,Xi’an 710065,China;2.PetroChina Tarim Oilfield Branch,Korla 841000,Xinjiang,China;3.Sinopec Southwest Branch Oil and Gas Field Sales Center,Chengdu 610056,China)
In allusion to the butt circumferential weld perforation problem of mechanical bimetal composite pipe,the pipe section of an oil field lined with 316L bimetal composite pipe was sampled,the weld cross section was analyzed from several aspects,such as microstructure,chemical composition,intergranular corrosion properties and so on.According to analysis results the perforation reason was speculated,the HAZ grain of butt circumferential weld backing weld bead was coarse,the main reason of the butt circumferential weld perforation of mechanical bimetal composite pipe was that the main corrosion resistance alloy element near the fusion line of butt circumferential weld backing weld bead was diluted.Finally the preventive measures for perforation were given:reducing the heat input of backing weld,increasing pipe end dimension accuracy,and increasing the thickness of the transition layer with reducing the heat input of the first filled layer.All the above measures can effectively prevent the occurrence of perforation.
welded pipe; composite pipe; butt welding; corrosion; perforation
TG407
B
10.19291/j.cnki.1001-3938.2017.09.008
梁國萍(1985—),女,高級工程師,畢業于合肥工業大學材料加工工程專業,主要從事雙金屬復合管道相關的制造、焊接工作。
2017-06-26
編輯:羅 剛
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38