數控激光加工試驗臺設計與加工斑點計算理論*
2017-10-14 07:44:48宋明亮楊春梅
林業科學 2017年8期
馬 巖 宋明亮 李 虎 楊春梅
(東北林業大學林業與木工機械技術工程中心 哈爾濱 150040)
數控激光加工試驗臺設計與加工斑點計算理論*
馬 巖 宋明亮 李 虎 楊春梅
(東北林業大學林業與木工機械技術工程中心 哈爾濱 150040)
【目的】 將現代激光加工方法應用到木材加工中,輔以水導配合,設計數控納秒水導激光束激光加工試驗臺,為納秒激光技術加工木材提供一種新的理論和方法。【方法】 以針葉材為例,在分析針葉材結構特點的基礎上,基于納秒水導激光束對針葉材型面包絡成形的加工原理,研究數控激光加工試驗臺的結構配置形式,根據確定的結構配置形式建立試驗臺的開環運動控制鏈,從而建立納秒水導激光束激光加工的運動學模型; 在針葉材三維造型基礎上,建立針葉材STL模型,研究激光加工的過切與欠切,得到正確的光斑點計算理論,獲得光斑文件,為開發出納秒水導激光加工試驗臺的編程系統做鋪墊; 基于工控機IPC和PMAC104兩級開放式控制系統,開發出納秒水導激光加工試驗臺控制系統。【結果】 根據納秒水導激光加工試驗臺的配置形式,確定激光加工試驗臺為COZY的結構配置形式,并建立其運動學模型r0=[y·cosγ,y·sinγ,1+z]; 通過建立的STL模型,得出一系列激光束觸點,進而計算出光斑點的方位矢量,根據激光加工的過切與欠切分析,選出符合加工精度的光斑文件。【結論】 通過對納秒水導激光束激光加工的運動分析、納秒水導激光加工試驗臺的結構配置形式分析以及納秒激光加工斑點計算理論的研究,完成COZY配置形式的針葉材數控納秒水導激光加工試驗臺樣機1臺; 根據納秒水導激光加工試驗臺的配置形式建立納秒水導激光束激光加工的運動學模型,并經相關激光加工試驗,驗證所建立的模型; 開發納秒水導激光加工試驗臺的控制系統,并用實機檢驗激光加工試驗臺納秒水導激光束系統的控制功能。
木材; 納秒水導激光加工; 運動學模型; 過切與欠切
Abstract: 【Objective】 In order to provide a new theory and method for the processing of wood with nanosecond laster technology,the method of modern laser processing is applied to process wood, and the test bench with numerical control nanosecond water-jet guided laser beam is designed in this study.【Method】 Bassed on the anatomy characteristics of softwood and the processing principle of envelope forming of the softwood with nanosecond water-jet guided laser beam,the structure of the test bench is investigated. The open loop motion control chain of test bench is established based on the determination of structure form. Then,the kinematic model of nanosecond water-jet guided laser beam processing is proposed based on the motion control chain. Furthermore,the softwood STL model is also established and the calculation theory of correct spot points is obtained. Those are ready for the development of programming system of nanosecond water-jet guided laser processing test bench. The control system of nanosecond water-jet guided laser processing test bench is established using the two level open control system with IPC and PMAC104.【Result】 According to the configuration of the nanosecond water-jet guided laser processing test bench, the structure of the laser processing test bench for COZY is determined. Then its kinematic model is established asr0=[y·cosγ,y·sinγ,1+z]. Through the STL model, a series of laser beam contact points are obtained, and the position vector of the spot is calculated. Based on the analysis of overcut and undercut of laser processing, the spot file with the processing precision is selected.【Conclusion】 Based on the motion analysis of laser processing with a nanosecond water-jet guided laser beam, the structure configuration analysis of the nanosecond water-jet guided laser processing test bench, and the calculation theory of sport speckle in nanosecond laser processing, the test bench with COZY configuration of the softwood controlled nanosecond laser processing is completed. The kinematic model of the nanosecond water-jet guided laser beam machining is also established and further verified by the laser processing experiment. The control system of the test bench is developed, and the control function of the laser beam system is tested by the real test bench.
Keywords: wood; nanosecond water jet guided laser processing; kinematic model; overcut and undercut
現階段,金屬和非金屬都能加工到納米級,唯獨木材很難實現微米級物理加工。激光是現代先進特種加工技術(Fuchsetal., 2013; 譚改娟等, 2013),加工效率高,具有強勁的發展潛力,被譽為“21世紀萬能的加工工具”(Pihlavaetal., 2013; 林尊琪等; 2013)。用激光加工木材,因激光焦點溫度高達上千度,會導致木材瞬間氣化,同時高溫也會導致木材燃燒,出現燒痕,因此需要采用斷氧和降溫措施保證木材激光切削過程的瞬間不燃燒,而水導是實現非切削區斷氧和降溫的必要條件。基于此,本文以針葉材為例,根據現代納秒激光束技術的特點,輔以水導配合,將其應用到木材加工中,進行納秒水導激光束數控加工試驗臺的開發研究,并對激光束加工光斑點的關鍵參數進行計算分析。
1 納秒水導激光束激光加工運動確定
納秒水導激光束激光加工的加工形式通常是借助圓柱形激光束相對于針葉材產生相對運動,從而實現對針葉材的加工,因此,針葉材的納秒水導激光加工過程可視為用一把圓柱形激光束對針葉材型面進行包絡成形的過程(馬巖, 2003; 任洪娥等, 2014a)。
如圖1所示,針葉材納秒水導激光加工的加工運動包括: 1) 針葉材試件繞自身軸線方向的轉動(C軸); 2) 納秒水導圓柱激光束沿針葉材軸向進給運動(Z軸); 3) 納秒水導圓柱激光束沿針葉材徑向進給運動(Y軸); 4) 納秒水導圓柱激光束跟隨納秒激光加工點法線的擺動(X軸)。考慮到針葉材的扭曲度較小且其直徑梯度不大,為盡量簡化激光加工試驗臺的結構,降低制造成本,本文忽略了納秒水導圓柱激光束跟隨納秒激光加工點法線方向的擺動,由此所造成的精度損失可通過減小納秒水導激光束的寬度和優化激光束加工參數來補償。最終確定納秒水導激光束激光加工試驗臺的運動由1根回轉控制軸和2根直線控制軸的3軸聯動來實現。

