面向車輛裝備戰(zhàn)場搶修的FDM技術(shù)多參數(shù)優(yōu)化
2017-10-13 01:19:14唐彥峰紀培彬
軍事交通學院學報 2017年9期
關(guān)鍵詞:工藝
楊 明,唐彥峰,紀培彬
(1.陸軍軍事交通學院 研究生管理大隊,天津300161; 2.陸軍軍事交通學院 軍用車輛系,天津300161)
面向車輛裝備戰(zhàn)場搶修的FDM技術(shù)多參數(shù)優(yōu)化
楊 明1,唐彥峰2,紀培彬1
(1.陸軍軍事交通學院 研究生管理大隊,天津300161; 2.陸軍軍事交通學院 軍用車輛系,天津300161)
針對熔融沉積成型(FDM)技術(shù)應用于車輛裝備戰(zhàn)場搶修時效性和質(zhì)量難以適應戰(zhàn)場環(huán)境的問題,利用模糊推理,建立FDM工藝參數(shù)與成型件成型時間、尺寸精度、成型件強度之間關(guān)系的數(shù)學模型;運用多目標函數(shù)優(yōu)化問題的單目標化思想,得到最佳參數(shù)組合;通過多因素方差分析確定工藝參數(shù)對成型影響的主次順序,為FDM應用于車輛裝備的戰(zhàn)場搶修提供指導。
熔融沉積成型;車輛裝備;戰(zhàn)場搶修;模糊推理
Abstract: Considering the timeliness of applying fused deposition modeling (FDM) technique in BDAR of vehicle equipment and the problem of quality difficult to adapt to the battlefield environment, the paper firstly establishes a mathematical model between FDM technological parameter and molding time, dimensional precision and strength of molding part with fuzzy reasoning. Then, it obtains optimal parameter combination with the idea of converting multi-objective optimization problems into single ones. Finally, it determines the primacy influence sequence of technological parameter on molding through multi-way ANOVA, which can provide guidance for applying FDM in BDAR of vehicle equipment.