圖1 納秒水導激光束激光加工運動分析Fig.1 The moving analysis of nanosecond water-jet guided laser beam machining
2 數控加工試驗臺的結構配置
任何激光加工試驗臺都可認為是由激光加工試驗臺床身和不同運動部件組成的,正是這些運動部件間的相互轉動或移動,實現了納秒水導激光束對針葉材的成形加工(馬巖等, 2008; 任洪娥等, 2014b)。激光加工試驗臺部件間的不同組合,可構成不同的激光加工試驗臺結構,激光加工試驗臺運動部件的組成和配置形式是激光加工試驗臺設計的基礎。
根據所確定的納秒水導激光束激光加工運動,激光加工試驗臺應由Y軸、Z軸、C軸3個運動部件以及激光加工試驗臺床身基礎件(O)組成,這4個組成部分間的不同組合,可構成4!=24種不同的激光加工試驗臺結構配置形式。然而,數控激光加工試驗臺的配置受到如下約束條件的限制(Tutunea-Fatanetal., 2004):
1) 若以待加工針葉材到納秒水導激光束的順序來配置激光加工試驗臺各部件,其回轉軸C應為第1個運動部件;
2) 在激光加工試驗臺3根運動控制軸中,要求X軸或Z軸兩移動控制軸之一必須與床身O相聯;
3) 在X軸、Z軸和床身O之間不應夾有回轉運動軸部件。
鑒于上述約束限制,納秒水導激光束激光加工僅有CZYO、CYOZ、CYZO、COZY、COYZ、CZOY 6種結構配置形式,其中以圖2中的CZYO、COZY、CZOY 3種配置方式最為典型。
本文選用COZY形式的激光加工試驗臺配置結構,研制了如圖3所示的納秒水導激光束激光加工針葉材的數控加工試驗臺樣機。由圖3可見,該激光加工試驗臺由激光發射頭、小拖板、大拖板、床身和回轉主軸構成;針葉材的回轉由激光加工試驗臺主軸C軸驅動,激光發射頭設置于小托板Y軸上,由大拖板Z軸驅動,實現對納秒水導激光加工軸向和徑向的進給運動。試驗臺樣機采用的激光發射頭電壓為220 V,電流為0~3 000 mA,試驗時當激光發射頭電壓調到300 W時,即能夠達到很好的加工效果,所需功率較小。水導系統和激光發射頭為一體結構,動力源為額定功率300 W的增壓泵,且水導系統具有水流回收裝置,水可以循環利用,提高了水的利用率。