Keywords: fused deposition modeling (FDM); vehicle equipment; BDAR; fuzzy reasoning
現(xiàn)代戰(zhàn)爭中車輛裝備戰(zhàn)場損傷出現(xiàn)了新特點,如裝備戰(zhàn)損率和損傷嚴重程度加大、損傷威脅的結(jié)構(gòu)發(fā)生變化、保障裝備易受攻擊、不同地域及不同裝備戰(zhàn)場損傷率差距增大等,這些特點大大增加了戰(zhàn)場搶修的難度[1]。隨著3D打印技術(shù)在武器裝備設計、制造和使用保障等領(lǐng)域的廣泛應用,3D打印技術(shù)將為車輛裝備戰(zhàn)場搶修帶來新的發(fā)展機遇[2],應用3D打印技術(shù)對損傷部件進行修復和快速打印維修備件、工具、器材,可提高車輛裝備的戰(zhàn)場搶修效率。
熔融沉積成型(fused deposition modeling,FDM)是3D打印的一種主流技術(shù),主要采用熱塑性塑膠金屬等材料,通過材料的逐層堆積形成實體,具有小批量制造成本低、速度快,復雜制造能力強,材料利用率高、適應性好等諸多優(yōu)點[3]。將FDM技術(shù)應用于車輛裝備戰(zhàn)場搶修具有重要的意義:可以通過實時打印制配解決維修備件不足、維修備件不易獲取等問題,降低保障壓力;可以與傳統(tǒng)戰(zhàn)場搶修方法相結(jié)合,通過重構(gòu)、替代等方法大大提高搶修能力。同時,由于FDM設備不使用激光器,使用維護簡單,體積較小,能滿足戰(zhàn)場搶修的便攜式、快速化等要求,在車輛裝備戰(zhàn)場搶修中將具有廣闊的應用前景[4]。
FDM作為一種新的戰(zhàn)場搶修技術(shù)應用于車輛裝備戰(zhàn)場搶修時應滿足以下要求:一是打印效率要適應戰(zhàn)場搶修的時效性要求,二是成型件的表面質(zhì)量、精度、強度等性能要滿足戰(zhàn)場搶修中完成作戰(zhàn)任務的要求。然而,F(xiàn)DM成型件的精度、強度及成型效率等性能是由多個工藝參數(shù)共同決定,但各工藝參數(shù)對成型件性能的影響呈非線性變化,且各參數(shù)之間具有復雜的耦合關(guān)系,難以建立統(tǒng)一的數(shù)學公式[5]。基于此,本文運用正交試驗法獲取試驗樣本,通過模糊推理、多因素方差分析等方法構(gòu)建了FDM技術(shù)的參數(shù)優(yōu)化模型,獲得最佳的參數(shù)優(yōu)化組合,為FDM技術(shù)應用于車輛裝備戰(zhàn)場搶修的工藝參數(shù)選擇提供依據(jù)。
1 正交試驗
1.1參數(shù)選取
FDM成型件的考察指標主要有加工精度、成型效率和表面質(zhì)量等,本文優(yōu)化工藝參數(shù)的考察指標選取為加工時間(build time, BT)、尺寸精度變形量(dimension error, DE)、抗拉極限強度(tensile strength,TS)等3個。