圖2 3種典型的激光加工試驗臺配置結構Fig.2 Three typical configurations of laser processing test bench

圖3 基于COZY配置的激光加工試驗臺樣機Fig.3 The laser processing test bench based on the COZY configuration
3 納秒水導激光束激光加工運動模型的建立
針葉材納秒水導激光加工需要得到一條如圖4所示的納秒水導激光束開環運動控制鏈的支持,這條控制鏈由C軸回轉運動、Z軸和Y軸直線運動3個運動節點組成,每個節點連接著激光加工試驗臺的2個組成部件。根據該運動控制鏈,可建立納秒水導激光束激光加工的運動學模型。

圖4 數控加工試驗臺的運動傳送鏈Fig.4 The movement transmission chain of numerical control machining test rig
(1)

各個轉換矩陣為:
將各轉換矩陣代入式(1),得:
r0=[y·cosγ,y·sinγ,1+z]。

(2)
由式(2)以及針葉材加工點坐標和該激光束矢量,最終可得到針葉材數控加工試驗臺運動學模型,即激光加工試驗臺各運動控制軸坐標值:
(3)
4 納秒水導激光束激光加工的過切與欠切
到目前為止,商用的CAD/CAM系統尚不支持本文所研制的納秒水導激光束激光加工試驗臺的數控系統,因此需要自行開發納秒激光束激光加工試驗臺的編程系統。研究納秒水導激光束激光加工針葉材的過切與欠切,得出納秒水導激光束光斑點的計算方法,是實現納秒水導激光束激光加工編程的重要環節。

圖6 納秒激光加工光斑計算流程Fig.6 The laser spot calculation process of nanosecond laser processing
如圖5所示,納秒水導激光加工有沿年輪走向加工、沿徑切線方向加工等方法,其納秒水導激光束運動軌跡互不相同,但其光斑點的計算可歸納為如圖6所示的計算流程:
1) 針葉材實體模型的轉換 在針葉材三維造型基礎上,利用STL模型結構簡單、處理計算方便的特點,根據針葉材纖維激光加工精度要求,將針葉材實體模型轉換為STL模型形式。
2) 激光束觸點的計算 所謂激光束觸點即為納秒激光束與針葉材間的激光加工接觸點,連接各個激光束觸點便構成針葉材纖維的加工軌跡。根據不同的加工方法需分別計算納秒水導激光加工的激光束觸點。
(1)沿年輪走向加工 作垂直于針葉材軸線纖維走向(Z軸)平行截面,根據給定的納秒水導激光束寬度和激光加工精度確定各截面間距; 依次求解各截面與針葉材STL模型各三角形交點,該交點即為所求的激光束觸點,包括該點位置坐標和法線矢量(圖5a)。
(2)沿徑切線方向加工 由一系列通過針葉材軸線纖維走向的平面與STL各三角形求交,得到一系列交點即為所求的激光束觸點(圖5b)。