影響FDM成型的工藝參數(shù)主要有分層厚度、噴嘴直徑、噴頭溫度、環(huán)境溫度、擠出速度、填充速度、填充方式、網(wǎng)格間距、理論輪廓線的補償量、偏置掃描中的偏置值、開啟延時時間、關(guān)閉延時時間[6]等。本文選擇擠出速度(A)、填充速度(B)、分層厚度(C)、填充率(D)這4個起主要作用的工藝參數(shù)作為考察因素。
擠出速度和填充速度設置較高可以提高打印效率,但過高的打印速度會影響打印質(zhì)量;較低的層厚可以改善模型垂直方向的精細度,但會降低打印效率;填充率設置較高可以提升成型件的力學性能和成型質(zhì)量,但會相應降低打印效率并增加耗材。各個參數(shù)對成型性能的考察指標各有影響,因此對各參數(shù)進行合理優(yōu)化是十分必要的。
1.2試驗方案
試驗選用哈爾濱工業(yè)大學研制的Softsmart 40s型號的FDM設備,為方便測量,選取尺寸80 mm×20 mm×10 mm的長方體塊為試驗測試件。首先用Solidwork軟件設計試件的三維模型,根據(jù)考察指標和考察因子,搭配因素水平,進行相應的切片處理以及打印設備的相應參數(shù)設置。成型耗材選用外徑3 mm的PLA線材,試驗溫度215 ℃,環(huán)境溫度25 ℃,打印機噴嘴直徑為0.4 mm。
在設備的可調(diào)控范圍內(nèi),對分層厚度、擠出速度、填充速度及填充率分別選擇3個水平級,設計9組不同因素搭配的正交試驗[7]。試驗的因素組合方案見表1。
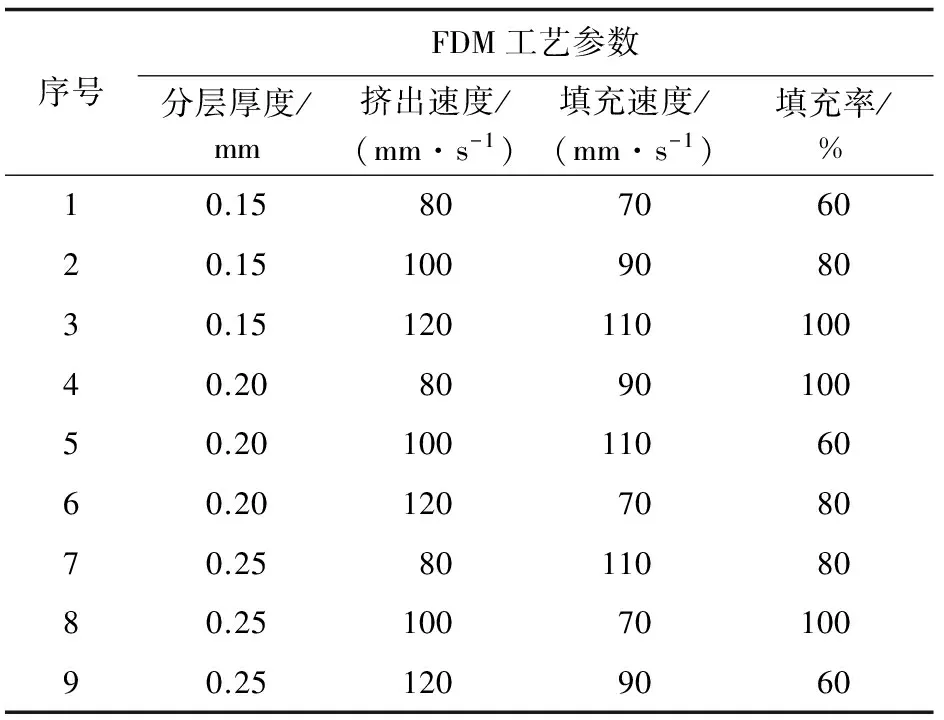
表1 4因素3水平正交組合方案
1.3試驗結(jié)果
按照試驗順序分別記錄和測試每組試驗的BT、DE和TS,每組試驗做6個試件,取算術(shù)平均值作為試驗結(jié)果,具體指標見表2。
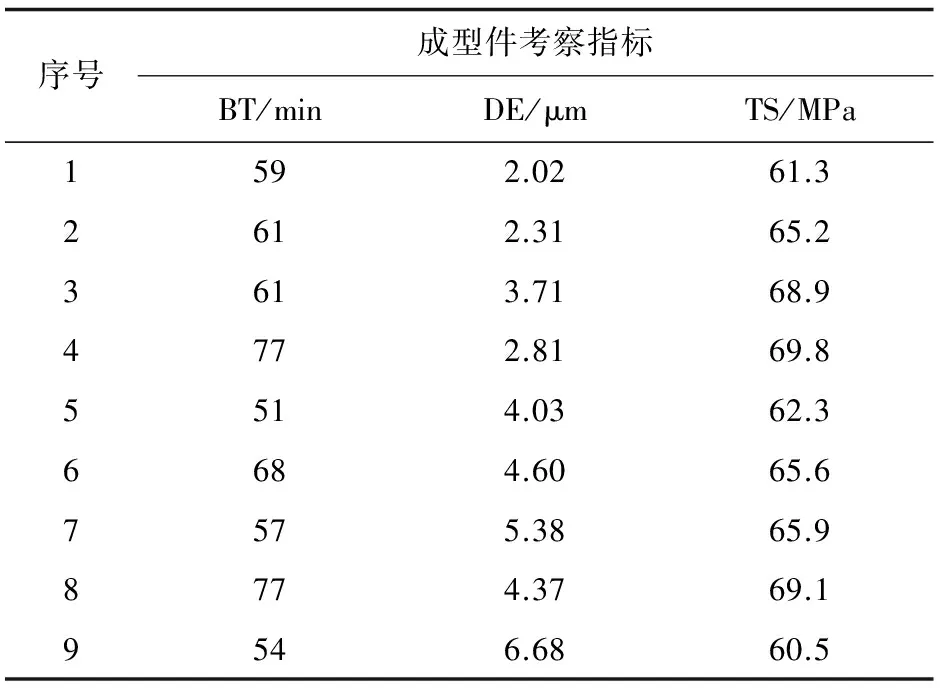
表2 試驗件考察指標
2 基于模糊推理的FDM多目標參數(shù)優(yōu)化
在很多情況下考察指標重要性的估計很難用固定的權(quán)值來表示,對綜合性能指標影響程度也很難用某種固定的集成算子來表示,模糊推理正是解決此類問題的有效工具。模糊推理系統(tǒng)的工作過程主要包括3部分:模糊化、模糊推理、去模糊化。本文通過模糊推理方法將多個考察指標轉(zhuǎn)化為一個綜合指標建立模型,然后對其進行參數(shù)優(yōu)化[8]。
2.1模糊化
模糊化是將輸入的精確量進行模糊處理,映射成給定論域U上的模糊集合及其隸屬度的過程。調(diào)用Matlab中的Fuzzy函數(shù),設置輸入值為3個考察指標BT、DE和TS,輸出值為試件的綜合性能(combination property,CP)。在3個考察指標的取值范圍內(nèi)取3個模糊子集,分別為小(S)、中 (M)、大(L);在綜合性能(CP)取值論域內(nèi)取9個模糊子集,分別為極差(EP)、很差(VP)、差(P)、較差 (RP)、中等(M)、較好(RG)、好(G)、很好(VG)、極好(EG)。
2.2模糊推理
根據(jù)模糊集合,選擇27條模糊規(guī)則(見表3)。推理方法選擇Mamdani法,即每組試驗結(jié)果均要進行27條規(guī)則三維輸入模糊推理過程,取最大輸出值作為最終輸出隸屬函數(shù)。例如,第一條規(guī)則“If BT is S, DE is S, and TS is S, then CR is EG”,即3個輸入量分別為S、S、L時,綜合性能輸出為EG。
2.3去模糊化
去模糊化又稱為清晰化,其目標主要是把模糊集合轉(zhuǎn)化成單個數(shù)值,即選定一個清晰數(shù)值去代表某個表述模糊事物或概念的模糊結(jié)合,它是模糊推理系統(tǒng)的最終環(huán)節(jié),也是必不可少的一個環(huán)節(jié)。去模糊化的常用方法有最大隸屬度法、面積中心(重心)法、面積平分法等,這里采用面積中心法來進行計算。
面積中心法即通過求出模糊集合最終隸屬函數(shù)曲線與橫坐標包圍區(qū)域面積中心點,選這個模糊集合的中心對應的橫坐標值,作為這個模糊集合的代表值[9]。設論域U上F集合A的隸屬度函數(shù)為A(u),u∈U。假設面積中心對應的橫坐標為ucen,按照面積中心法的定義,則
ucen= (1)
在Matlab軟件中集成了模糊推理系統(tǒng)的設計和仿真界面,函數(shù)仿真推理界面如圖1所示。
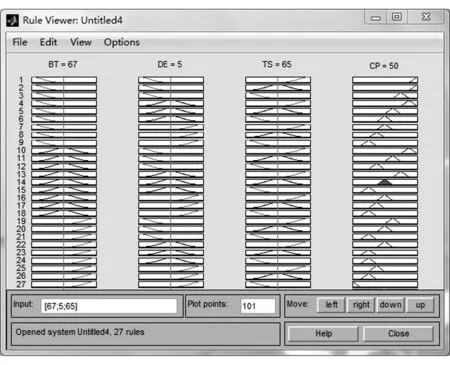
圖1 Fuzzy函數(shù)仿真界面
圖1中,左邊三列中心豎直線所在數(shù)值為當前輸入值的大小,最右邊一列CP為輸出值,即試驗件的綜合性能。輸出CP中,每一行表示每條模糊規(guī)則對應輸出的隸屬函數(shù),圖中的粗實線表示隸屬函數(shù)運用式(1)去模糊化后的清晰值,模糊推理結(jié)果見表4。
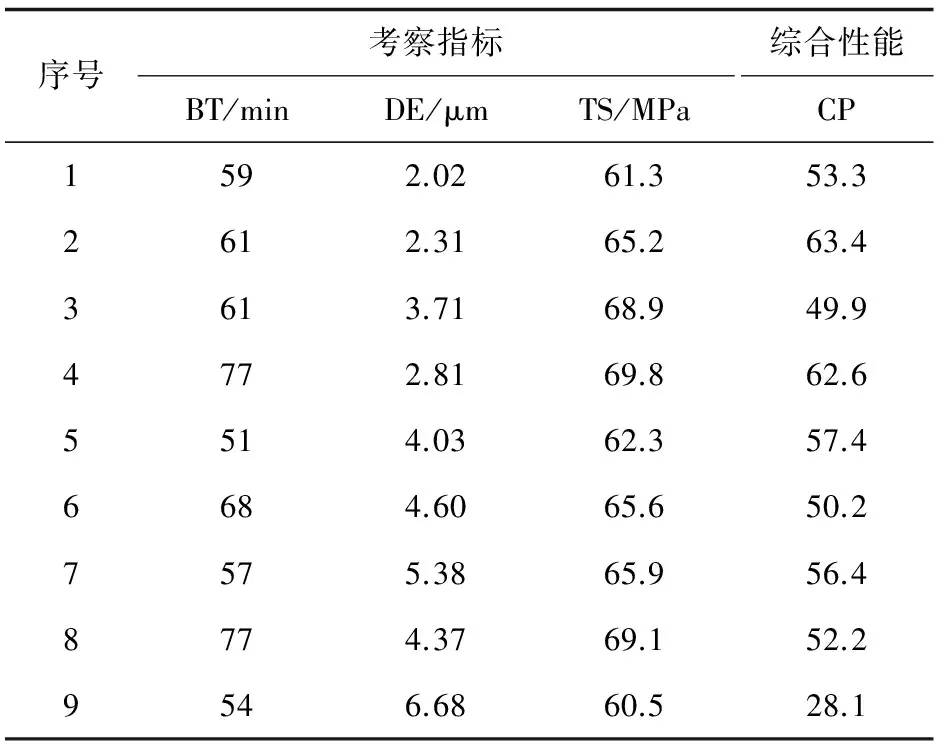
表4 模糊推理結(jié)果
通過表4可看出,第2組試驗件的綜合性能值最高,其對應考察指標經(jīng)模糊推理后可以得到最佳的綜合性能指數(shù),對應的主要工藝參數(shù)為層厚0.15 mm,擠出速度為100 mm/s,填充速度為90 mm/s,填充率為80%。
3 工藝參數(shù)影響分析
為進一步確定各個工藝參數(shù)對綜合性能影響的主次順序,采用數(shù)據(jù)處理軟件對試驗樣本及仿真結(jié)果進行多因素方差分析,結(jié)果見表5。
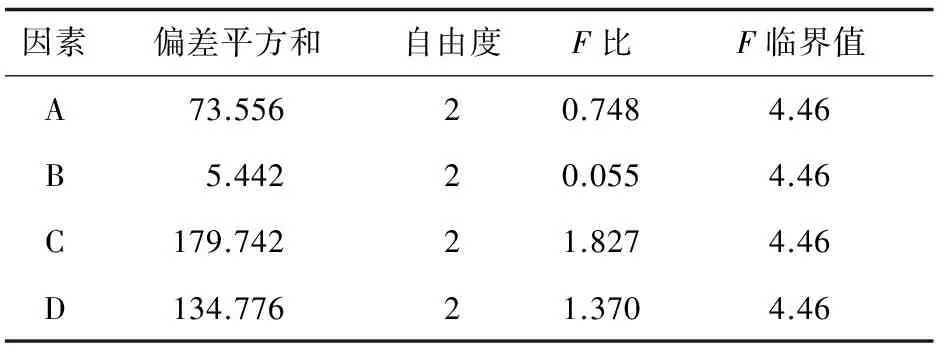
表5 綜合性能方差分析
由方差分析結(jié)果中反映影響顯著性的F比可知,4個參數(shù)影響的主次順序為C>D>A>B,即填充速度對成型件綜合性能的影響最大,其次是填充率、分層厚度,影響最小的是打印設備的擠出速度。
4 結(jié) 語