圖5 針葉材試件激光加工方法Fig.5 The laser processing method of needle leaf material
3) 光斑點的計算 如圖7所示,根據已知的激光束觸點,使之沿其法線矢量偏置一個納秒水導激光束半徑矢量,即得到所需的光斑點矢量,并由激光束觸點法線矢量確定納秒水導激光束的方位矢量(任長清等, 2005; 楊冬霞等, 2012)。
4) 激光加工的過切與欠切分析 由于納秒水導激光束具有一定的寬度,在按光斑點軌跡對針葉材進行加工時,必然會產生過切或欠切的激光加工誤差(圖8)。因此,尚需檢查納秒水導激光束兩端Z1和Z2處過切或欠切量的大小,若在允許誤差范圍內,則將所得到的納秒水導激光束光斑點以及納秒水導激光束方位矢量存入光斑文件; 否則可按圖9所示方法適當移動納秒水導激光束光斑點,使激光束觸點處產生適當的欠切或過切來均衡原有誤差。這樣調整后,若仍不能滿足精度要求,則需要通過減小納秒水導激光束寬度或軸向進給量來滿足納秒水導激光加工精度的要求。
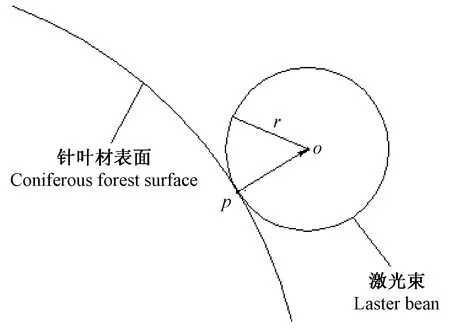
圖7 光斑點的計算Fig.7 The calculation of laser spot

圖8 納秒水導激光加工干涉和誤差檢查Fig.8 The interference and error check of nanosecond water-jet guided laser processing

圖9 納秒水導激光加工誤差的調整Fig.9 The adjustment of the error of nanosecond water-jet guided laser processing
5 納秒水導激光加工試驗臺控制系統開發
本文研制的針葉材數控納秒激光加工試驗臺納秒水導激光束控制系統是基于工控機IPC和PMAC 104兩級控制開放式的納秒激光束系統,如圖10所示。
該系統的執行端由3個交流伺服電機驅動,交流伺服電機由對應的驅動器所控制; 水導激光頭由變頻器獨立控制,能夠準確發射所需的加工激光束。這些控制器和接線器相連,最后連接在運動控制卡PMAC上,能實現雙向交流; PMAC上連有雙端口RAM以及一些信號開關的轉換接口,通過ISA總線和工控機IPC相連。該系統具有上下兩級的開放性,易于系統的擴展,能夠滿足納秒激光束激光加工對運動控制的要求。
6 結論
1) 通過對納秒水導激光束激光加工的運動分析、納秒水導激光加工試驗臺的結構配置形式分析以及納秒水導激光加工斑點計算理論的研究,完成了COZY配置形式的針葉材數控納秒水導激光加工試驗臺樣機1臺。
2) 根據納秒水導激光加工試驗臺的配置形式建立了納秒水導激光束激光加工的運動學模型,并經相關的激光加工試驗驗證了所建立的模型。
3) 開發了納秒水導激光加工試驗臺的控制系統,并用實機檢驗了所開發的激光加工試驗臺納秒水導激光束系統的控制功能。
激光加工試驗臺樣機研究分析僅在試驗階段,投入實際使用還有待進一步的研究完善。