本文通過正交試驗法獲取試驗樣本,然后通過模糊推理方法建立數(shù)據(jù)處理模型,對成型時間、成型精度和打印件拉伸強度進行了綜合優(yōu)化,得到了最佳的參數(shù)組合;利用多因素方差分析對仿真結(jié)果進行了數(shù)據(jù)分析,得出了4個工藝參數(shù)對成型件綜合性能影響的主次順序。
[1] 何巖峰. 淺析3D打印技術(shù)在武器裝備維修中的應用[J]. 計算機光盤軟件與應用,2013(14):117-119.
[2] 郭繼周,吳集,鄧啟文.3D打印技術(shù)對裝備維修保障的影響與對策[J].裝備學院學報,2016(2):22-25.
[3] 鄧啟文,陳強,郭繼周,等.3D104打印技術(shù)對武器裝備發(fā)展的影響[J].國防科技,2014(4):63-64.
[4] 羅晉,葉春生,黃樹槐.FDM系統(tǒng)的重要工藝參數(shù)及其控制技術(shù)研究[J].鍛壓裝備與制造技術(shù),2005(6):77-80.
[5] 紀良波,周天瑞,鐘雪華. 基于神經(jīng)網(wǎng)絡和遺傳算法的熔融沉積成型多目標優(yōu)化[J]. 熱加工工藝,2010(9):174-177.
[6] 彭安華,王智明.基于灰關(guān)聯(lián)度分析的FDM工藝參數(shù)優(yōu)化研究[J].機械科學與技術(shù),2010(5):625-629.
[7] 沈邦興.實驗設計及工程應用[M].北京:中國計量出版社,2005:153.
[8] 彭安華.面向機械制造過程的模糊多準則決策方法研究[D].徐州:中國礦業(yè)大學,2014:47.
[9] 石辛民.模糊控制及其MATLAB仿真[M] .北京:清華大學出版社,2008:48.
(編輯:孫協(xié)勝)
Multi-parameterOptimizationofFDMTechniqueinBDARofVehicleEquipment
YANG Ming1, TANG Yanfeng2, JI Peibin1
(1.Postgraduate Training Brigade, Army Military Transportation University, Tianjin 300161, China;2.Military Vehicle Department, Army Military Transportation University, Tianjin 300161, China)
● 裝備保障EquipmentSupport
10.16807/j.cnki.12-1372/e.2017.09.007
E246
A
1674-2192(2017)09- 0026- 04
2017-03-28;
2017-04-17.
楊 明(1992—),男,碩士研究生;唐彥峰(1962—),男,教授,碩士研究生導師.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