圖10 納秒水導激光加工試驗臺的數控系統原理Fig.10 The principle diagram of the NC system of the nanosecond water-jet guided laser processing test beach
林尊琪, 陳衛標, 樓祺洪, 等. 2013. 我國近期激光前沿若干重要進展評述. 中國科學-技術科學, 43(9):961-978.
(Lin Z Q, Chen W B, Lou Q H,etal. 2013. Review on the recent progress of laser frontiers in China. Sci China Tech Sci, 43(9):961-978. [in Chinese])
馬 巖. 2003. 利用微米木纖維定向重組技術形成超高強度纖維板的細胞裂解理論研究. 林業科學, 39(3): 111-115.
(Ma Y.2003.Study on cell break theory of using wood fiber micrometer aligned reconstituted technology forming super high-intensity wood-based panel. Scientia Silvae Sinicae, 39(3):111-115.[in Chinese])
馬 巖, 潘承怡. 2008. 微米木纖維模壓制品形成的試驗裝備與工藝.林業科學,44(6)113-117.
(Ma Y, Pan C Y. 2008. Experimental equipment and technology of forming micron wood fiber mould product. Scientia Silvae Sinicae, 44(6):113-117. [in Chinese])
任長清, 楊春梅. 2005. 微米木纖維切削形成機理初步研究. 林業機械與木工設備, 33(2):23-24.
(Ren C Q, Yang C M. 2005. Preliminary study on wood micro-meter fiber cutting formation mechanism. Forestry Machinery & Woodworking Equipment, 33(2):23-24. [in Chinese])
任洪娥, 宋 爽, 官 俊, 等. 2014a. 納秒激光加工微納米木纖維的仿真方法研究. 木材加工機械, 25(6):9-12.
(Ren H E, Song S, Guan J,etal. 2014a. Research on the simulation methodology of micro/nano wood fiber processed by nanosecond laser. Wood Processing Machinery, 25(6):9-12. [in Chinese])
任洪娥, 宋 爽, 白 巖, 等. 2014b. 納秒激光刨切微納米木纖維的工藝技術研究. 木材加工機械, 25(1):5-7.
(Ren H E, Song S, Bai Y,etal. 2014b. Study on the process technology of nanosecond laser for cutting micro-nano wood fiber. Wood Processing Machinery, 25(1):5-7. [in Chinese])
譚改娟, 謝冀江, 張來明, 等. 2013. 中波紅外激光技術最新進展. 中國光學, 6(4):501-512.
(Tan G J, Xie J J, Zhang L M,etal. 2013. Recent progress in mid-infrared laser technology. Chinese Optics, 6(4):501-512. [in Chinese])
楊冬霞, 馬 巖, 楊春梅. 2012. 針葉材在超細粉碎過程中細胞壁斷裂的理論計算. 西部林業科學, 41(3):42-47.
(Yang D X, Ma Y, Yang C M. 2012. Theoretical calculation of cell wall fracture of coniferous timber. Journal of West China Forestry Science,41(3):42-47. [in Chinese])
Fuchs A N, Schoeberl M, Tremmer J,etal. 2013. Laser cutting of carbon fiber fabrics. Physics Procedia, 41(9):372-380.
Pihlava A, Purtonen T, Salminen A,etal. 2013. Quality aspects in remote laser cutting. Welding in the World, 572(6):179-187.
Tutunea-Fatan O R, Feng H Y. 2004. Configuration analysis of five-axis machine tools using a generic kinematics model. International Journal of Machine Tools and Manufacture,44(11):1235-1243.
(責任編輯 石紅青)
DesignofNumericalControlLaserProcessingTestBenchandCalculationTheoryofProcessingSpeckle
Ma Yan Song Mingliang Li Hu Yang Chunmei
(ForestryandWoodMechanicalEngineeringTechnologyCenter,NortheastForestryUniversityHarbin150040)
TS64
A
1001-7488(2017)08-0163-06
10.11707/j.1001-7488.20170819
2016-01-26;
2016-05-16。
中央高校基本科研業務費專項資金(2572015DB02); 黑龍江省自然科學基金項目(C2016013)。
*楊春梅為通訊作者。
